Running some PETG filament through the M2’s new V4 extruder drive produced nice indentations from the drive gear:
The square-looking indentation at the far left came from having the filament sit unmoving for an hour or so. There’s a smaller indentation to the left of that from a partially engaged gear tooth.
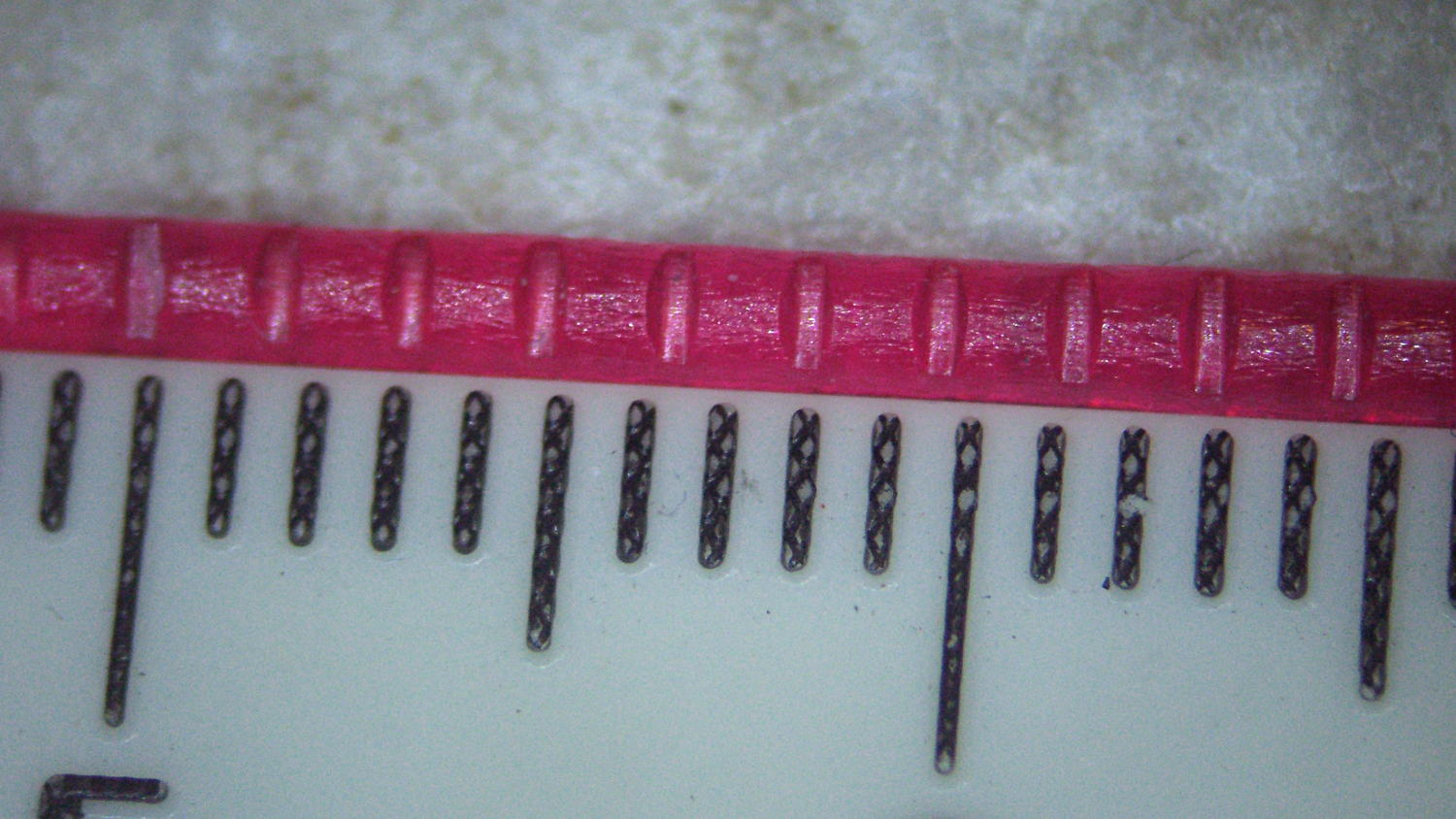
The side view:

That’s with the adjusting screw cranked 1/2 turn inward from what felt like first contact.
It’s an M4 screw with 0.7 mm pitch, so each turn moves the extruder pressure arm 0.35 mm. However, the bearing actually pressing the filament against the drive gear is 1/3 of the distance from the fulcrum to the screw:

Sooooo the bearing should move more-or-less 1/3 as far as the screw, modulo the arm bending, the fulcrum not actually being a pivot, and suchlike: 0.35 mm at the screw should push the gear 0.1 mm into the filament.
Squinting at the filament through a measuring magnifier says the indentations are 0.30 mm deep, which means the screw moved 1.0 mm after the actual “first contact” with the filament. That’s not surprising: PETG filament seems soft and easily indented, the force required to dent the filament doesn’t amount to much, plus there’s plenty of mechanical advantage from my fingers through the screwdriver to the filament.
Turning the screw another half turn certainly won’t mash the drive gear teeth another 0.1 mm into the filament, though, because the force increases dramatically as the dent goes deeper into the filament.
Compare that to PLA filament through the V3 extruder, back in the day:

Looks more or less the same to me, but there’s no way to tell at this late date.
That blue tube anchors the filament guide and keeps the whole affair from thrashing around as the extruder zips back & forth along the X axis.
