It turns out that if you drop a heavy sheet of laminated cardboard in exactly the right spot, you can shear the pot metal handle right off a two-step folding step stool:
Folding step stool – exposed handle
I mean, it’s just a perfect target:
Folding step stool – handle detail
It was a clean break leaving gritty surfaces ideal for JB Weld epoxy and a clamp:
Folding step stool – epoxy clamping
In truth, using epoxy in tension isn’t a good idea, but this is light duty and the repair ought to be good for a while.
Now, as to why I was standing on a two-step ladder fiddling with a heavy sheet of laminated cardboard, that story must wait for a while …
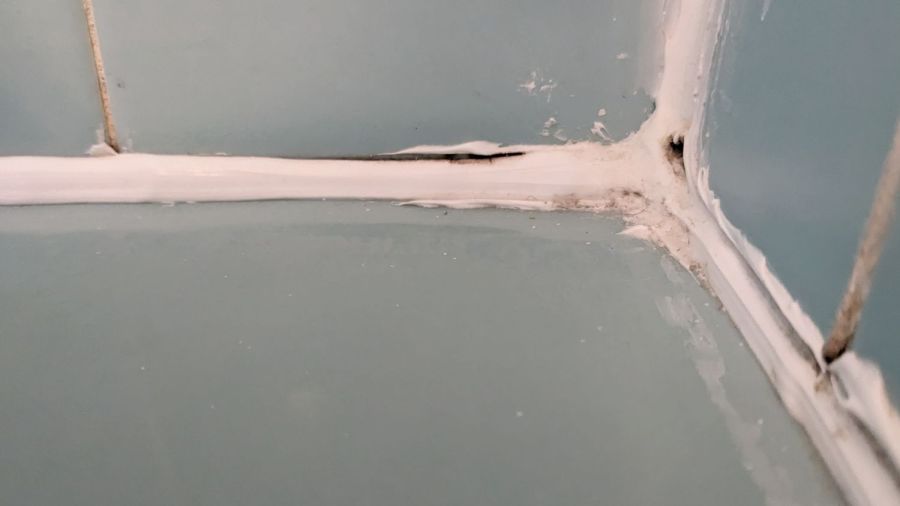
Every tub & shower looks like this after a decade or so:
Old tub caulk
Go look carefully at your bathroom if you don’t believe me.
Tubs have a raised lip around their perimeter, but our downstairs bathroom had a caulk crack that routed water running down the wall under the tile, over the lip, and onto the subfloor beside the tub. This had been going on unnoticed for years, but we apparently take showers differently enough to put a puddle of water on the basement floor.
Some exploratory surgery revealed a patch of rotted subfloor (which is why we know it was an ongoing problem), but no structural damage. A few hours of tedious razor knife and hook work extracted the old caulk, after which squirting new caulk took almost no time at all:
New tub caulk
I screwed a small fan across the subfloor opening to pull air across the wet area:
Subfloor fan drying
A few days dried things out nicely, so I can proceed with a project involving the adjacent shower stall, about which more later.
They don’t install drain pipes like that any more! Judging from the many scorch marks on the joists, the plumber had considerable difficulty keeping enough heat on the fittings for good solder joints.
The cord path isn’t at all obvious, even given the smudges on the seat struts:
Tour Easy – seat mesh removed
Pictures of the original cord as installed at the Easy Racers “factory” served as guidance:
Tour Easy – seat cord – front viewTour Easy – seat cord – side viewTour Easy – seat cord – rear viewTour Easy – seat cord – bottom detail
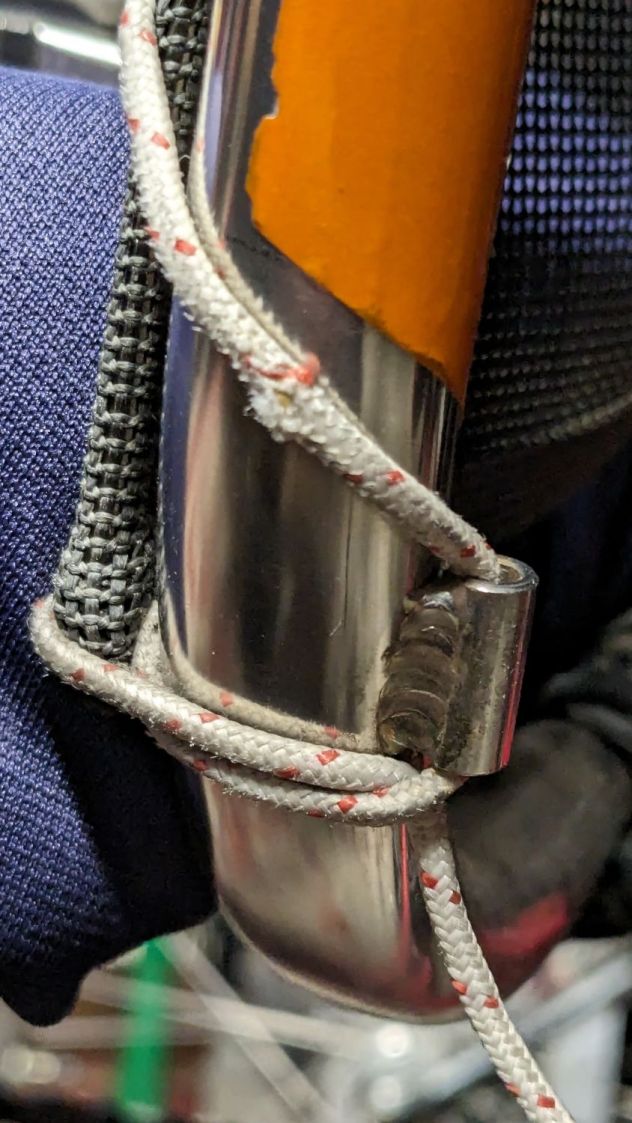
The knots joining the cord at the top, taken juuust before I pulled the right knot apart:
Tour Easy – seat cord – knots
Those are in addition to my Tour Easy a few feet away, but you can never have enough pictures.
A 3.5 meter cord will be plenty long enough and marking the midpoint simplifies equalizing the two sides. The cord crosses the seat frame at the bottom from the lower guides, although I’m reasonably sure it wouldn’t matter if you ran separate lengths up the two sides with a knot in the lower guide.
The new cord claims to be 1000 pound test (200 pound working), but the vital dimension is its 2.6 mm diameter to match the OEM cord. It does not claim to be UV stabilized, which may turn out to be a problem over the course of a few years.
Our new-to-us house included a heavy-duty basement dehumidifier with a blower motor calling for a few drops of SAE 20 oil twice a year. Some searching turned up a specialized flavor of 3-In-One Oil for motors.
It arrived with free inclusions:
3-in-One Motor Oil – top inclusion
Backlighting makes them more obvious:
3-in-One Motor Oil – top inclusion – backlit
There’s also a free-floating jellyfish slightly denser than the oil:
3-in-One Motor Oil – bottom inclusion – backlit
As is now the typical case with Amazon purchases, the only choices are to return / exchange the item, as the seller cannot be contacted directly. I tried sending 3-In-One a question through their website, en passant discovering they’ve been Borged by The WD-40 Company, only to be rejected by the site’s Captcha without ever seeing the test images.
AFAICT, it’s oil and the motor will just have to get used to it.
One doorbell ding came from a guy who sheepishly admitted he had just collided with our mailbox, which sits on the outside of a gentle curve and sticks out, IMO, a bit too far into the street.
This not being my first time in this rodeo, I allowed as how if he’d replace whatever broke, I’d do the fixing and it’d be all good. As it turned out, the only broken part was the foamed-plastic post, which split neatly along its length around the crosspiece hole. After looking things over, I said I’d just epoxy it together and call it done.
That afternoon, I mixed up a generous cup of the casting epoxy I’d been using for coasters and suchlike. It is now well past its best-used-by date and somewhat cloudy, but I figured it would suffice for the purpose; nobody will notice cloudy epoxy on a mailbox post.
I have Too. Many. Clamps. and know how to use them:
Mailbox post repair
He departed, quite literally in tears, over my not raking him through the coals. I figured anybody who’d stop and admit to property damage needed encouragement, not chastisement, and replacing the headlight on his pickup would be more than enough punishment.
An old antique drop-leaf table serves as a plant stand and time reference:
Drop leaf table – in use
While adjusting the clock for Daylight Saving Time, one of the folding leaves … folded, dumping the clock on the floor.
It turns out the latches holding the leaves in place have been repaired / replaced many times since the table left the factory:
Drop leaf table – random latches
I’m certain the latch in the upper right came from my father’s hands.
Although it’s an antique, it’s not a priceless antique, so I had no compunction about drilling out the wood screw holes, installing metric threaded inserts, and converting all the screws to M4 button heads:
Drop leaf table – wood insert
That’s a brad-point bit intended to produce clean-sided flat-bottom holes (modulo a triangular pit from the tip) exactly right for screwing an insert all the way down. The table top just barely fit on the drill press, so I could set the depth stop to make the answer come out right every time.
A dot of low-strength threadlocker keeps the screws from turning, although the table has pretty much reached a steady state these days.
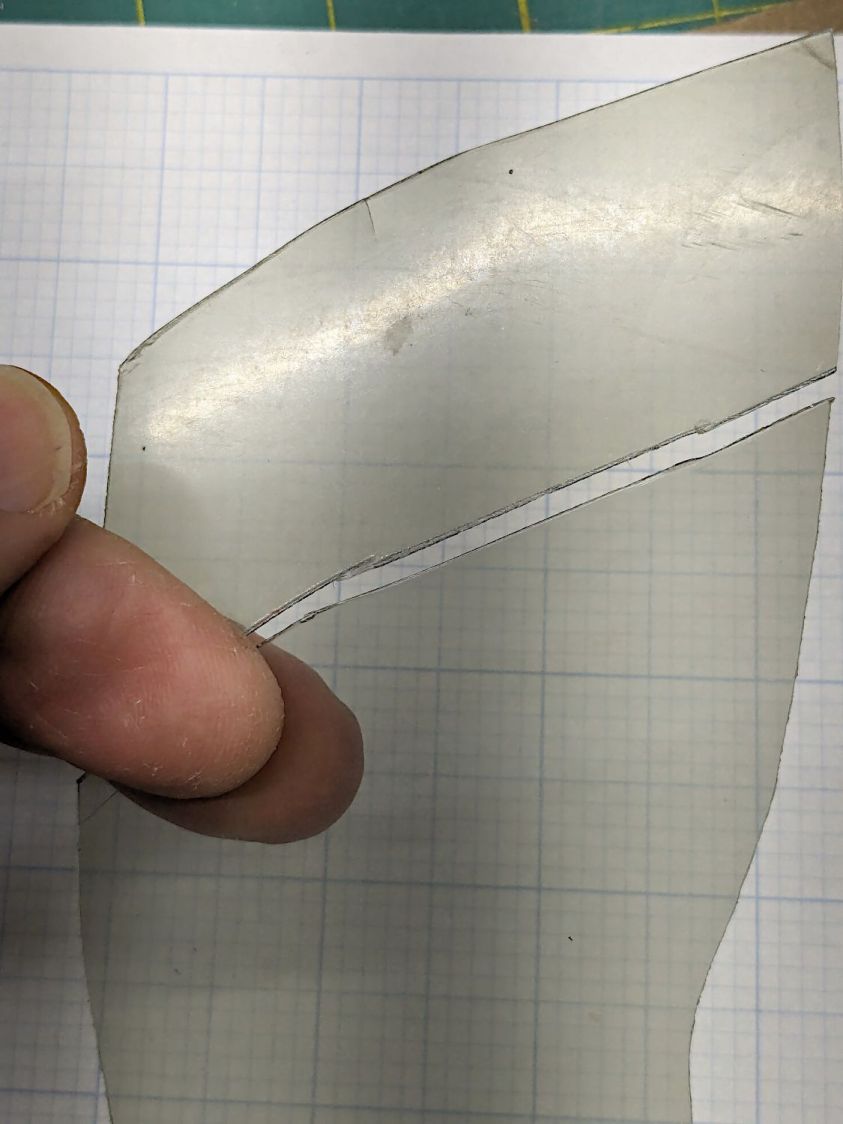
A fairing fragment provided an excuse to practice plastic polishing:
Fairing polish – start
That’s from a EZR-SZ Zzipper fairing ridden about 2000 miles a year since 2001, so it’s spent far too much time in the sun and definitely not gotten all the finicky care it deserves. It’s tinted 60 mil polycarbonate, vacuum-molded into the bubble shape required to fit on a Tour Easy recumbent.
Fairing Flashlight Mount – Mary approaching
On the other paw, Karl Abbe (the guy behind Zzipper) says the typical fairing survives maybe half a decade, so it doesn’t owe us anything.
I applied all three bottles of Novus Plastic Polish in descending numeric order, using snippets of Official Polish Mates (which could be a Krakow escort service) with a vigorous circular motion, ending up with a reasonable result:
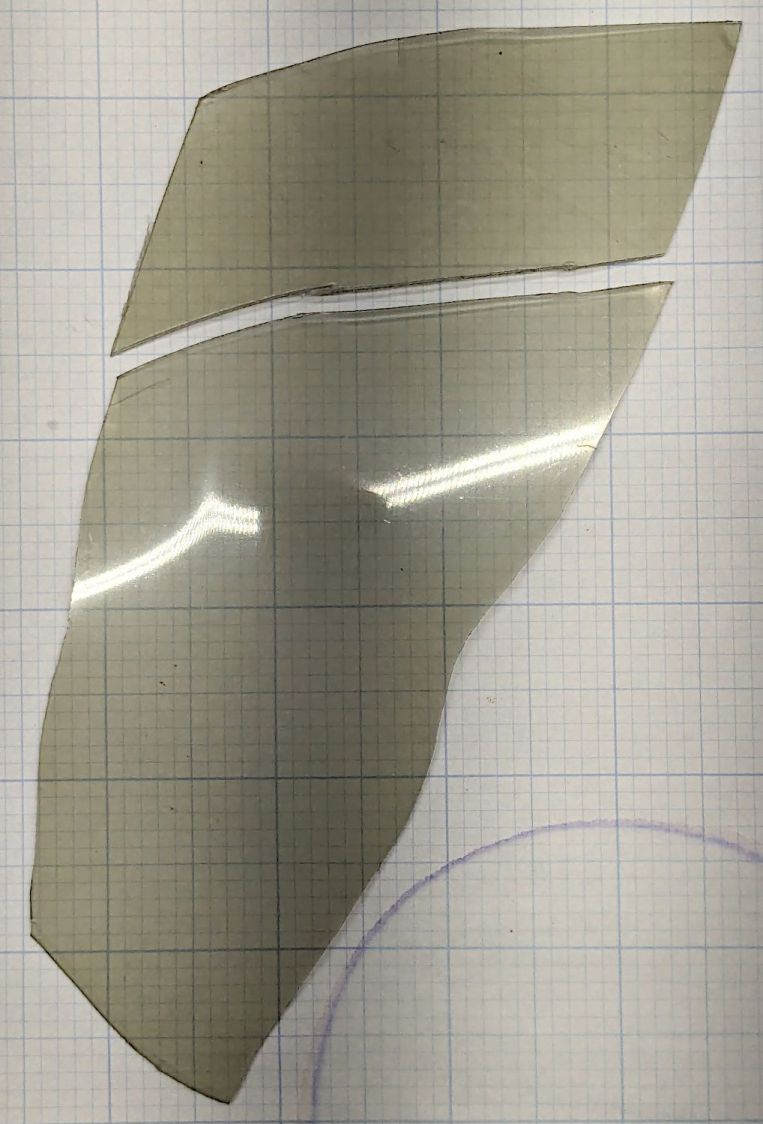
Fairing polish – transmission
I cut the smaller chunk from the fairing for comparison. It’s been washed to dislodge loose crud, but is otherwise as-ridden.
The fairing has deeper scratches than Novus can buff out, but removing the surface scuffs and haze definitely improves the clarity:
Fairing polish – clarity
The view from father away:
Fairing polish – clarity
Eks describes this sort of thing as a “Used Car Finish” = high polish over deep scratches:
Fairing polish – surface finish
All in all, a nice result from very little effort.