Ed Nisley's Blog: Shop notes, electronics, firmware, machinery, 3D printing, laser cuttery, and curiosities. Contents: 100% human thinking, 0% AI slop.
The retina-burn orange ring is printed in PETG with my usual slicer settings: three perimeter threads, three top and bottom layers, and 15% 3D honeycomb infill. That combination is strong enough and stiff enough for essentially everything I do around here.
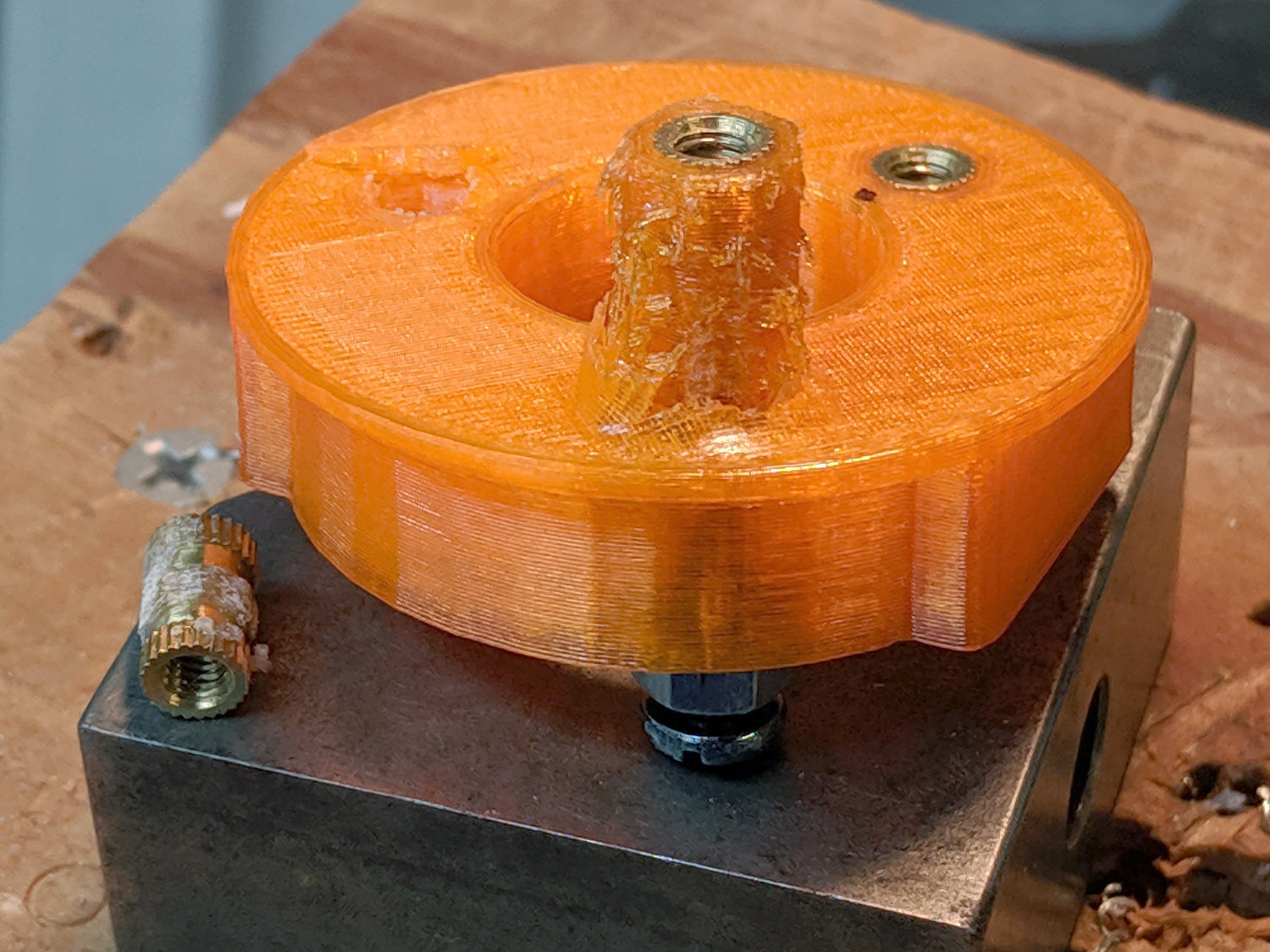
The insert on the left came out of its hole carrying its layer of epoxy: the epoxy-to-hole bond failed first. Despite that, punching it out required enough force to convince me it wasn’t going anywhere on its own.
The column of plastic around the insert standing up from the top fits into the central hole (hidden in the picture) in the bench block. Basically, the edge of the hole applied enough shear force to the plastic to break the infill before the epoxy tore free, with me applying enough grunt to the drill press quill handle to suggest I should get a real arbor press if I’m going to keep doing this.
The third insert maintained a similar grip, as seen from the left:
Brass Insert Retention test – C left
And the right:
Brass Insert Retention test – C right
The perimeter threads around the hole tore away from the infill, with the surface shearing as the plastic column punched through.
Bottom line: a dab of epoxy anchors an insert far better than the 3D printed structure around it can support!
Encouraged by the smooth running of the LM12UU drag knife mount, I chopped off another length of 12 mm shaft:
LM12UU Collet Pen Holder – sawing shaft
The MicroMark Cut-off saw was barely up to the task; I must do something about its craptastic “vise”. In any event, the wet rags kept the shaft plenty cool and the ShopVac hose directly behind the motor sucked away all of the flying grit.
The reason I used an abrasive wheel: the shaft is case-hardened and the outer millimeter or two is hard enough to repel a carbide cutter:
LM12UU Collet Pen Holder – drilling shaft
Fortunately, the middle remains soft enough to drill a hole for the collet pen holder, which I turned down to a uniform 8 mm (-ish) diameter:
LM12UU Collet Pen Holder – turning collet body
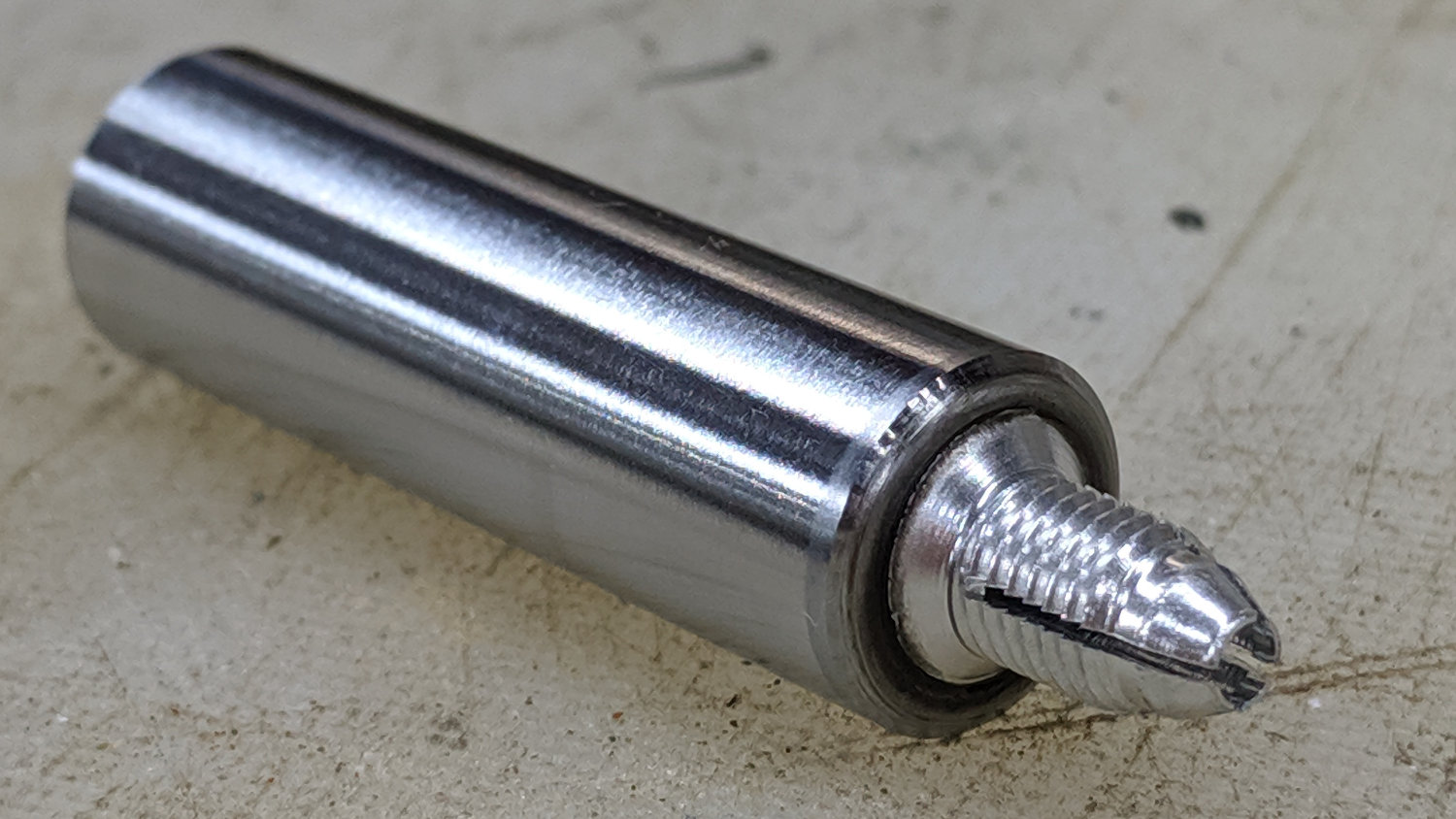
Slather JB Kwik epoxy along the threads, insert into the shaft, wipe off the excess, and it almost looks like a Real Product:
LM12UU Collet Pen Holder – finished body
The far end of the shaft recesses the collet a few millimeters to retain the spring around the pen body, which will also require a knurled ring around the outside so you (well, I) can tighten the collet around the pen tip.
Start the ring by center-drilling an absurdly long aluminum rod in the steady rest:
M12UU Collet Pen Holder – center drilling
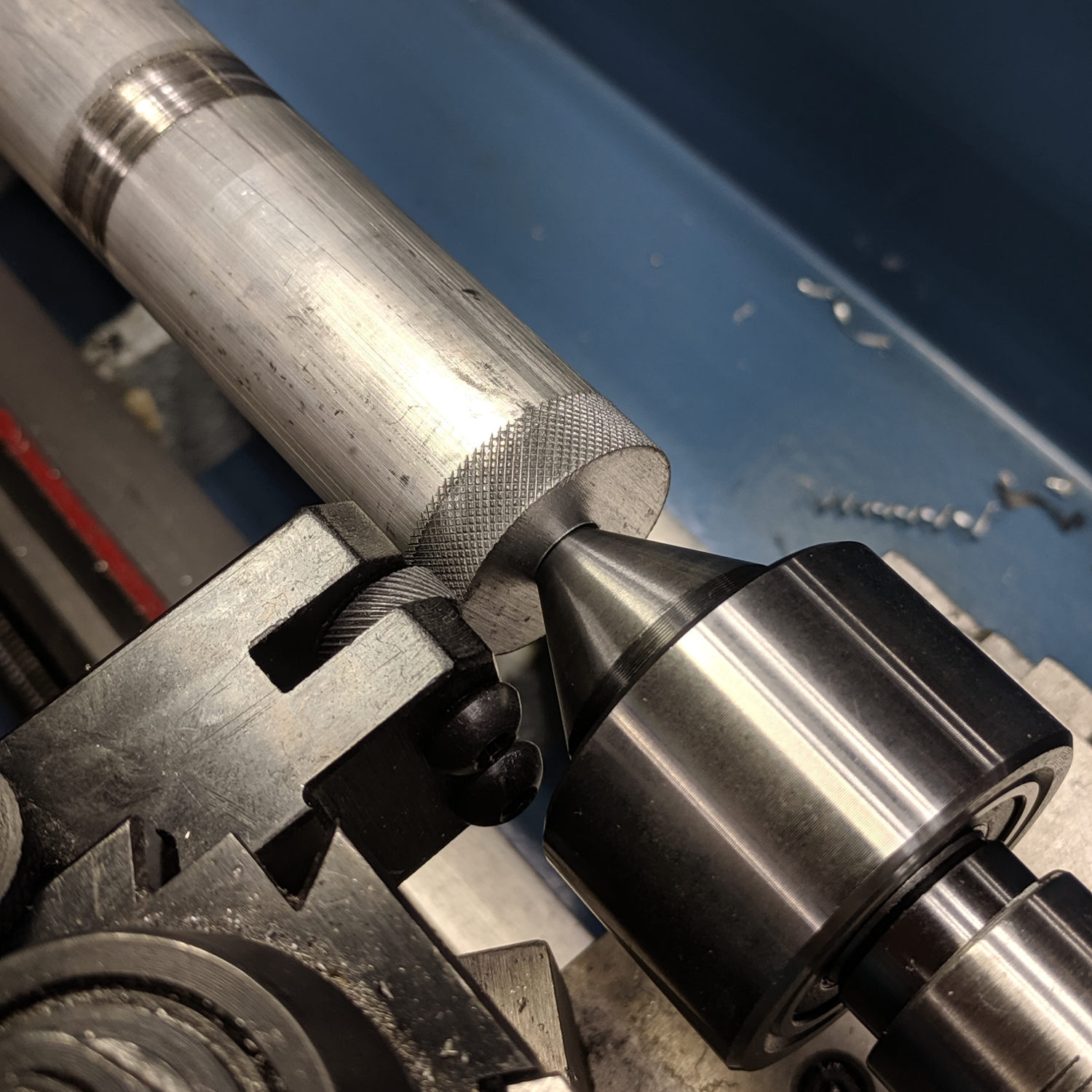
Although it’s not obvious, I cleaned up the OD before applying the knurling tool:
LM12UU Collet Pen Holder – knurling
For some unknown reason, it seemed like a Good Idea to knurl without the steady rest, perhaps to avoid deepening the ring where the jaws slide, but Tiny Lathe™ definitely wasn’t up to the challenge. The knurling wheels aren’t quite concentric on their bores and their shafts have plenty of play, so I got to watch the big live center and tailstock wobbulate as the rod turned.
With the steady rest back in place, drill out the rod to match the shaft’s 12 mm OD:
LM12UU Collet Pen Holder – drilling shaft
All my “metric” drilling uses hard-inch drills approximating the metric dimensions, of course, because USA.
Clean up the ring face, file a chamfer on the edge, and part it off:
LM12UU Collet Pen Holder – parting ring
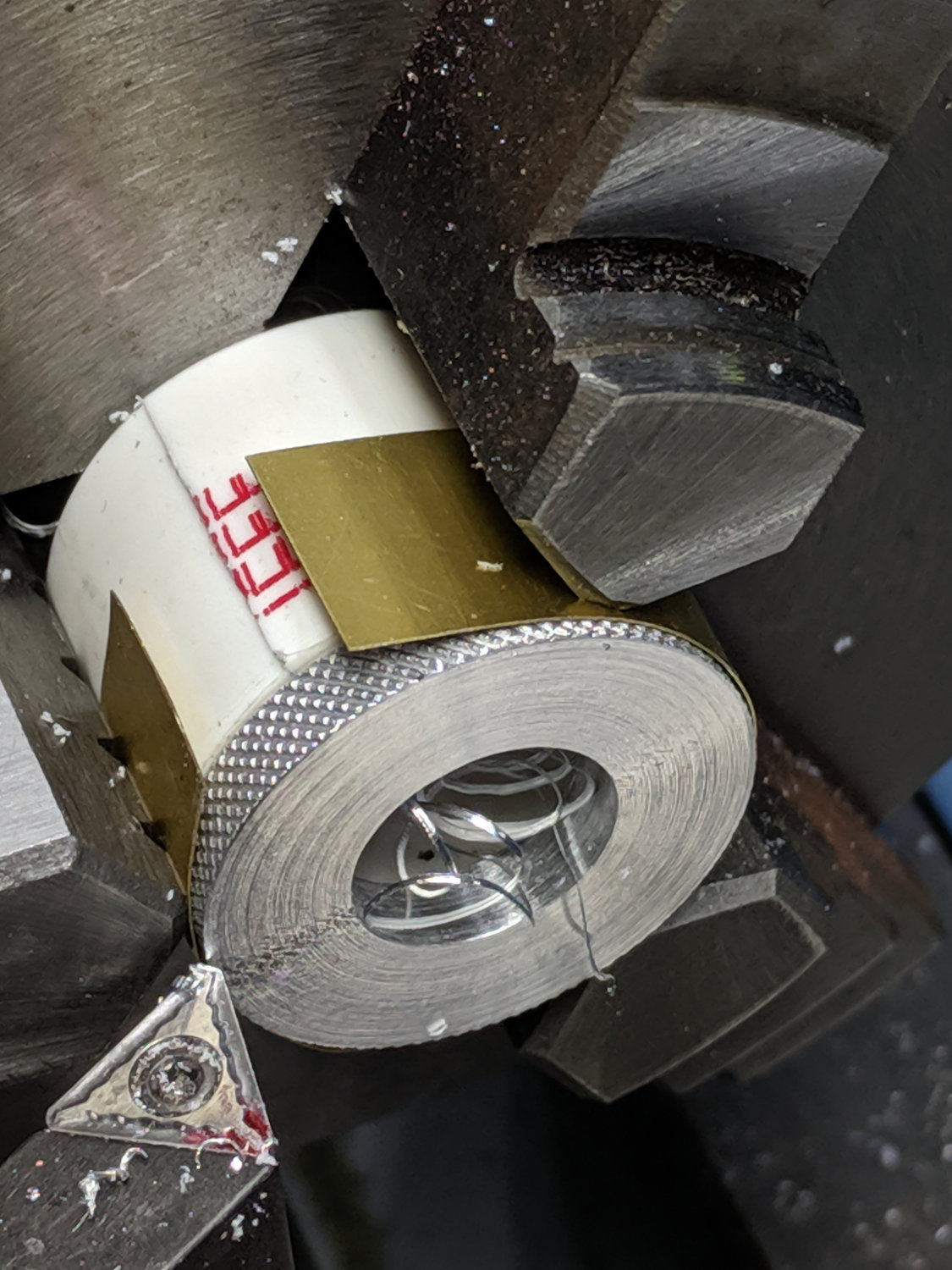
Turn some PVC pipe to a suitable length, slit one side so it can collapse to match the ring OD, wrap shimstock to protect those lovely knurls, and face off all the ugly:
LM12UU Collet Pen Holder – knurled ring facing
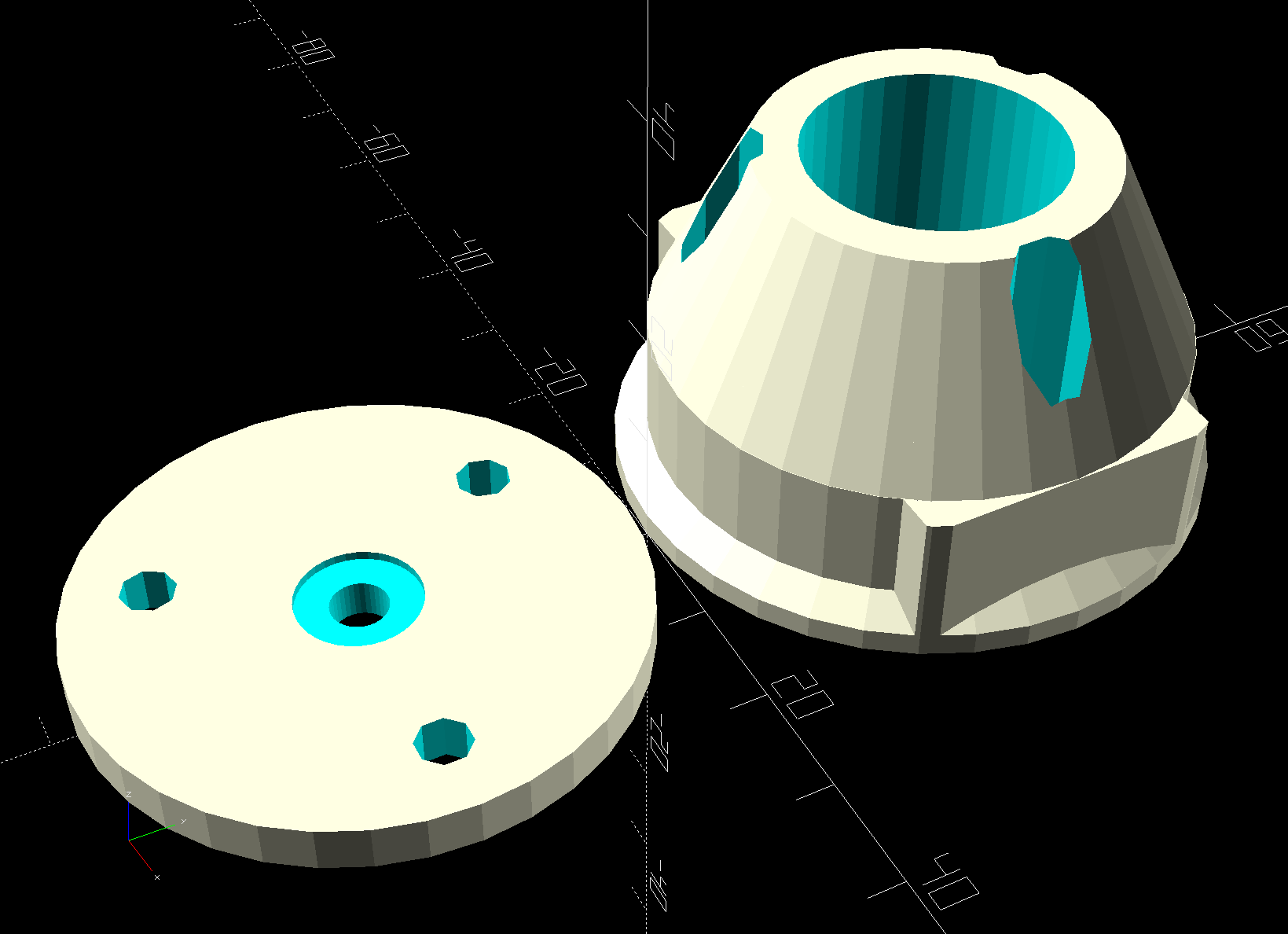
Tweak the drag knife’s solid model for a different spring from the collection and up the hole OD in the plate to clear the largest pen cartridge in the current collection:
Collet Holder – LM12UU – solid model
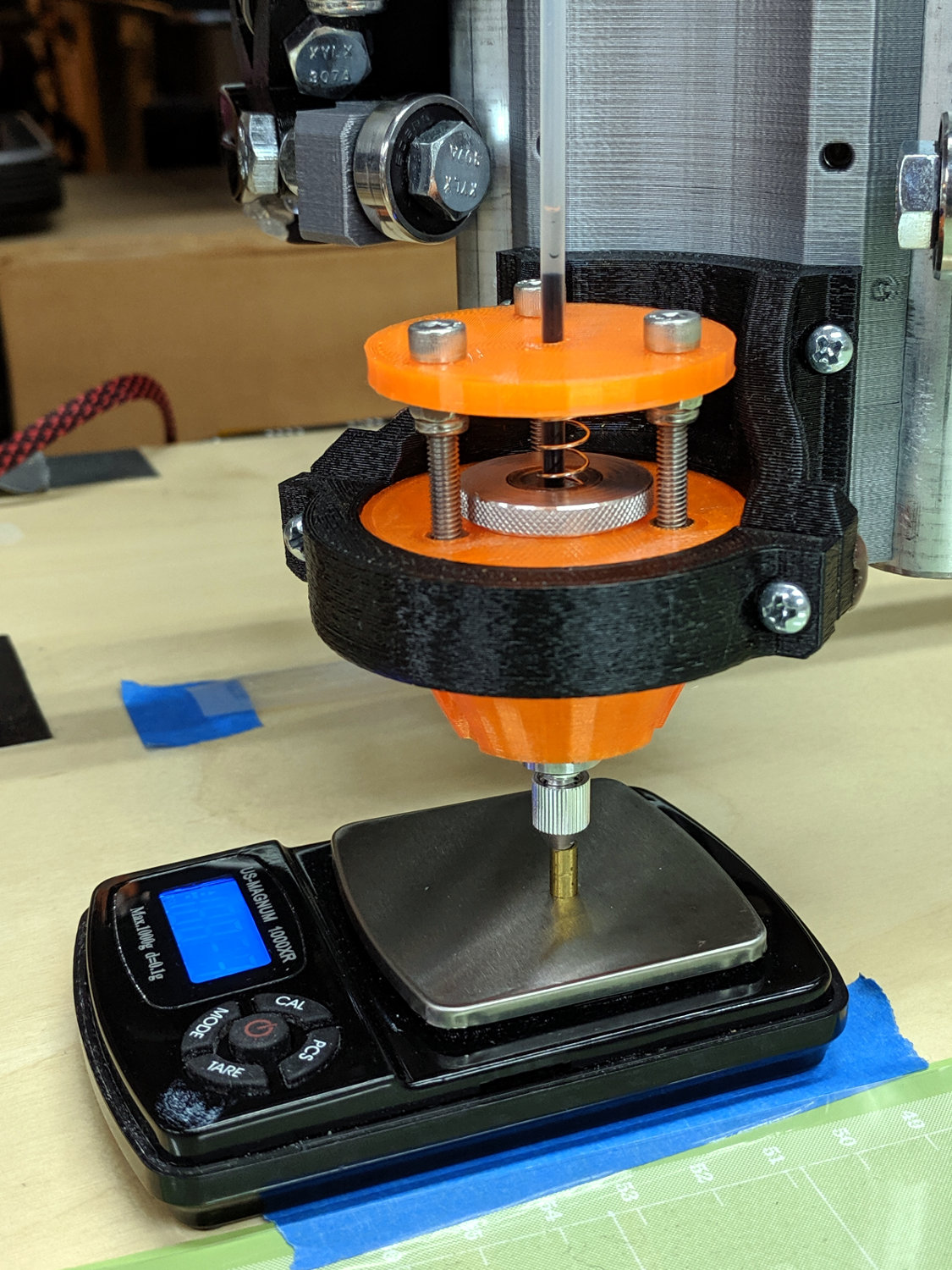
Convince all the parts to fly in formation, then measure the spring rate:
LM12UU Collet Pen Holder – spring rate test
Which works out to be 128 g + 54 g/mm:
LM12UU Collet Pen Holder – test plot – overview
I forgot the knurled ring must clear the screws and, ideally, the nyloc nuts. Which it does, after I carefully aligned each nut with a flat exactly tangent to the ring. Whew!
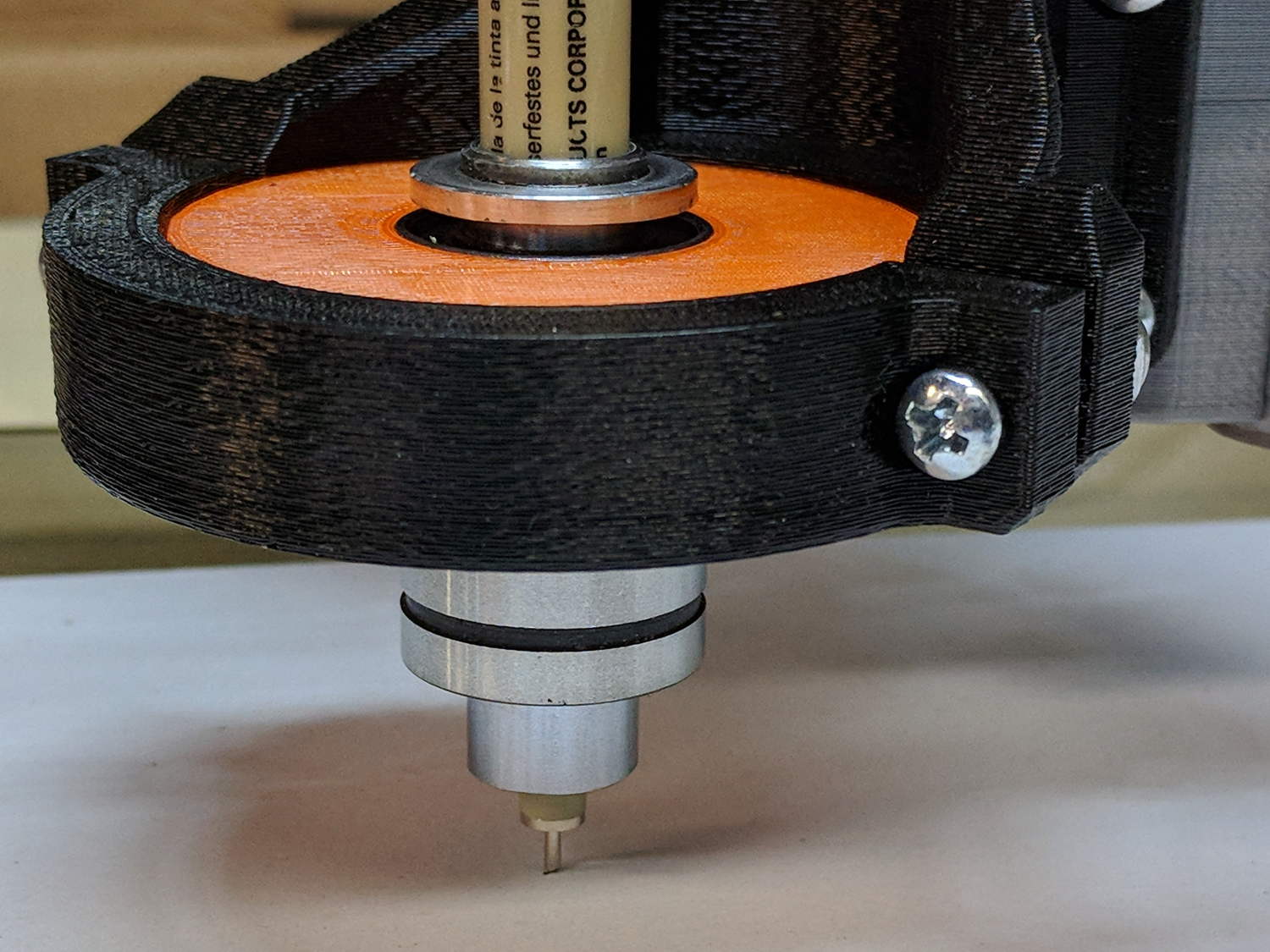
A closer look at the business end:
LM12UU Collet Pen Holder – test plot – detail
The shaft has 5 mm of travel, far more than enough for the MPCNC’s platform. Plotting at -1 mm applies 180 g of downforce; the test pattern shown above varies the depth from 0.0 mm in steps of -0.1 mm; anything beyond -0.2 mm gets plenty of ink.
Now I have a pen holder, a diamond scribe, and a drag knife with (almost) exactly the same “tool offset” from the alignment camera, thereby eliminating an opportunity to screw up.
This file contains hidden or bidirectional Unicode text that may be interpreted or compiled differently than what appears below. To review, open the file in an editor that reveals hidden Unicode characters.
Learn more about bidirectional Unicode characters
Lacking any better method (“a tiny clip spreader tool”), I rammed the Jesus clip the length of the shank with a (loose-fitting) chuck in the tailstock:
This file contains hidden or bidirectional Unicode text that may be interpreted or compiled differently than what appears below. To review, open the file in an editor that reveals hidden Unicode characters.
Learn more about bidirectional Unicode characters
Two of Mary’s garden soaker hoses failed their pre-installation checks with leaks from around their connectors. The problem seemed to be a break in the hose inside the connector, with water spewing out of the connector around the hose. Having previously fixed a gash in another hose, I figured I might have some success at fixing these leaks.
The general idea is to squish enough silicone rubber inside the connector to seal around the hose, then clamp the hose and connector snugly enough to hold the rubber in place:
Soaker Hose Connector Clamp – Show view
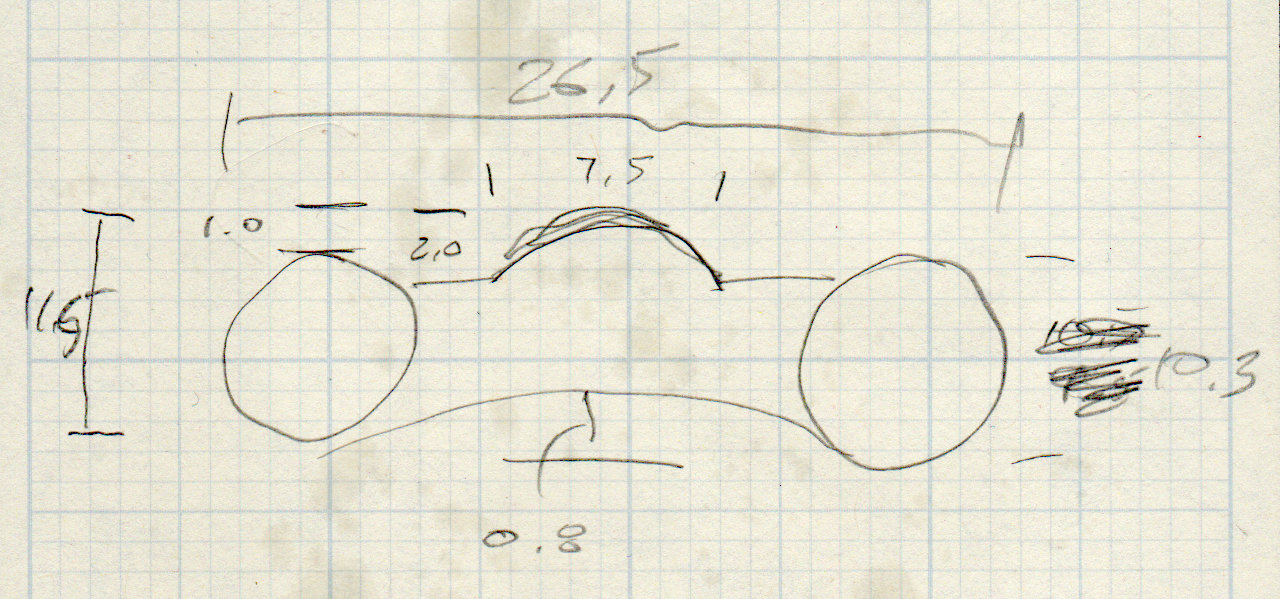
The enlarged recess fits around the brass connector shell, which is squashed loosely around the hose and from which the leaking water emerges. Of course, because this is a different hose, the previous model didn’t quite fit and I had to doodle up new geometry:
Soaker Hose Connector repair – Dimension doodle
As before, I bandsawed aluminum backing plates to ensure the plastic didn’t get all bendy in the middle:
Soaker hose connector leak clamps
The hose clamp (!) around the connector on the far right ensures a split in the brass shell doesn’t get any larger.
They’ll spend the rest of their lives under the garden mulch, where nobody will ever see those bulky lumps. Life is good!
This file contains hidden or bidirectional Unicode text that may be interpreted or compiled differently than what appears below. To review, open the file in an editor that reveals hidden Unicode characters.
Learn more about bidirectional Unicode characters
We don’t use the blender much, so the most recent bearing replacement continues to work. I never got around to re-making the overly long shaft spacer from the first bearing replacement, which I compensated for with a spacer kludge cut from a random chunk of bendy plastic sheet.
Which we put up with For. Eleven. Years.
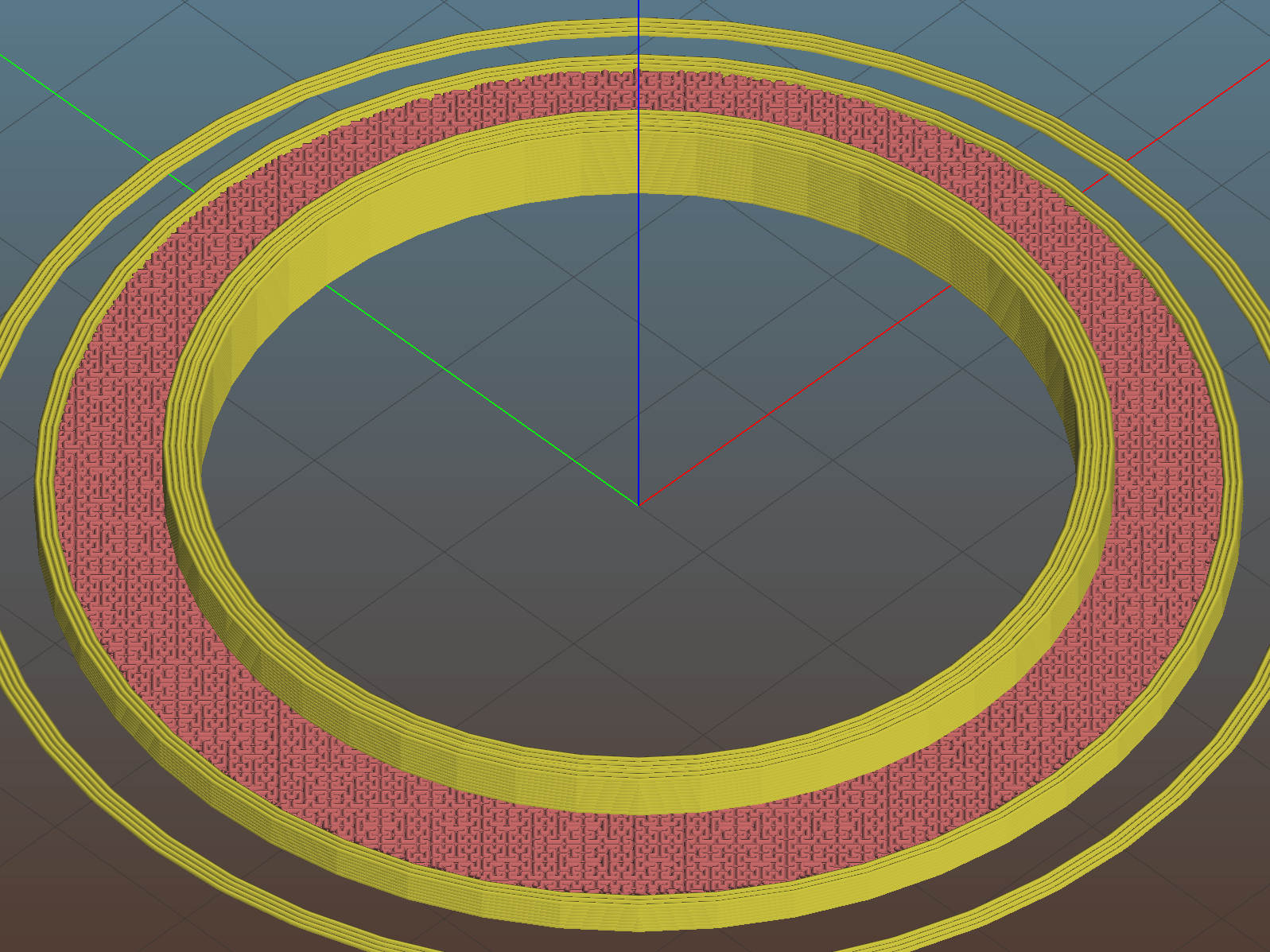
The blender recently emerged from hiding and, with my solid modeling-fu cranked up to a dangerous chattering whine, I conjured a real spacer:
Blender base spacer – Slic3r preview
It pretty much disappears into the blender base, which is the whole point of the operation:
Blender base spacer – installed
When the bearings fail again, I promise to make a proper shaft spacer and toss this bodge.
This file contains hidden or bidirectional Unicode text that may be interpreted or compiled differently than what appears below. To review, open the file in an editor that reveals hidden Unicode characters.
Learn more about bidirectional Unicode characters
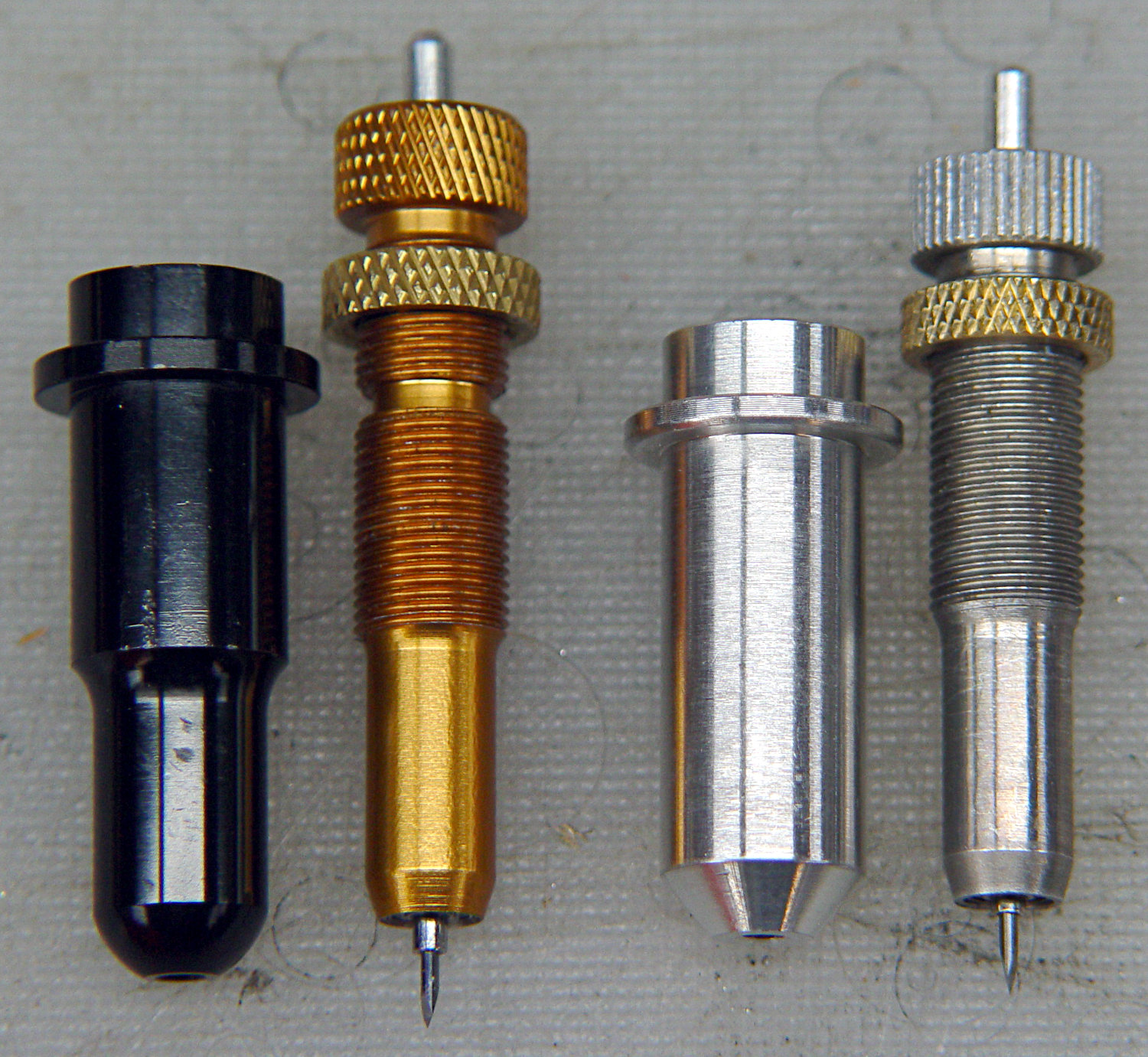
However, its aluminum body isn’t really intended as a bearing surface and it extends only halfway through the LM12UU, so I finally got around to modifying the 11.5 mm body on the right to fit into a section of 12 mm ground shaft:
Drag Knife – turning 11.5 mm body to 10 mm
The general idea is to turn the body down to 10 mm OD; the picture shows the first pass over the nose after turning the far end down and removing the flange in the process. Exact concentricity of both ends isn’t important (it gets epoxied into a 10 mm hole through the 12 mm ground shaft), but it came out rather pretty:
I knocked off the ring and bored the interior to fit the 10 mm knife body. The large end of the existing bore came from a 25/64 inch = 9.92 mm drill, so it was just shy of 10.0 mm, and I drilled the small end upward from 0.33 inch = 8.4 mm.
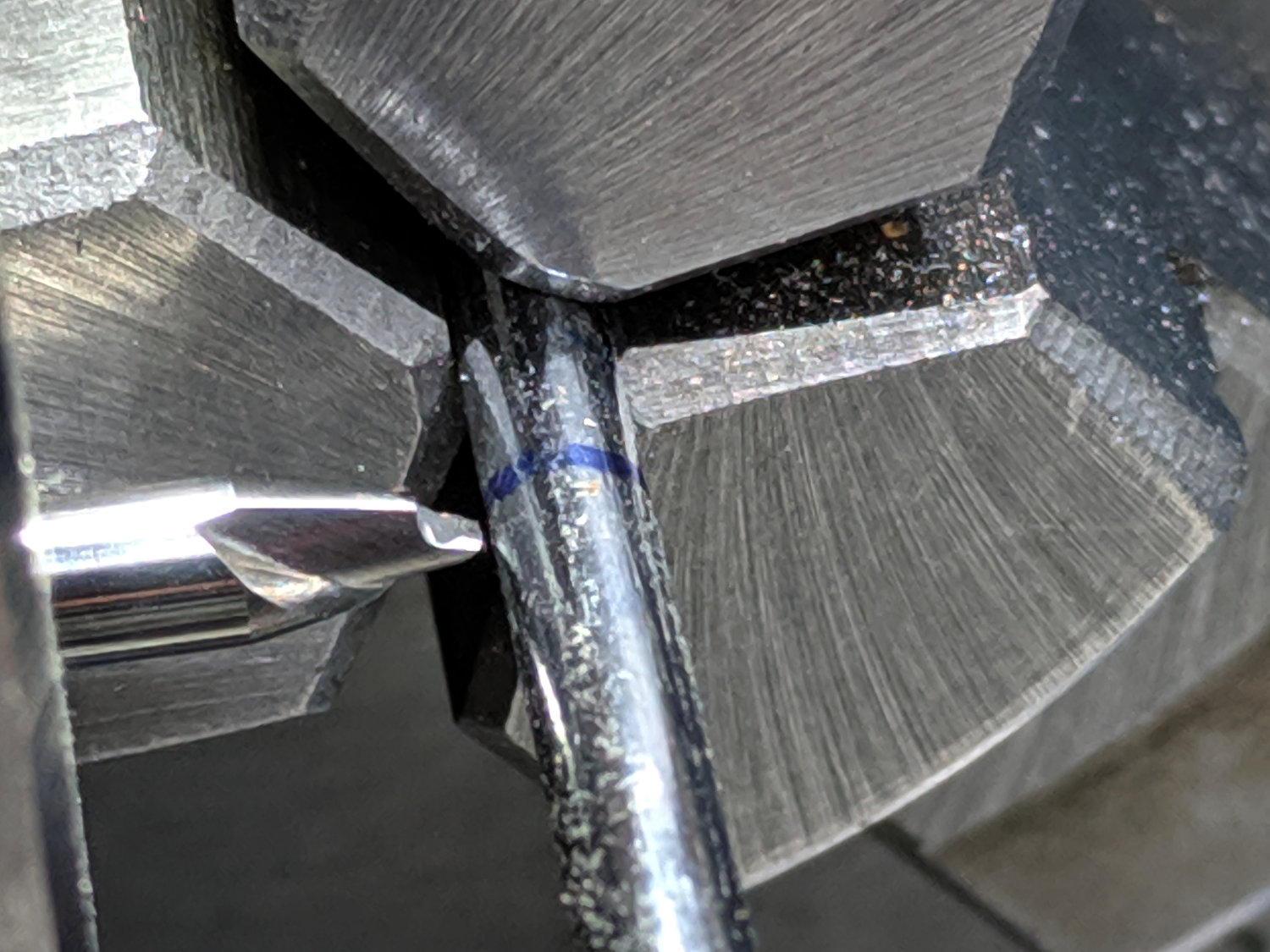
The smallest trio of a new set of cheap carbide boring bars allegedly went into a 5/16 inch = 7.9 mm bore, but I had to file the bar body down and diamond-file more end relief into the carbide for clearance inside the drilled hole:
Modified boring bar vs original
I blued the bit, kissed it against the drilled bore, filed off whatever wasn’t blued, and iterated until the carbide edge started cutting. Sissy cuts all the way, with no pix to show for all the flailing around.
Epoxying the turned-down drag knife body into the shaft: anticlimactic.
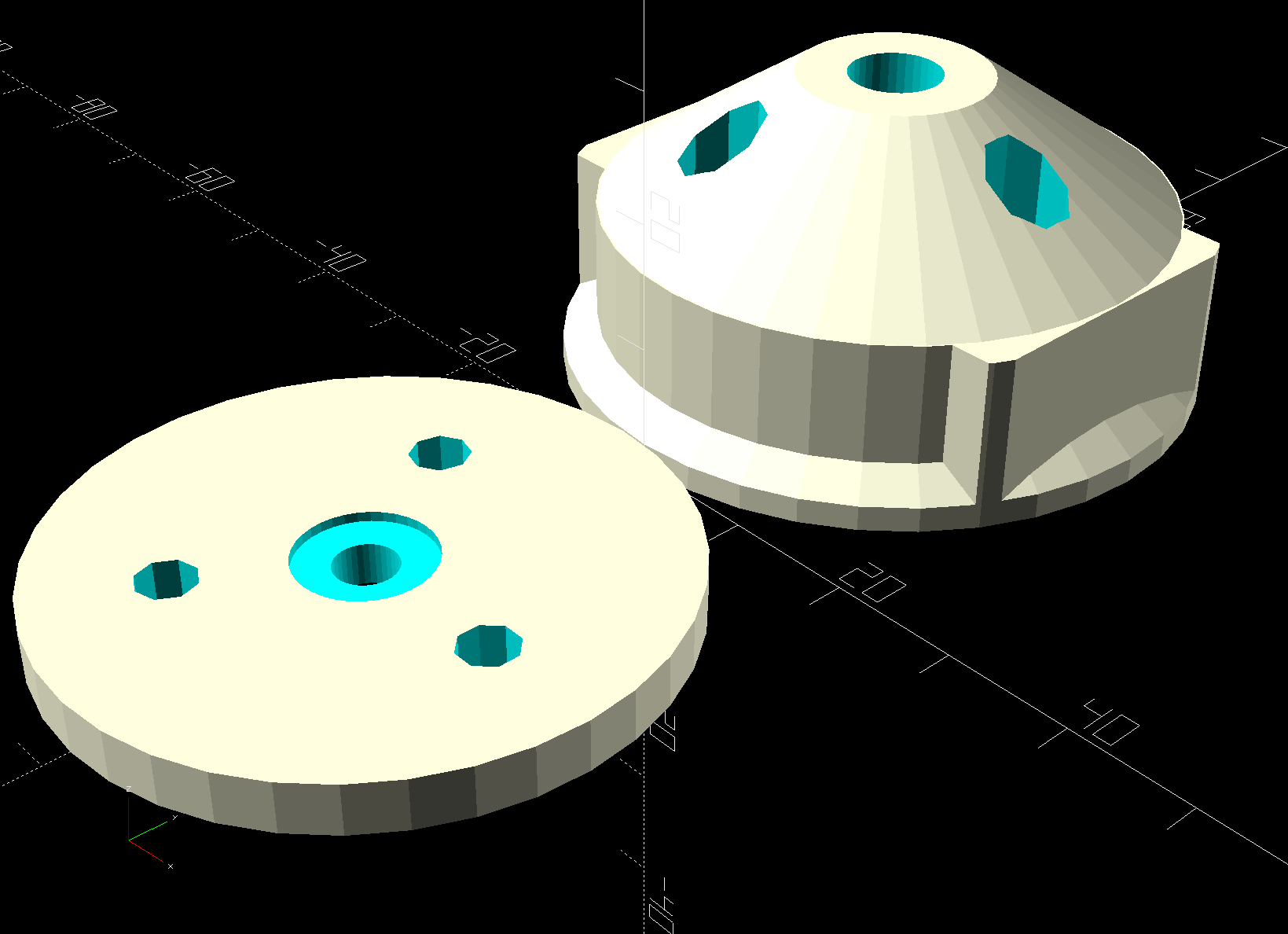
The solid model features a stylin’ tapered snout:
Drag Knife LM12UU holder – tapered end
Which gets an LM12UU bearing rammed into place:
Drag Knife – LM12UU holder – inserting bearing
The steel block leaves the bearing flush with the plastic surface, rather than having it continue onward and indent itself into the wood; I can learn from my mistakes.
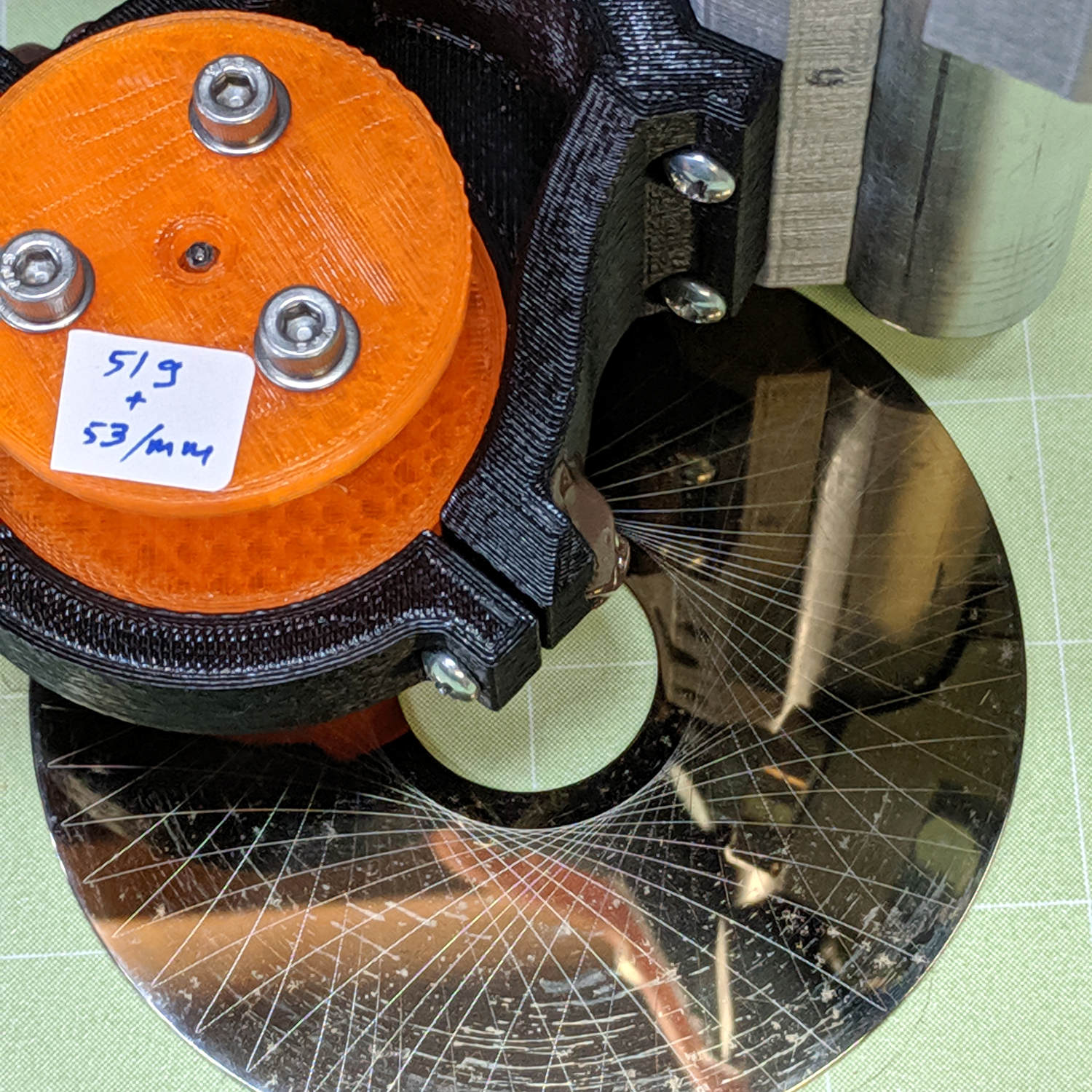
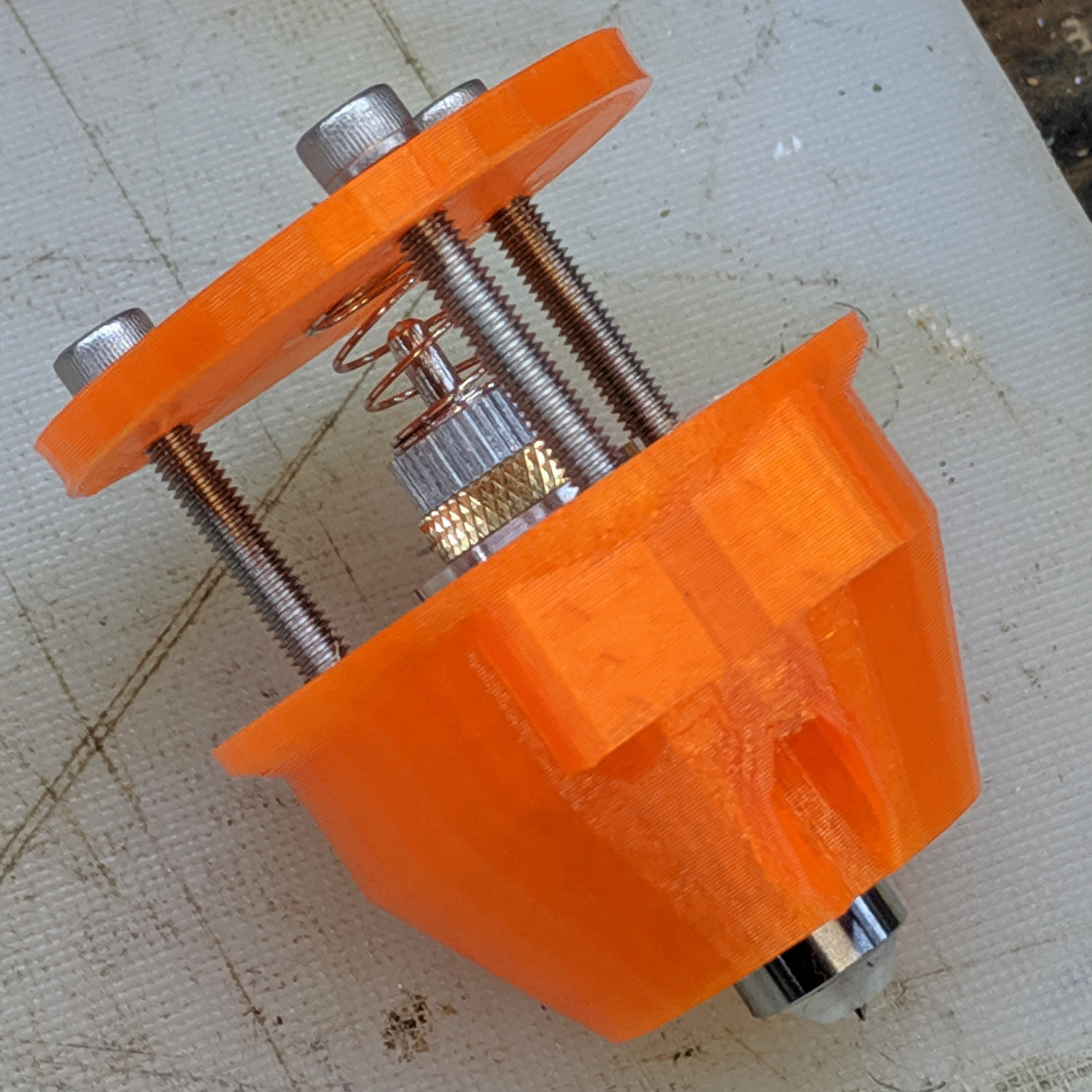
The new idea: a single spring pressing the knife holder downward, reacting against a fixed plastic plate:
Drag Knife – LM12UU ground shaft – assembled
Unlike the previous design, the upper plate doesn’t move, so there’s no problem caused by sliding along the screw threads. I should run nylock nuts up against the plate to keep it in place, stiffen the structure, and provide some friction to keep the screws from loosening.
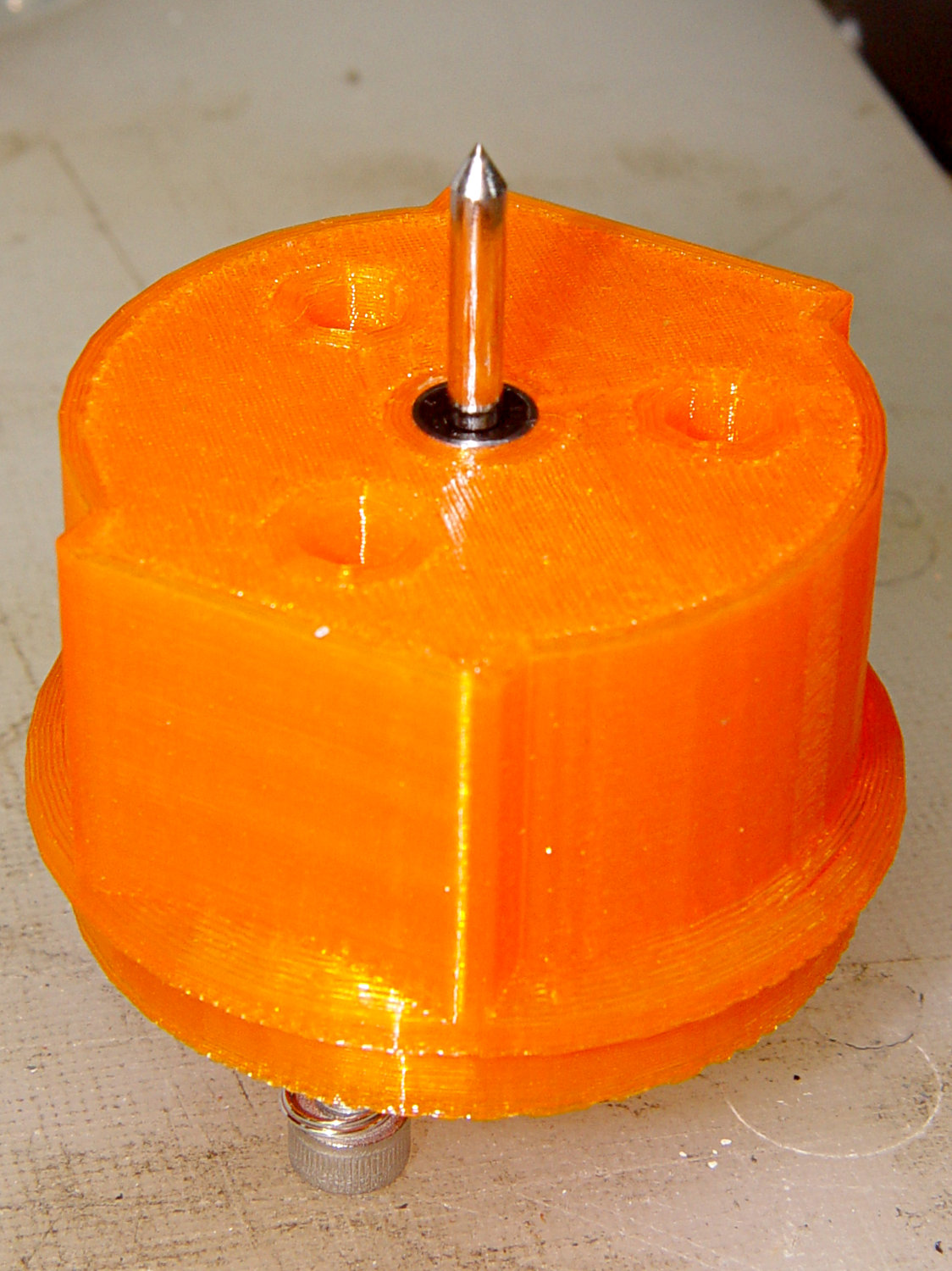
The top of the knife holder now has a boss anchoring the spring:
Drag Knife – turning spring recess
As you’d expect, the ground shaft slides wonderfully in the bearing, because that’s what it’s designed to do, and the knife has essentially zero stiction and friction at any point along the bearing, which is exactly what I wanted.
The spring, from the same assortment as all the others, has a 48 g/mm rate.
This file contains hidden or bidirectional Unicode text that may be interpreted or compiled differently than what appears below. To review, open the file in an editor that reveals hidden Unicode characters.
Learn more about bidirectional Unicode characters
The shank isn’t exactly a precision part, but a few licks with a diamond file knocked off enough of the high spots so it slides reasonably well through the bearings. The bearing alignment is more critical than a simple 3D printed plastic part can provide, so a real version may need bearings in a metal shaft press-fit into the plastic; brute-forcing the bearings into alignment sufficed for now.
The butt end of the shank press-fits into a disk held down with three springs, similar to the LM12UU mount: