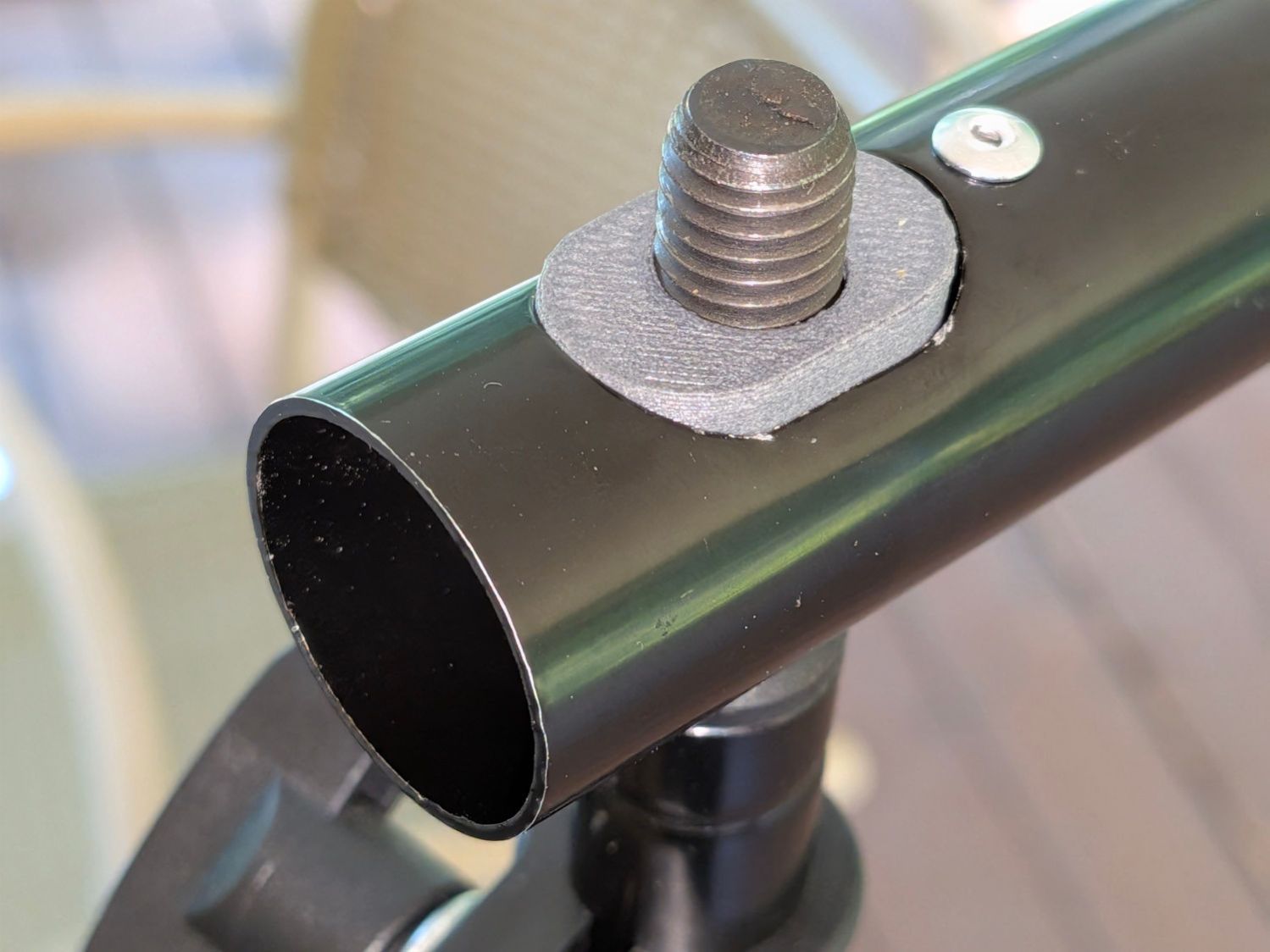
With the set of Dremel collets organized, I made a quartet of handles for them:

The idea came from the June/July 2026 Machinist’s Workshop, wherein I learned Dremel nuts / chucks fit on a 0.275 inch = 9/32 inch 40 TPI threaded body, drilled through 11/64 inch.
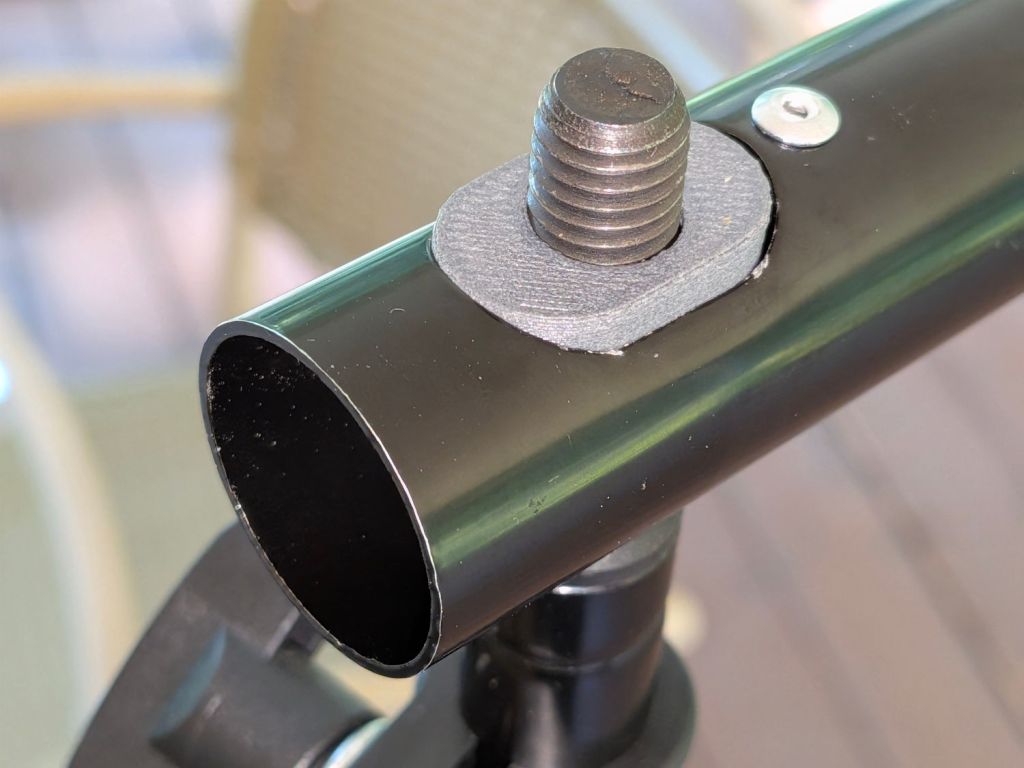
Making such a thing involved some pleasant lathe time:

The business end of the body has a slight taper to (ideally) match the collets:

However, the collets have tapers ranging from 20° to 35°, so I defined a 60° center drill to be Good Enough™ and got a free taper while drilling the central hole.
The collets sit in the taper:
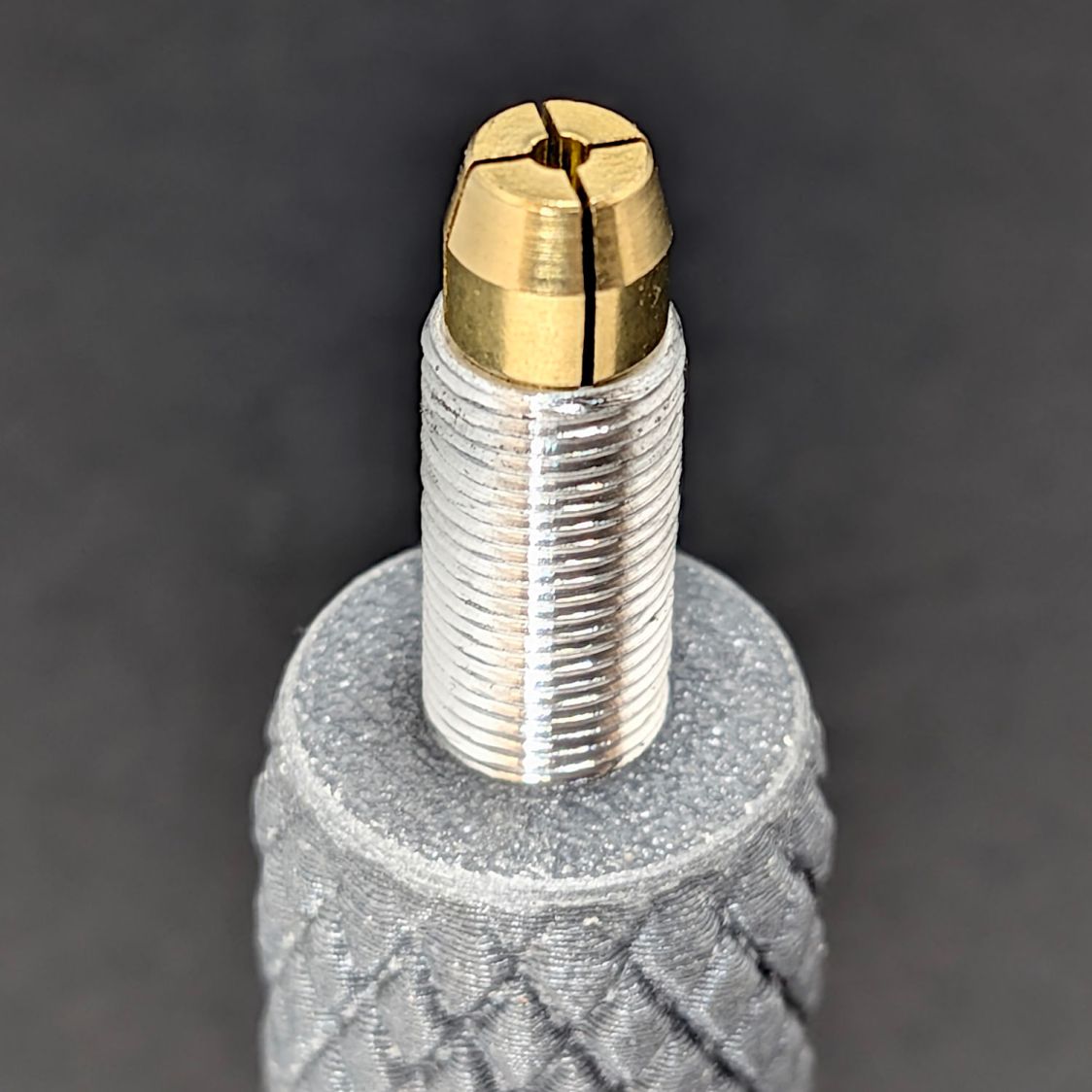
Tightening the nut closes the collet:

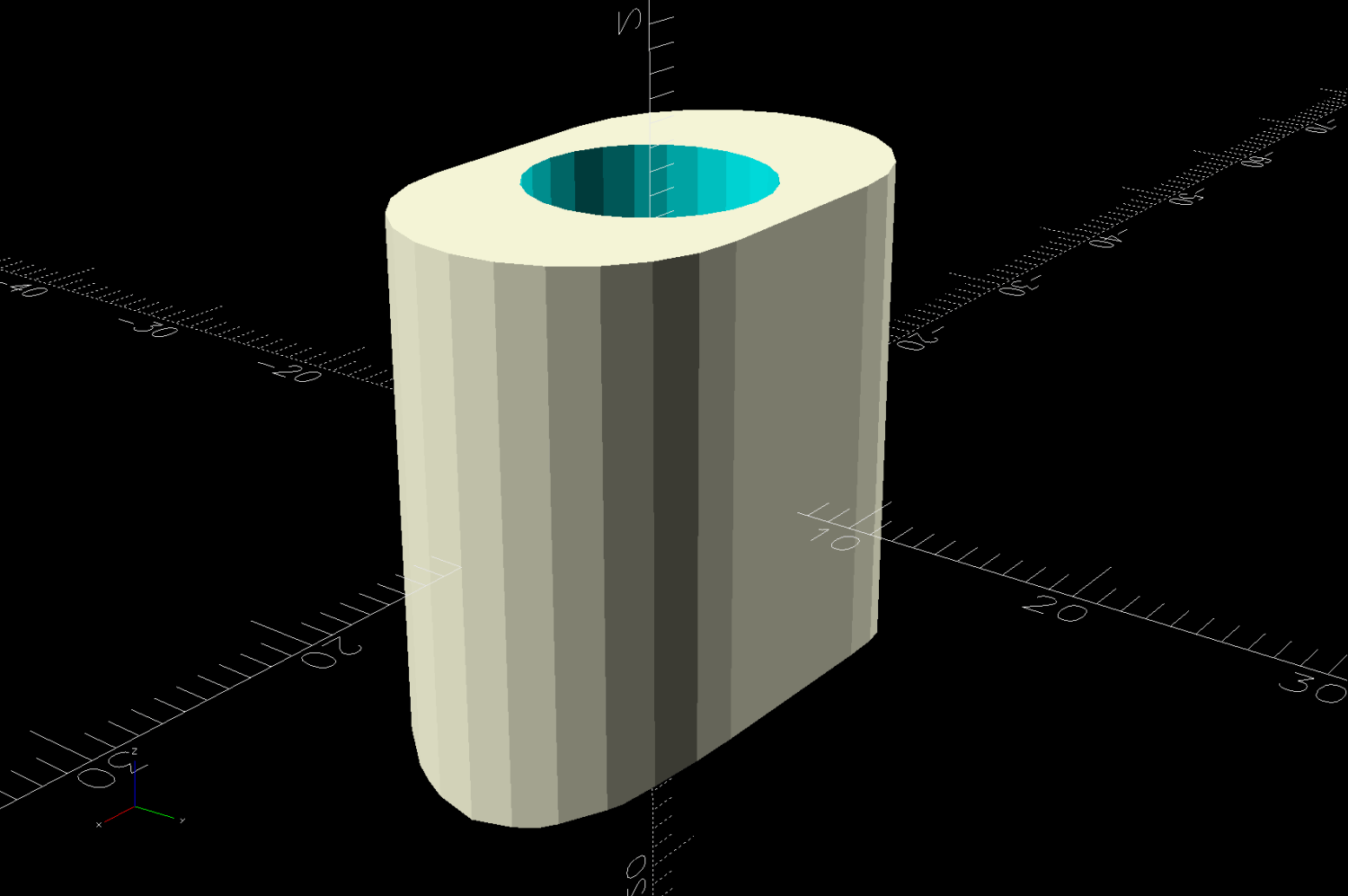
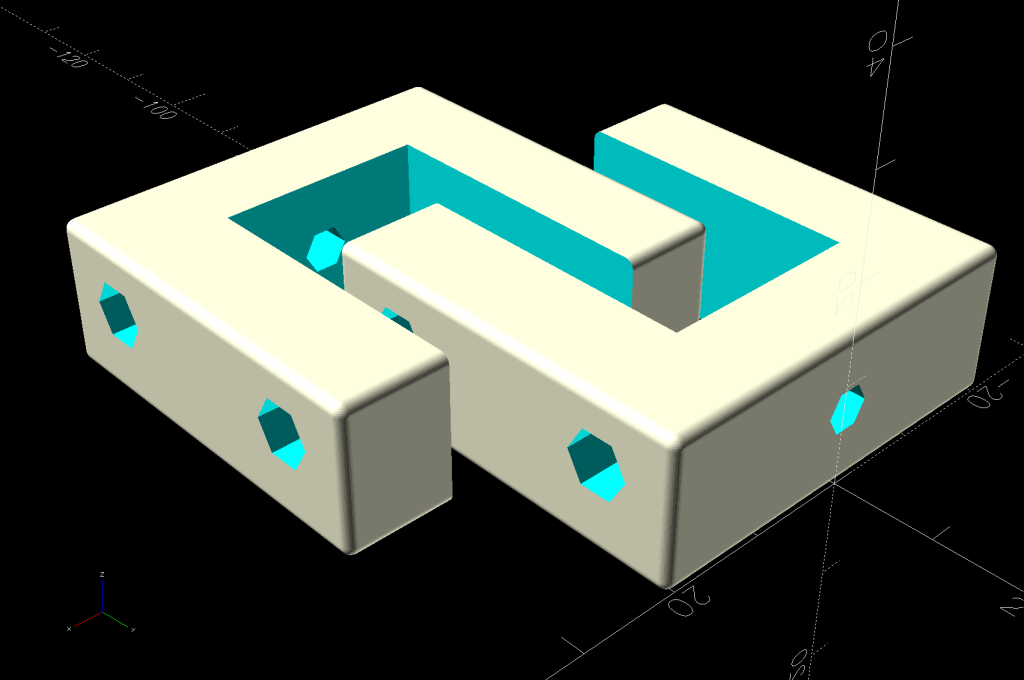
The article described a nicely turned wooden handle, but a somewhat uglier 3D printed handle is fine with me:
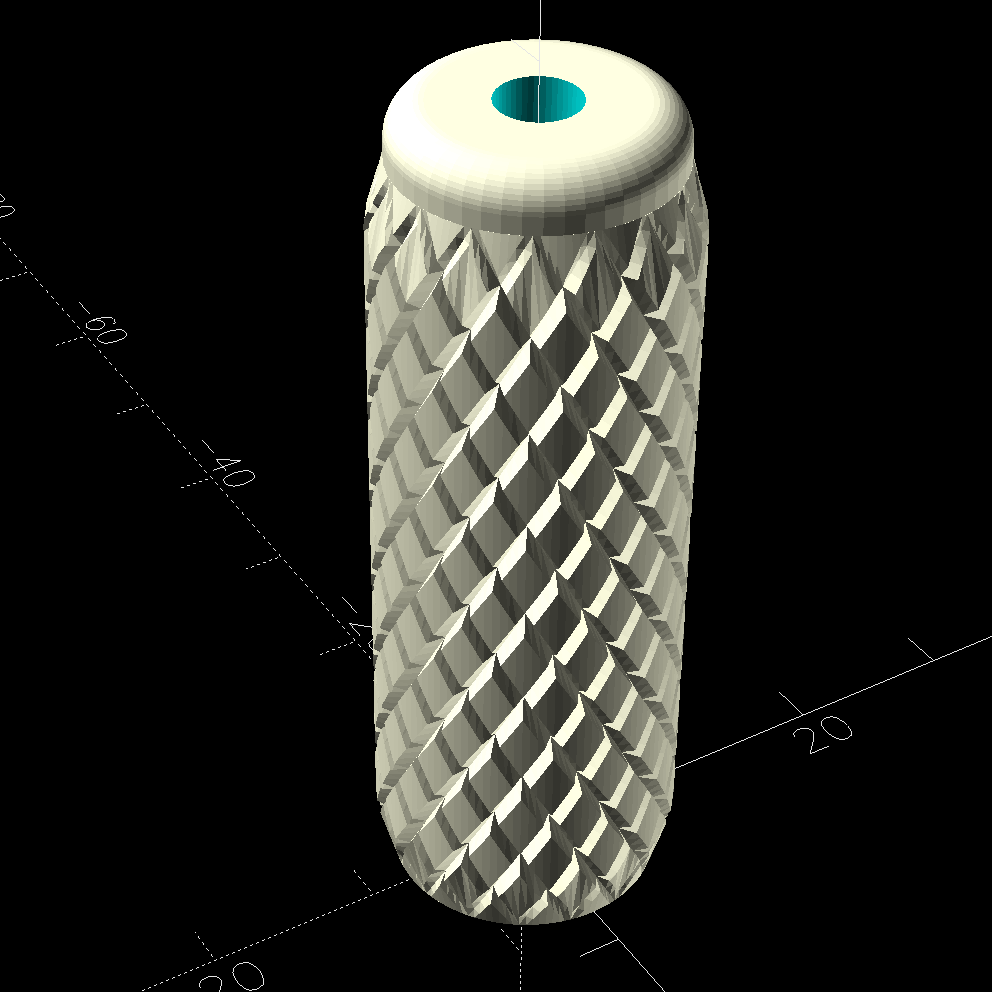
Which comes from a few lines of OpenSCAD code:
difference() {
cyl(h=HandleLength,d=HandleOD,anchor=BOTTOM,texture=Knurling,tex_size=[3.0,6.0],tex_taper=0.08) position(TOP)
cyl(h=3.0,d=HandleOD,circum=false,rounding2=2.0,anchor=BOTTOM);
down(Protrusion) {
cyl(h=15.0,d=ShaftOD + HoleWindage,chamfer2=2.0,circum=true,anchor=BOTTOM);
cyl(h=2*HandleLength,d=ShaftID + HoleWindage,circum=true,anchor=BOTTOM);
}
}
The variables match the threaded body to my fingers:
Protrusion = 0.1; // make holes end cleanly
HoleWindage = 0.2; // make holes large enough to fit
ShaftOD = 6.9; // collet closer thread - 40 TPI 0.275 OD
ShaftID = 4.3; // … internal clearance
HandleOD = 15.0;
HandleLength = 45.0;
Knurling = "trunc_diamonds";
The motivation for all this was to put the smallest taps in a holder suitable for delicate jobs. The smallest chuck on my real tap driver bottoms out on an M3 tap and can’t grip the M2 tap:

I try very hard to not tap small holes, but sometimes you gotta do what you gotta do and now I’m better prepared.
Incidentally, the first threaded body I made absolutely did not fit the Dremel nuts. After eliminating everything else, I discovered I’d set up the lathe change gears with a 20-65-45 train, rather than the 20-65-50 train required for 40 TPI with the lathe’s 16 TPI leadscrew.
Protip: Even the best threading job (which I didn’t do on any of those things) can’t make a 36 TPI screw fit into a 40 TPI nut.