Ed Nisley's Blog: Shop notes, electronics, firmware, machinery, 3D printing, laser cuttery, and curiosities. Contents: 100% human thinking, 0% AI slop.
It turns out that dragging a USB cable across the top of the UPS for the PC (about to be) running the Sherline mill was enough to flip its flush-mounted hairtrigger power switch. Although I can’t recess the switch, adding a mollyguard should help:
Mollyguard – UPS power switch
The power switches on the new outlet strips also seem unduly sensitive and a preemptive strike seemed in order:
Mollyguard – outlet strip switch
Two layers of 3 mm acrylic just barely clear the switch, but should prevent casual trips. AFAICT, the little hexagonal shape fills the hole for an indicator LED this strip doesn’t have.
I eventually tracked a distressingly loud rattle from the BOB Yak trailer to a fender mount failure:
BOB Yak Trailer fender front mount – aluminum fatigue
The screw clamped the round aluminum fender between two flat washers (the other of which has been touring the workbench). The hole in the aluminum started as a screw slot and eventually fretted away around the edge of the washers, leaving a trapped fragment to fall out as I loosened the screw.
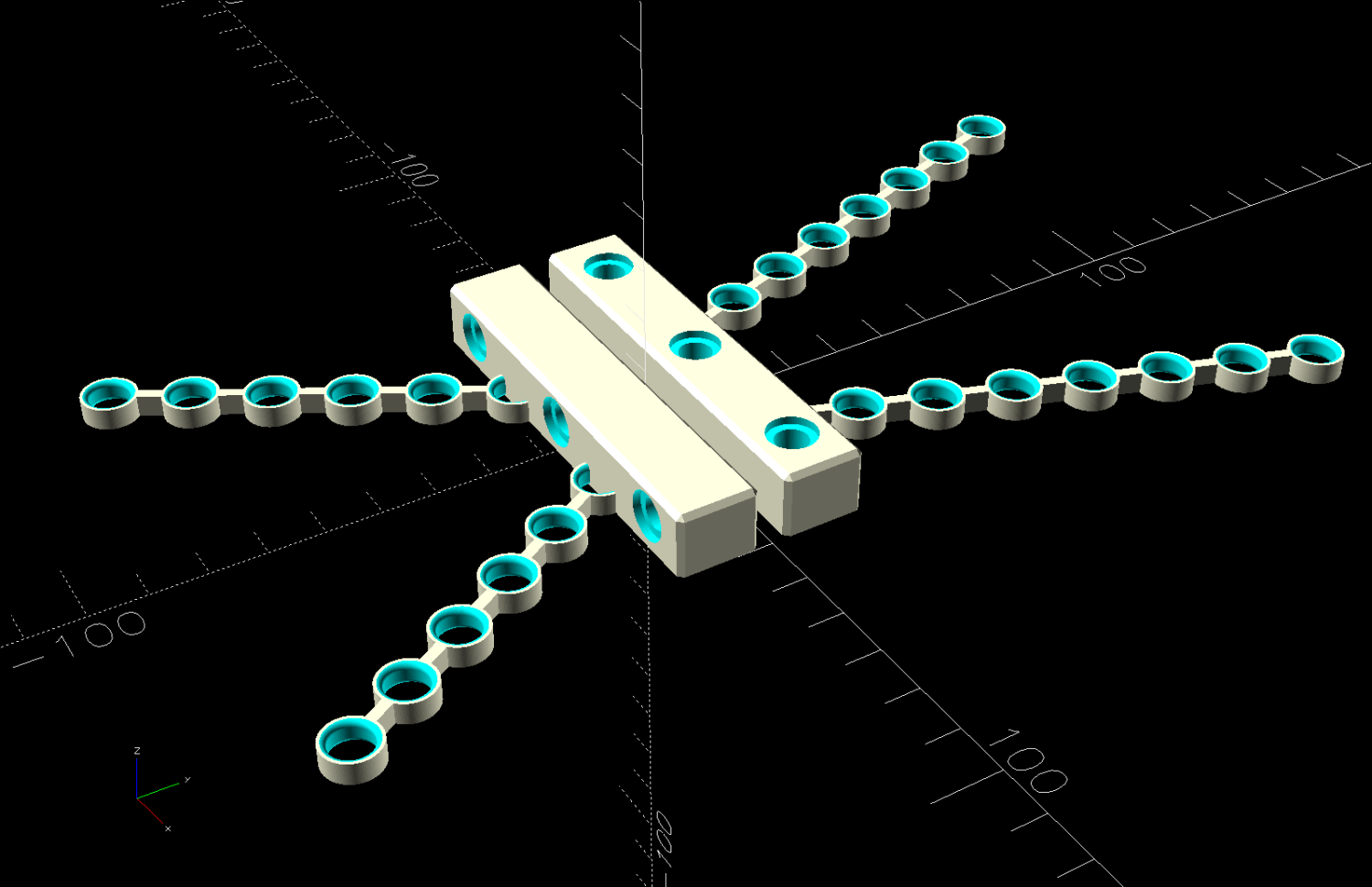
As before, a bit of math conjures a chunky mount from the vasty digital deep:
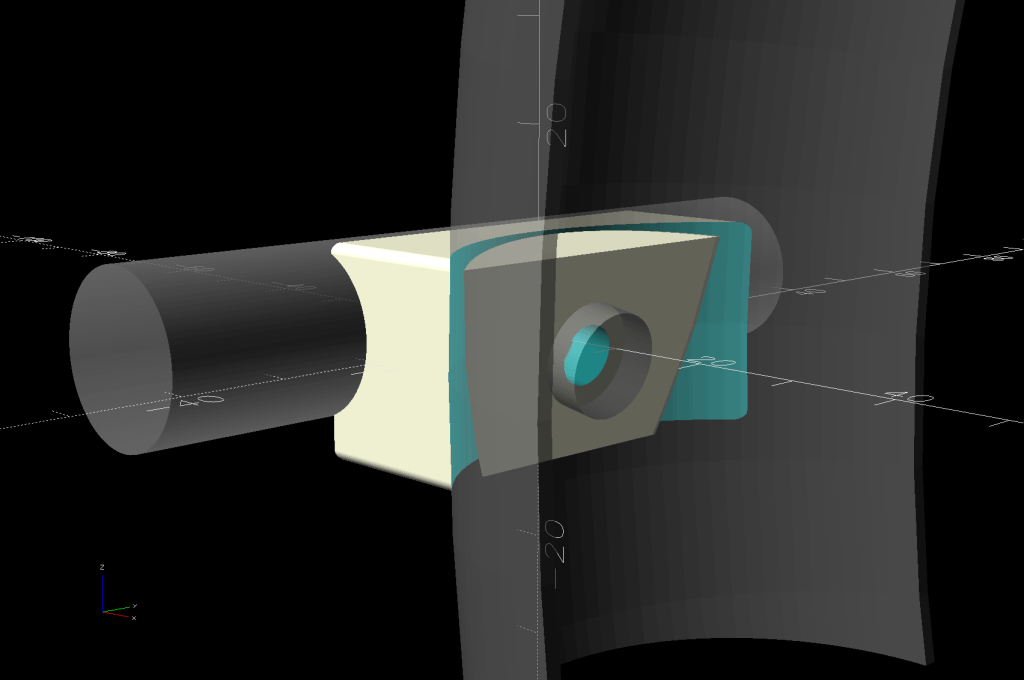
Fender front mount – solid model – Show view
The first iteration didn’t have the hole for the threaded insert angled downward at 10°, but it’s easier to make better measurements with a “pretty close” prototype. I’m reasonably sure the angle is a glitch due to hand-brazing the frame tubes, but we’ll never know.
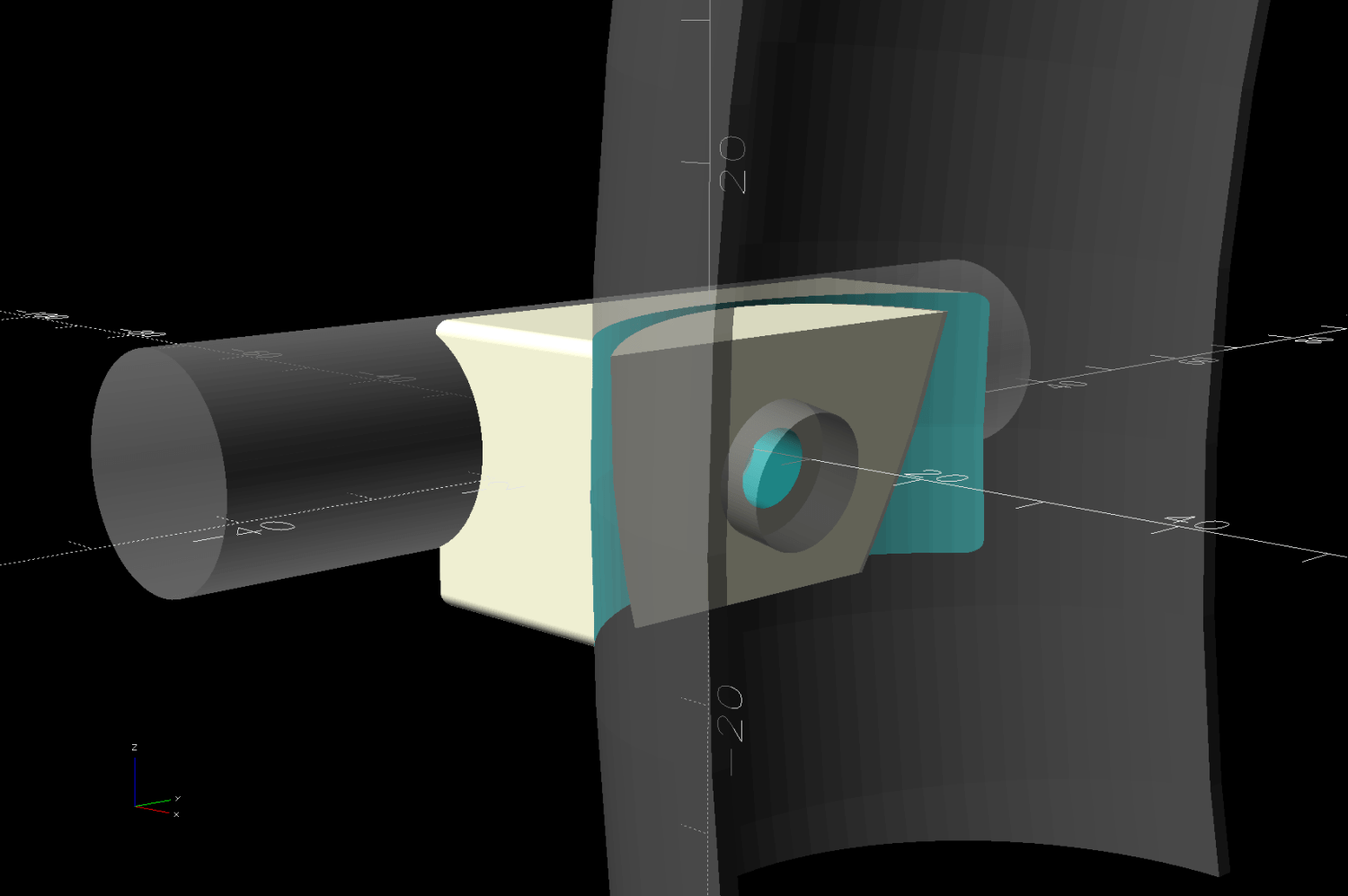
The inner plate angles to match the insert, thus keeping the screw & washer perpendicular to the surface:
Fender front mount – solid model – Mounts view
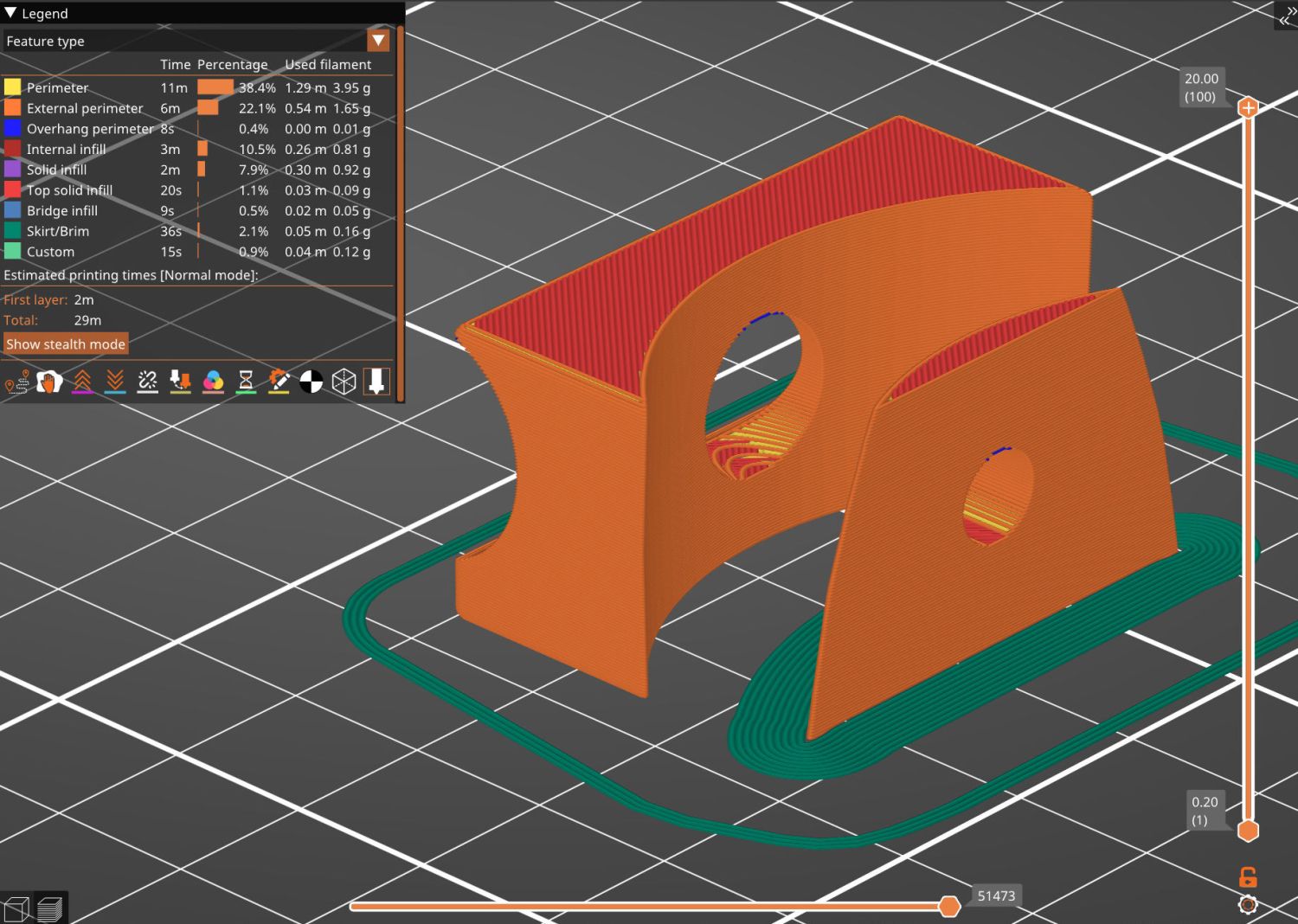
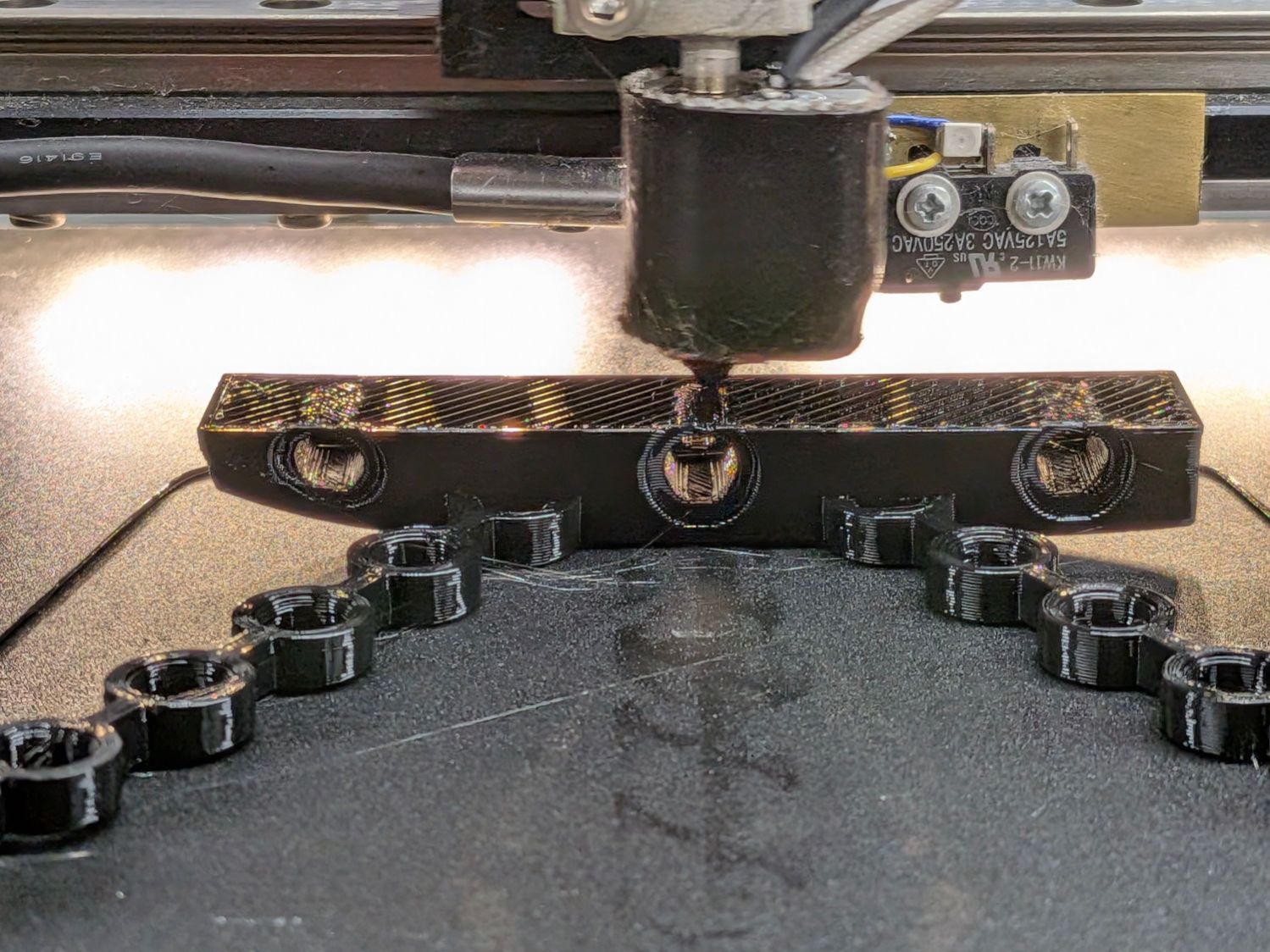
A brim around that chip of plastic ensures a good grip on the platform:
BOB Yak Trailer – fender front mount – PrusaSlicer preview
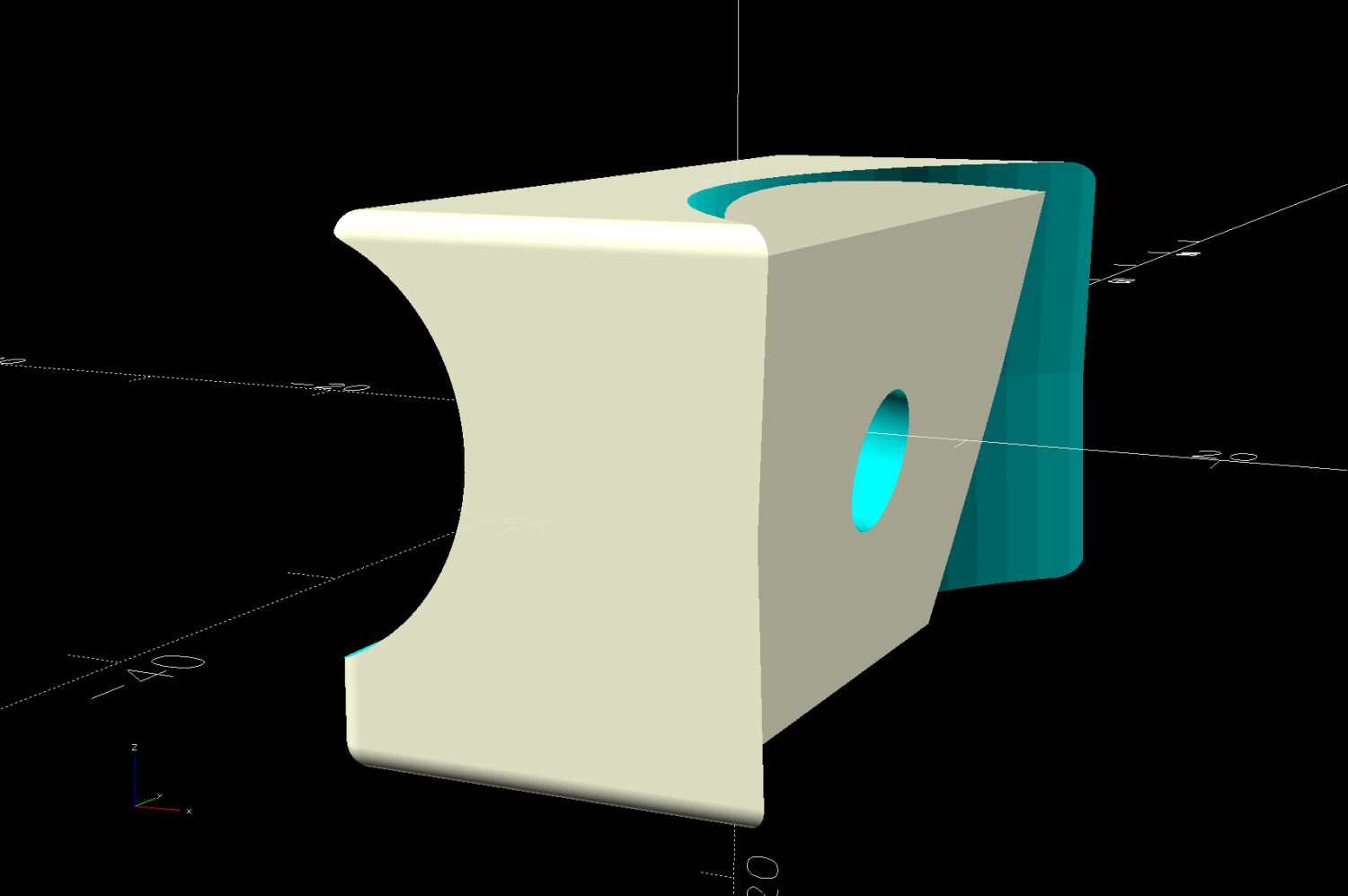
I suppose rounding the corners would make it prettier:
BOB Yak Trailer fender front mount – inner plate
The original screw was slightly too short, so that’s a shiny replacement from the Drawer o’ Random M5 Screws. If I ever have occasion to go in there again, I’ll use a button head screw, although there’s certainly enough clearance:
BOB Yak Trailer fender front mount – tire clearance
From the top, the gray PETG-CF looks like it grew there:
BOB Yak Trailer fender front mount – installed
I figured the mount’s radius by feeding measurements into the chord equation and assuming the overall curve is circular; the radius came out slightly too large, which likely won’t make much difference.
This file contains hidden or bidirectional Unicode text that may be interpreted or compiled differently than what appears below. To review, open the file in an editor that reveals hidden Unicode characters.
Learn more about bidirectional Unicode characters
Except for having the bungee cord run across the middle of the tray where it blocks access for larger trays and tends to bend the taller leaves.
Well, I can fix that:
Bike Rack Tray Holder – straps – rear
The front tiedown is similar:
Bike Rack Tray Holder – straps – front
They’re printed from TPU: rectangular blocks and chains, ending in wire hooks bashed from a coat hanger. The M4 button-head screws thread into (uncrushed) rivnuts, which seemed easier to manage than square nuts in this situation.
The chains are just thick circles, with half of the top links sunk into the blocks:
Stretchy Straps – build layout
You’d (well, I’d) want to build them one at a time, because sometimes this happens:
Bike Rack Tray Holder – bad platform adhesion
Based on those measurements, I raised the extruder by 0.1 mm, but apparently did a poor job of cleaning / flattening the cold TPU on the nozzle and got it wrong. As a result, the first layer didn’t get squooshed properly onto the BuildTak, came unstuck, and produced art . The track down the middle of the photo shows traces of a previous, badly over-squooshed test chain.
The stretched TPU relaxes enough to leave very little tension after a day, as shown by the unhooked right chain:
Bike Rack Tray Holder – straps – relaxing
However, that make the chains exactly the right length, so they require even more force to get the hooks off the rack. After relaxing for another day, the stretched chains return to roughly their original lengths, so it’s all good.
This file contains hidden or bidirectional Unicode text that may be interpreted or compiled differently than what appears below. To review, open the file in an editor that reveals hidden Unicode characters.
Learn more about bidirectional Unicode characters
The sign makes it fairly clear what NYS DOT intended, even if they don’t dogfood their designs:
Raymond Avenue vs pickup – bikes in lane sign
We ride to the left of the fog line for good reason:
Raymond Avenue vs pickup – drain grate
Those are nominally “bike safe” drain grates, but some of the joints between the catch box and the grate can snag a bike tire, so they’re best avoided. Bonus: not all the drain grates are bike safe, so making a mistake will be costly.
The lane has enough clearance for passing cars, presuming you don’t flinch at the wrong moment:
Raymond Avenue vs pickup – lane clearance
That same DOT engineer told me the correct way for cars to pass is to drive up on the sloped curb onto the median. Some drivers do that, but further down Raymond they would collide with various obstructions.
Not flinching is difficult to do when there’s a horn blaring immediately behind you:
Raymond Avenue vs pickup – overhanging load
I wonder if the mattress was on its way to the dump.
We’ve begun exiting at Chapel Gate and riding through campus:
Raymond Avenue vs pickup – Chapel Gate
Which is exactly what the DOT engineer who designed Raymond suggested we do. Why a state agency can recommend riding on private property to get off a nominally standards-compliant state road remains a puzzle, but, hey, I’m no longer a Registered Professional Engineer.
IMO, the man needs a bigger pickup:
Raymond Avenue vs pickup – not enough truck
Just another day riding on NYS DOT roads, where bicycling is always an uninterrupted delight.
Mary starts her garden plants at home, then hauls the trays to the garden in a plastic drawer strapped to the rack on her Tour Easy to avoid crushing the plants in the packs. I finally learned enough to make an adapter mating the drawer to the rack:
Bike Rack Tray Holder – in use
It’s made from four layers of laser-cut cardboard glued together with crossed corrugations for stiffness. I intended make a final version from glued-up plywood sheets, but it works surprisingly well as-is and I may just make another when this one wears out.
The rear view:
Bike Rack Tray Holder – rear view
The front has a cutout for the battery powering the rear camera, with the base height allowing enough meat above the battery:
Bike Rack Tray Holder – overview
The upright posts cradling the drawer may be too skinny for durability, which is why this is a prototype. The inner edges of the posts angle outward by a few millimeters to match the drawer’s mold draft.
Four feet locate the holder on the rack rails just ahead of the Ortlieb pack clips:
Bike Rack Tray Holder – rail detail
The rails are 8 mm ⌀ and the cutouts are 9 mm, because a little tolerance goes a long way. Similarly the tab widths just fit the available spaces beside the rail.
The two flat plates support the drawer and space the uprights to match the Ortlieb clips. I intended to mortise the plates into the uprights, but hot melt glue is wonderful stuff and the joint may outlast the cardboard. In retrospect, the outer edges of the plates should align with the inner sides of the uprights for maximum tidiness.
You don’t have that drawer and likely not the racks, so a picture of the LightBurn layout will give you the general idea for your hardware:
Bike Rack Tray Holder – LightBurn layout
Cut four copies of the uprights in two different orientations, glue them together, then do the obvious thing with the plates.
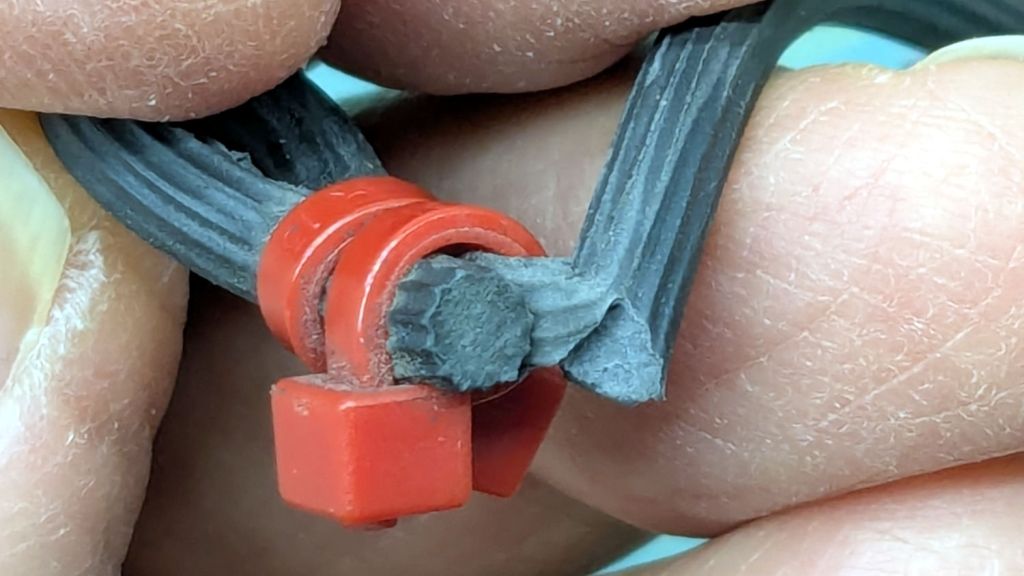
After approximately forever, the shackle on the Corbin K436 padlock securing the tandem-length cable we use for the Tour Easy ‘bents refused to push into the body. Lubrication being unavailing, I soaked it in acetone and shook it around for a day to get the inevitable crud out, then pondered the problem.
Peering into the hole where the shackle enters the body showed the situation:
Corbin padlock – cam damage
Half a century (more or less: it didn’t accumulate those nicks & dings & tarnish last year) of pushing the shackle into the lock eroded the locking cam, to the extent that the cam no longer slides sideways to let the shackle slide the rest of the way into the body.
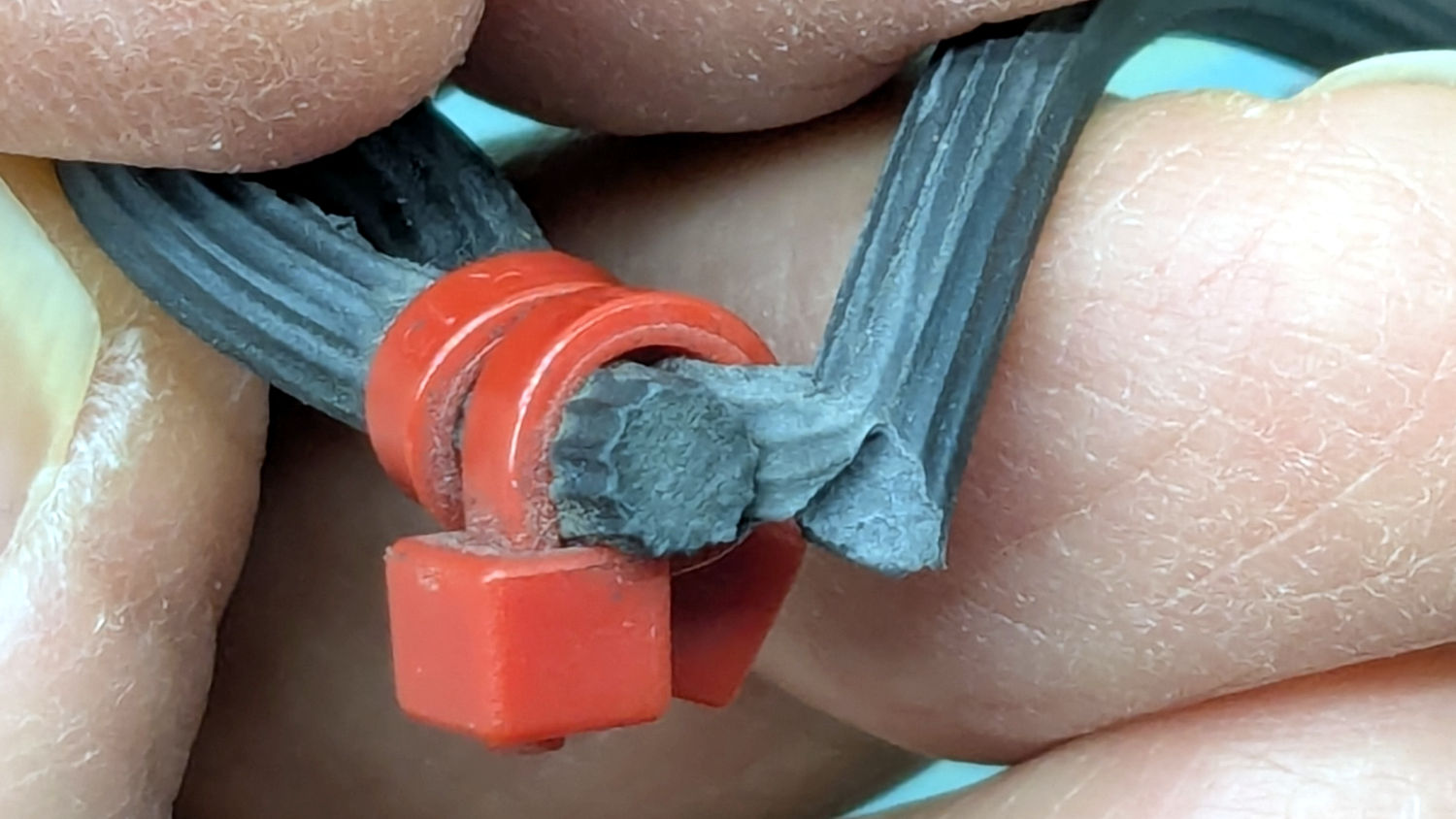
So I introduced the shackle to Mr Bench Grinder and reshaped the end to hit the cam farther down on its angled side:
Corbin padlock – reshaped shackle
While that certainly reduces the strength of the shackle, there’s a similar notch engaging a similar cam on the other end of the shackle, so it remains as secure as it must be for our simple needs.
Spraying silicone lube into the body and applying a dab of silicone grease to the cam restored the lock to (nearly) new condition.
Some rummaging in the Big Box o’ String produced the spool of 1000 pound test Kevlar cord most recently applied to the seat back on Mary’s bike, so this happened:
Bob YAK trailer – Kevlar cords
Having re-confirmed that frayed Kevlar cannot be melted into a blob, another UV-stabilized cable tie at each end will control those tufts.