Ed Nisley's Blog: Shop notes, electronics, firmware, machinery, 3D printing, laser cuttery, and curiosities. Contents: 100% human thinking, 0% AI slop.
For reasons not relevant here, we have a power lift chair which has been shedding upholstery tufts since the day we got it. After realizing this wasn’t going to stop on its own, I spent a while poking around underneath and discovered the steel struts supporting the leg rest rub along the upholstery during their entire travel:
Lift chair – strut vs upholstery
Apparently, the padding behind the upholstery pushes it a bit further out than the original design could accommodate, letting the raw edges on the steel struts shave off the fuzz.
I put relatively smooth stainless steel tape on all the protrusions and bent it around the rough edges:
Lift chair – strut smoothing
Those steel folds are smoother than they appear.
It’s not obvious this will solve the problem, but the struts seems to be scraping off much less fuzz than before, so it’s a step in the right direction.
Why is it all of today’s consumer products require 10% more engineering to work in the real world?
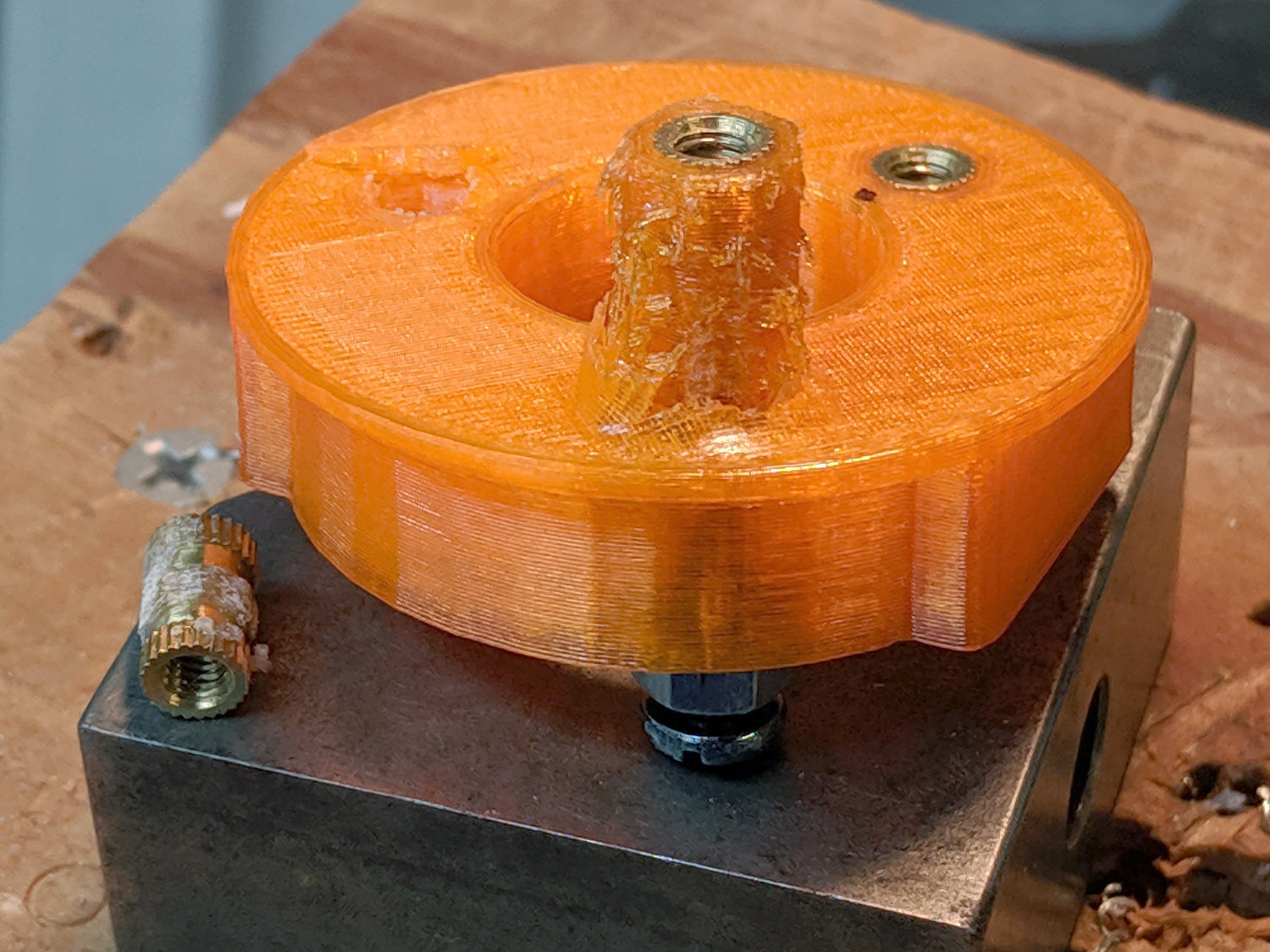
The retina-burn orange ring is printed in PETG with my usual slicer settings: three perimeter threads, three top and bottom layers, and 15% 3D honeycomb infill. That combination is strong enough and stiff enough for essentially everything I do around here.
The insert on the left came out of its hole carrying its layer of epoxy: the epoxy-to-hole bond failed first. Despite that, punching it out required enough force to convince me it wasn’t going anywhere on its own.
The column of plastic around the insert standing up from the top fits into the central hole (hidden in the picture) in the bench block. Basically, the edge of the hole applied enough shear force to the plastic to break the infill before the epoxy tore free, with me applying enough grunt to the drill press quill handle to suggest I should get a real arbor press if I’m going to keep doing this.
The third insert maintained a similar grip, as seen from the left:
Brass Insert Retention test – C left
And the right:
Brass Insert Retention test – C right
The perimeter threads around the hole tore away from the infill, with the surface shearing as the plastic column punched through.
Bottom line: a dab of epoxy anchors an insert far better than the 3D printed structure around it can support!
Encouraged by the smooth running of the LM12UU drag knife mount, I chopped off another length of 12 mm shaft:
LM12UU Collet Pen Holder – sawing shaft
The MicroMark Cut-off saw was barely up to the task; I must do something about its craptastic “vise”. In any event, the wet rags kept the shaft plenty cool and the ShopVac hose directly behind the motor sucked away all of the flying grit.
The reason I used an abrasive wheel: the shaft is case-hardened and the outer millimeter or two is hard enough to repel a carbide cutter:
LM12UU Collet Pen Holder – drilling shaft
Fortunately, the middle remains soft enough to drill a hole for the collet pen holder, which I turned down to a uniform 8 mm (-ish) diameter:
LM12UU Collet Pen Holder – turning collet body
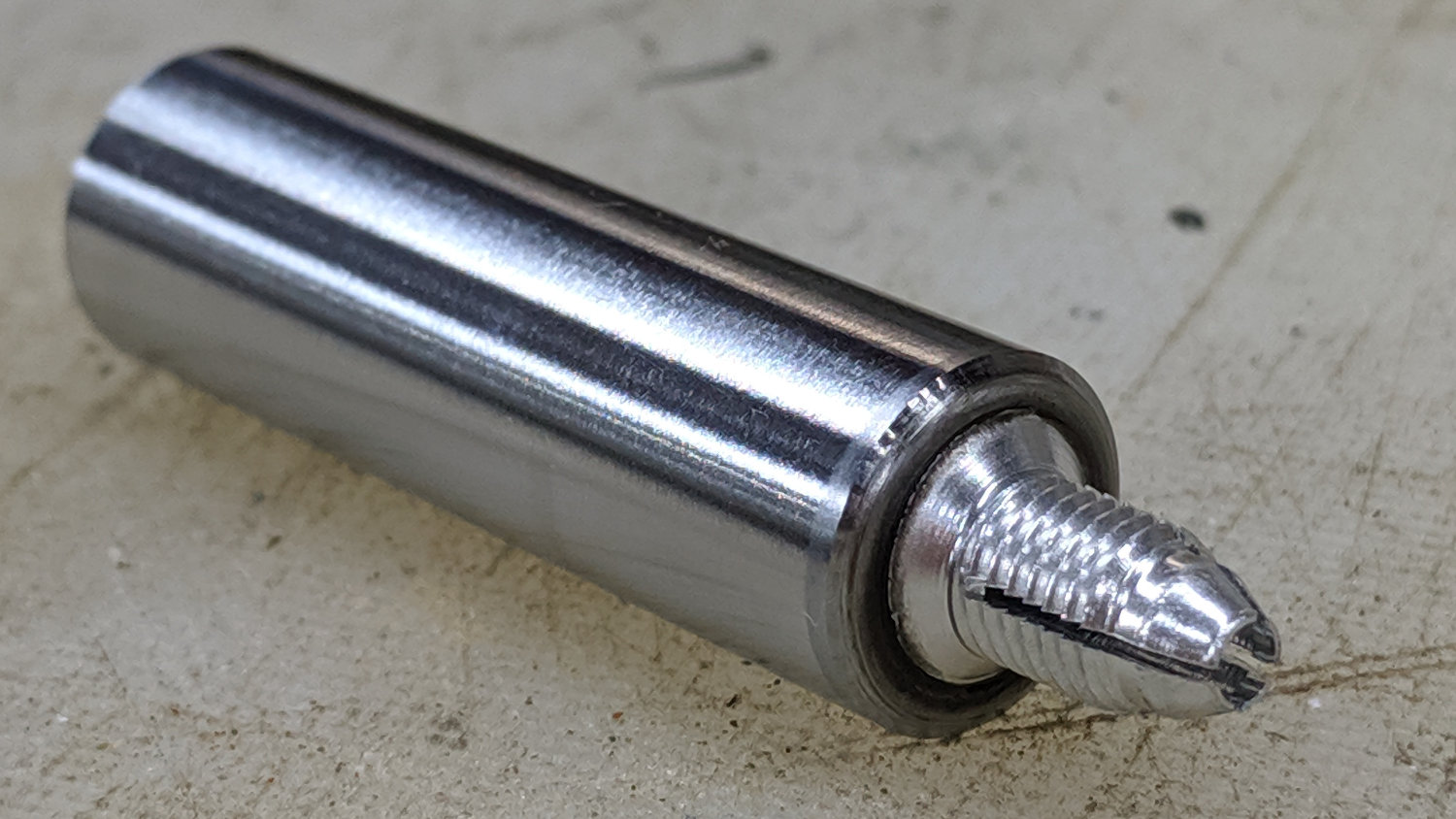
Slather JB Kwik epoxy along the threads, insert into the shaft, wipe off the excess, and it almost looks like a Real Product:
LM12UU Collet Pen Holder – finished body
The far end of the shaft recesses the collet a few millimeters to retain the spring around the pen body, which will also require a knurled ring around the outside so you (well, I) can tighten the collet around the pen tip.
Start the ring by center-drilling an absurdly long aluminum rod in the steady rest:
M12UU Collet Pen Holder – center drilling
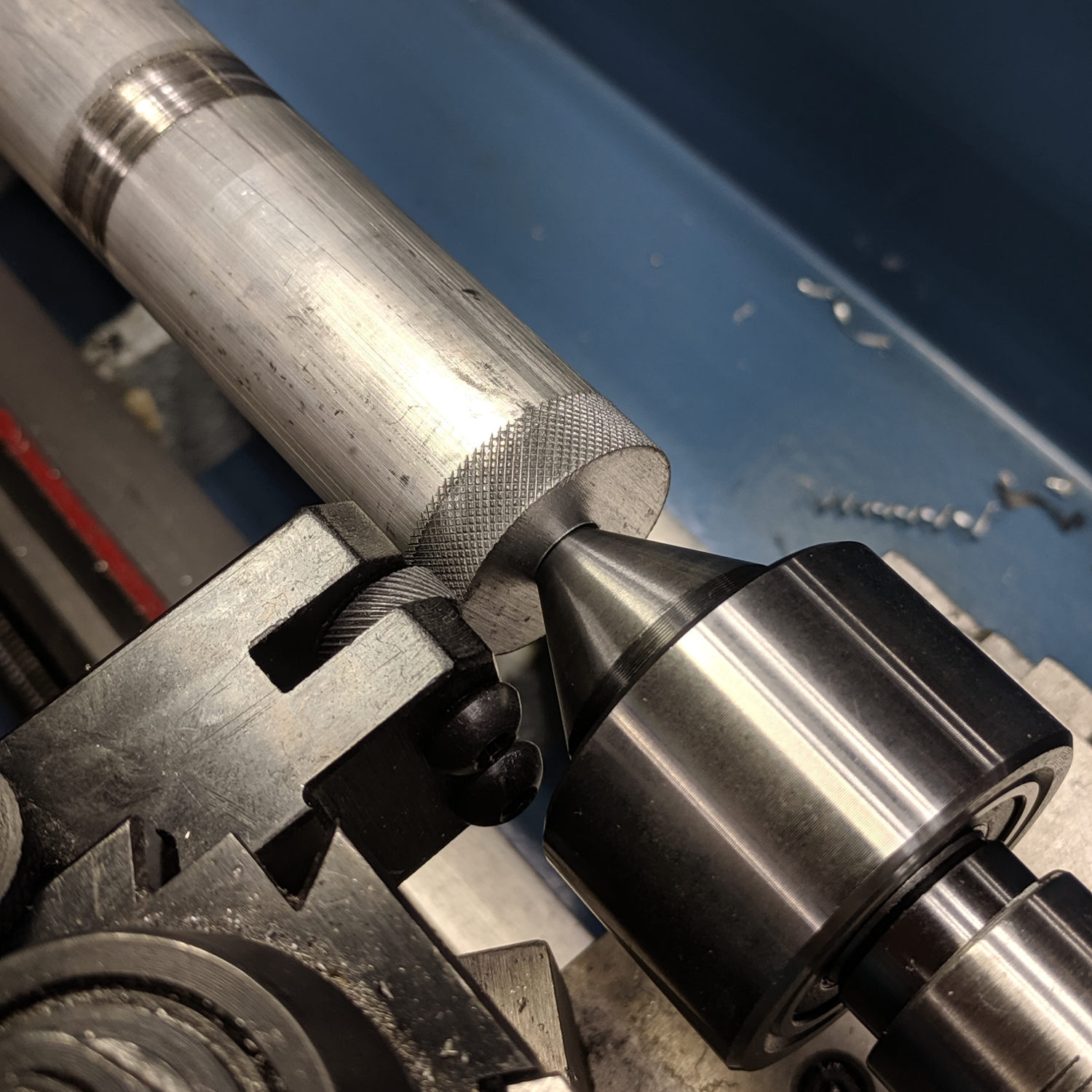
Although it’s not obvious, I cleaned up the OD before applying the knurling tool:
LM12UU Collet Pen Holder – knurling
For some unknown reason, it seemed like a Good Idea to knurl without the steady rest, perhaps to avoid deepening the ring where the jaws slide, but Tiny Lathe™ definitely wasn’t up to the challenge. The knurling wheels aren’t quite concentric on their bores and their shafts have plenty of play, so I got to watch the big live center and tailstock wobbulate as the rod turned.
With the steady rest back in place, drill out the rod to match the shaft’s 12 mm OD:
LM12UU Collet Pen Holder – drilling shaft
All my “metric” drilling uses hard-inch drills approximating the metric dimensions, of course, because USA.
Clean up the ring face, file a chamfer on the edge, and part it off:
LM12UU Collet Pen Holder – parting ring
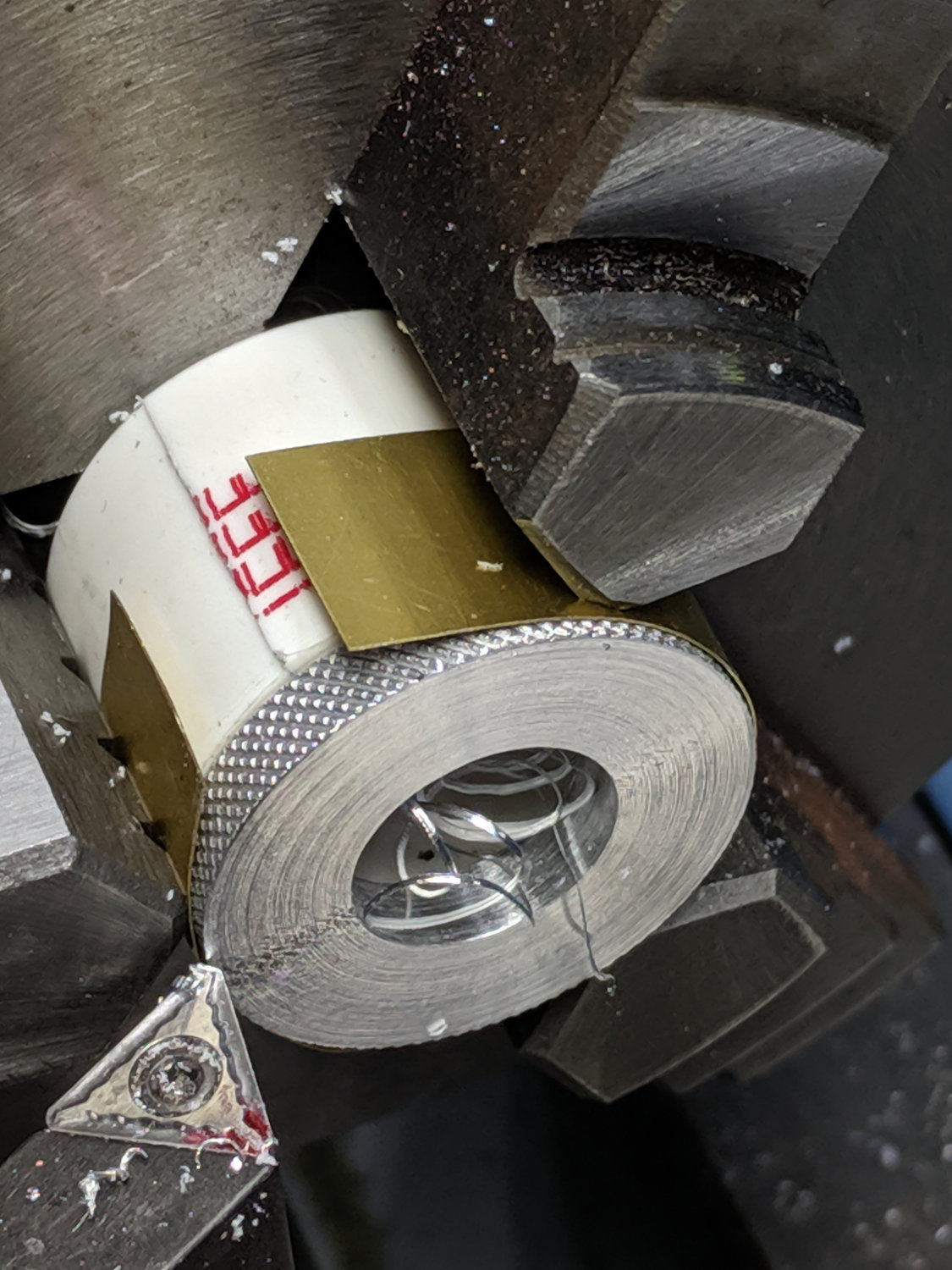
Turn some PVC pipe to a suitable length, slit one side so it can collapse to match the ring OD, wrap shimstock to protect those lovely knurls, and face off all the ugly:
LM12UU Collet Pen Holder – knurled ring facing
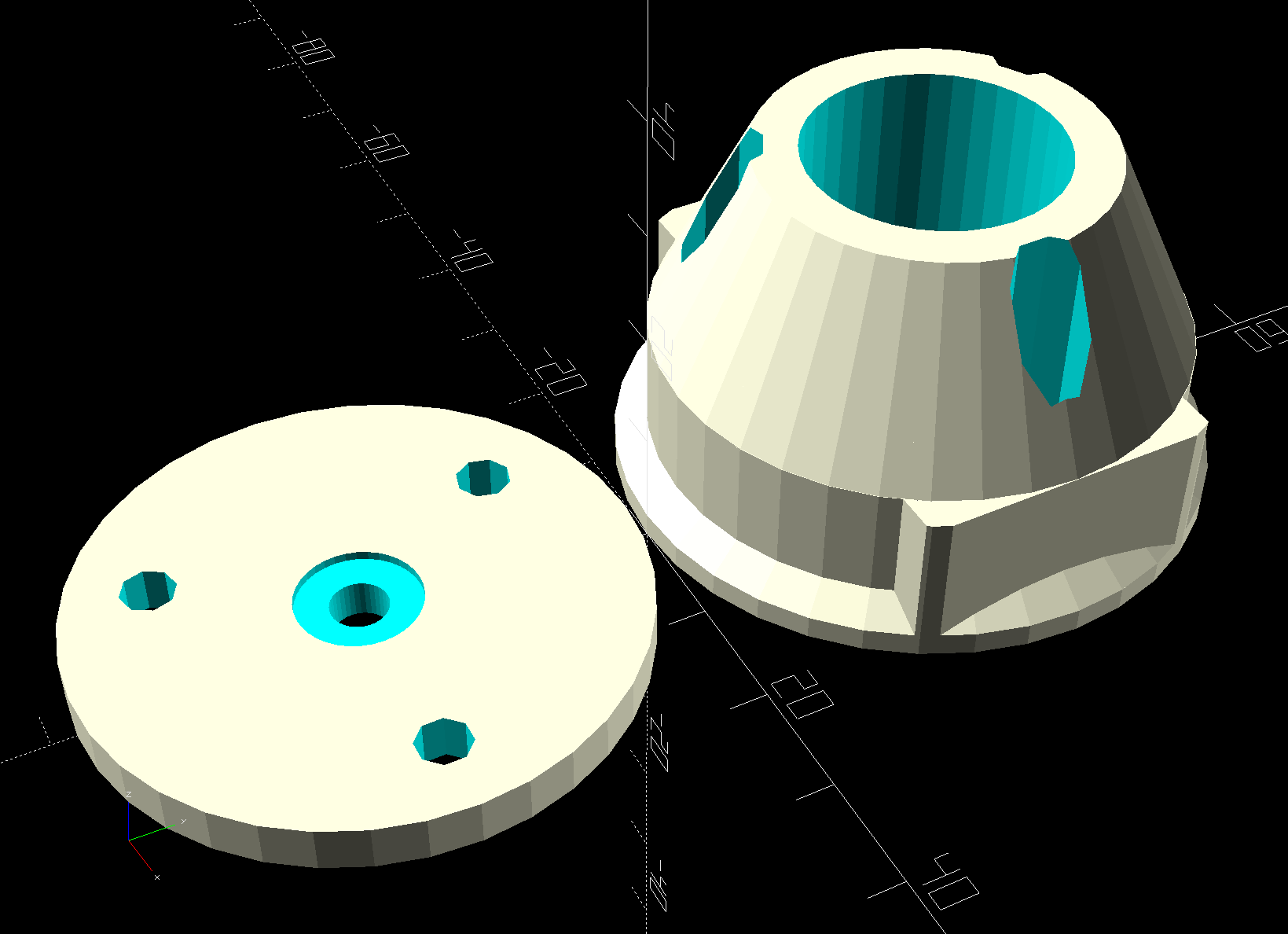
Tweak the drag knife’s solid model for a different spring from the collection and up the hole OD in the plate to clear the largest pen cartridge in the current collection:
Collet Holder – LM12UU – solid model
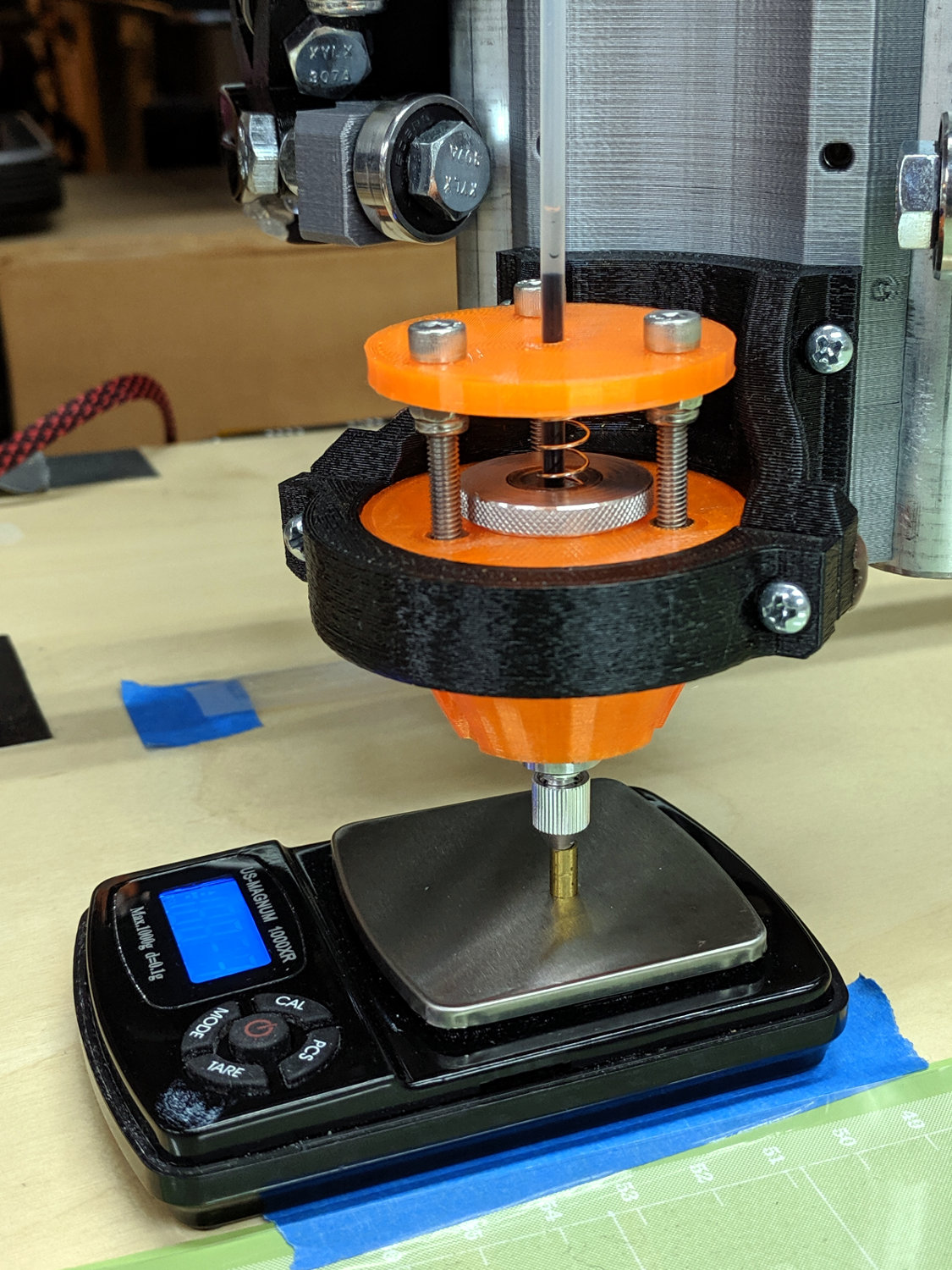
Convince all the parts to fly in formation, then measure the spring rate:
LM12UU Collet Pen Holder – spring rate test
Which works out to be 128 g + 54 g/mm:
LM12UU Collet Pen Holder – test plot – overview
I forgot the knurled ring must clear the screws and, ideally, the nyloc nuts. Which it does, after I carefully aligned each nut with a flat exactly tangent to the ring. Whew!
A closer look at the business end:
LM12UU Collet Pen Holder – test plot – detail
The shaft has 5 mm of travel, far more than enough for the MPCNC’s platform. Plotting at -1 mm applies 180 g of downforce; the test pattern shown above varies the depth from 0.0 mm in steps of -0.1 mm; anything beyond -0.2 mm gets plenty of ink.
Now I have a pen holder, a diamond scribe, and a drag knife with (almost) exactly the same “tool offset” from the alignment camera, thereby eliminating an opportunity to screw up.
This file contains hidden or bidirectional Unicode text that may be interpreted or compiled differently than what appears below. To review, open the file in an editor that reveals hidden Unicode characters.
Learn more about bidirectional Unicode characters
A stainless steel 10 gallon (*) 5 Peak HP (**) ShopVac followed me home from the side of the road. It seemed to be in easily repairable condition and looks like a definite improvement for my collection.
One handle had a broken screw boss, probably from the same event producing the crack across the top, over on the right:
ShopVac – broken screw boss
The self-tapping screw (taken from the other end of the handle) looked to be about #10, so I melted a 10-32 brass insert into roughly the right position with a soldering gun:
ShopVac – brass insert in handle boss
An aluminum sheet bandsawed into shape will reinforce the crack, with a generous dollop of hot melt glue holding everything in place:
ShopVac – repaired handle – bottom view
I don’t plan to carry it around by the handle, so perhaps it’ll outlast your expectations.
From the top, it looks pretty much the way it should:
ShopVac – repaired handle – installed
The front caster mount lost both of the 1/4-20 bolts previously holding it to the canister, so I installed a pair of nice stainless steel bolts and nyloc nuts:
ShopVac – new front foot bolts
The motor runs fine, a new bag & filter arrived the next day, and it’s all good.
Disclaimers from ShopVac’s Fine Print section:
* Tank capacity refers to actual tank volume, and does not reflect capacity available during operation.
** “Peak Horsepower” (PHP) is a term used in the wet-dry vacuum industry for consumer comparison purposes. It does not denote the operational horsepower of a wet-dry vacuum but rather the horsepower output of a motor, including the motor’s inertial contribution, achieved in laboratory testing. In actual use, Shop-Vac® motors do not operate at the peak horsepower shown.
The yard camera now resides outdoors and plugs into one of three outlets on the patio, all of which have weatherproof covers attached by a bead chain to the trim plate:
Patio Outlet – new chain installed
That’s the after-repair condition, as two of the three chains were broken when we bought the house.
Stipulated: the covers needed scrubbing, but sometimes ya gotta stay focused on the Main Goal.
Two feet of 3.4 mm brass bead chain (because spares: ya gotta have stuff) arrived from eBay, I dismounted all three covers, and discovered the bell-shaped brass caps on the old chains were perfectly serviceable after six decades:
Patio Outlet – chain retainers
The outlets are wired to circuit breaker 28, of course.
Having enough chain to go around, each cover now sports a slightly longer leash than before:
Patio Outlet – chain assembly
Reinstall in reverse order, the camera rebooted as it should, and it’s all good out there:
GCMC includes a typeset function converting a more-or-less ASCII string into the coordinate points (a “vectorlist” containing a “path”) defining its character strokes and pen motions. The coordinates are relative to an origin at the lower-left corner of the line, with the font’s capital-X height set to 1.0, so you apply a scale function to make them whatever size you want and hand them to the engrave library routine, which squirts the corresponding G-Code into the output file.
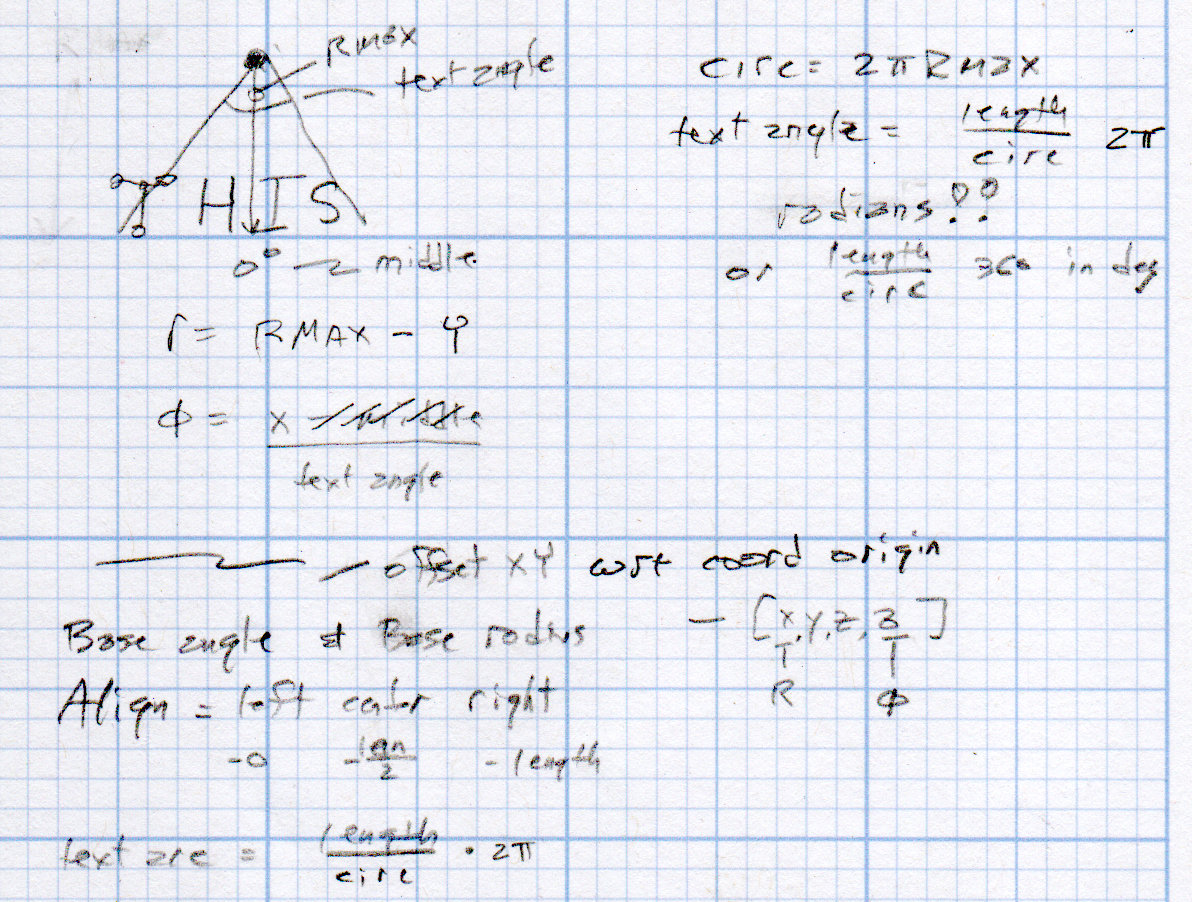
The scaled coordinates cover a distance L along a straight line, so putting them on an arc will cover the same distance. The arc is part of a circle with radius R and a circumference 2πR, so … polar coordinates to the rescue!
The total text length L corresponds to the total angle A along the arc:
A = 360° L / 2πR
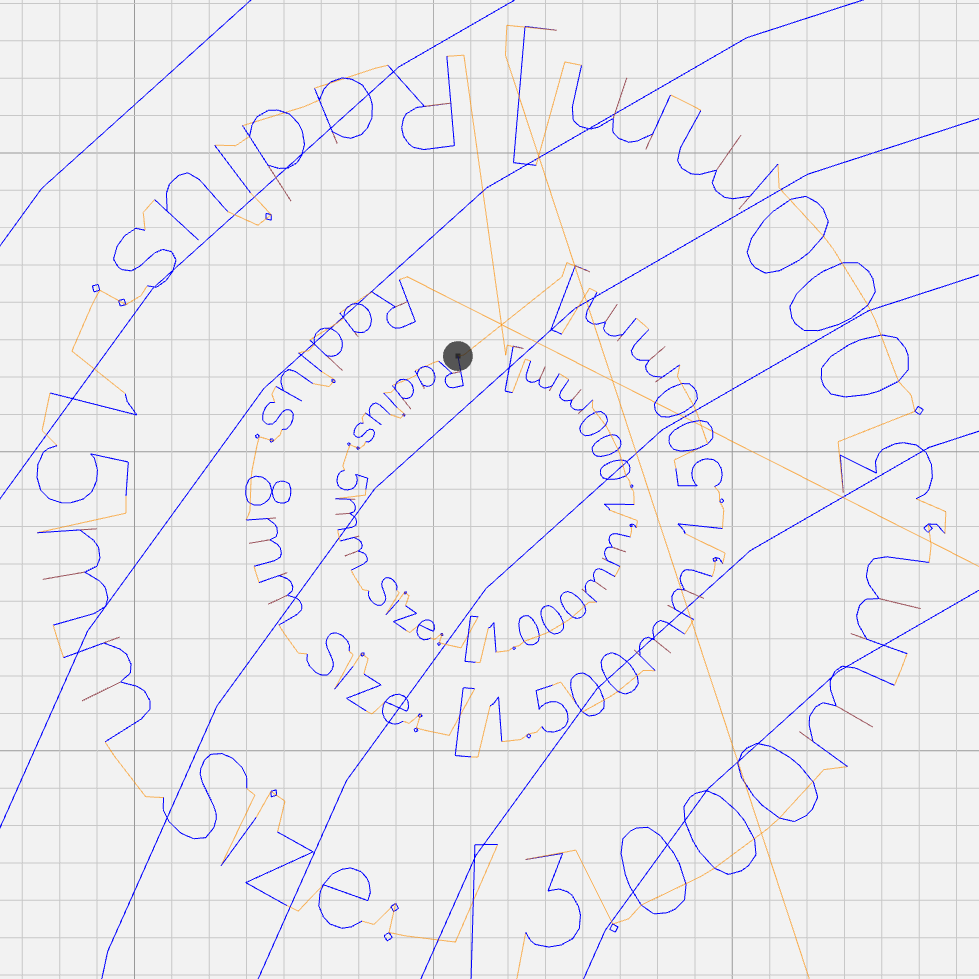
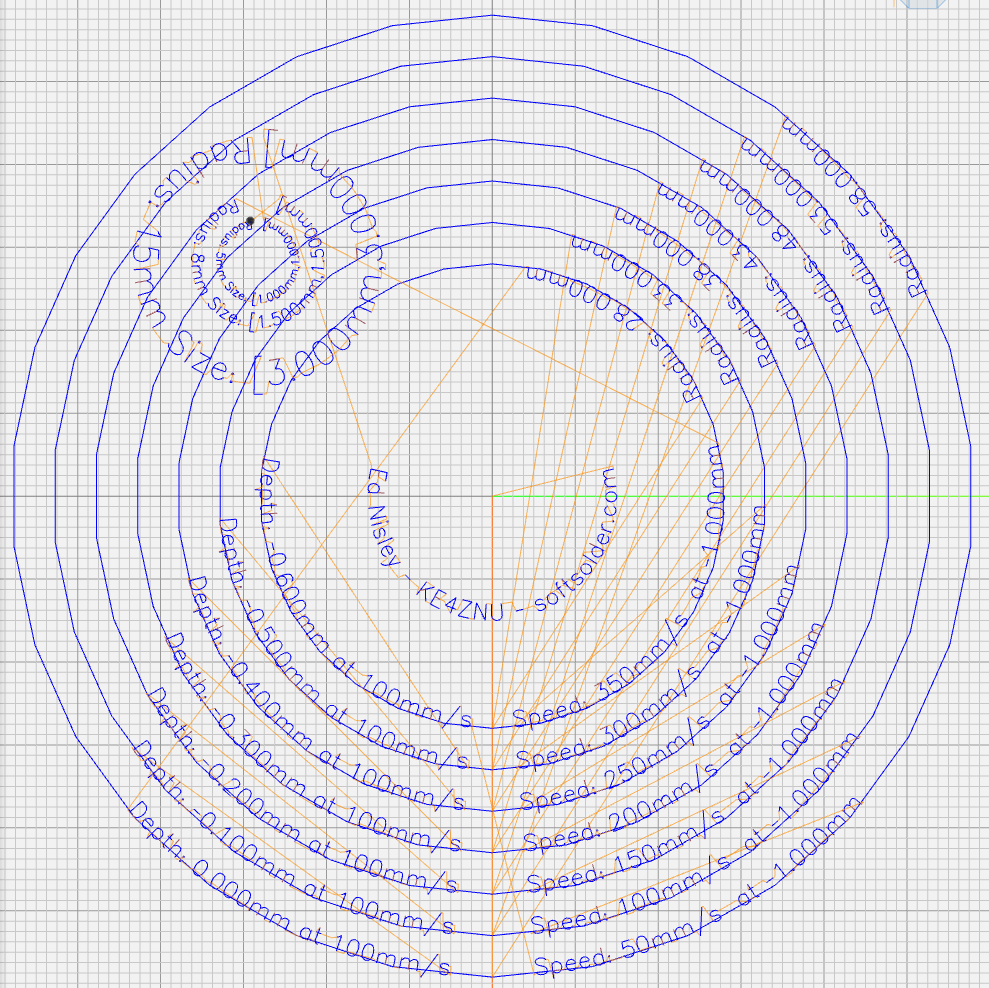
It’s entirely possible to have a text line longer than the entire circumference of the circle, whereupon the right end overlaps the left. Smaller characters fit better on smaller circles:
Arc Lettering – Small radius test – NCViewer
The X coordinate of each point in the path (always positive from the X origin) in the path gives its angle (positive counterclockwise) from 0°:
a = 360° x / 2πR (say "eks")
You can add a constant angle of either sign to slew the whole text arc around the center point.
The letter baseline Y=0 sits at radius R, so the Y coordinate of each point (positive above and negative below the Y=0 baseline) gives its radius r:
r = R - y
That puts the bottom of the text outward, so it reads properly when you’re facing the center point.
Homework: Tweak the signs so it reads properly when you’re standing inside the circle reading outward.
Converting from polar back to XY:
x = r × cos(a) (say "times")
y = r × sin(a)
You can add an XY offset to the result, thereby plunking the point wherever you want.
This obviously works best for small characters relative to the arc radius, as the lines connecting the points remain resolutely straight. That’s probably what you wanted anyway, but letters like, say, “m” definitely manspread.
This file contains hidden or bidirectional Unicode text that may be interpreted or compiled differently than what appears below. To review, open the file in an editor that reveals hidden Unicode characters.
Learn more about bidirectional Unicode characters
This file contains hidden or bidirectional Unicode text that may be interpreted or compiled differently than what appears below. To review, open the file in an editor that reveals hidden Unicode characters.
Learn more about bidirectional Unicode characters