Tagging along behind the metric inserts, a sack of knurled brass inch-size screw inserts arrived:
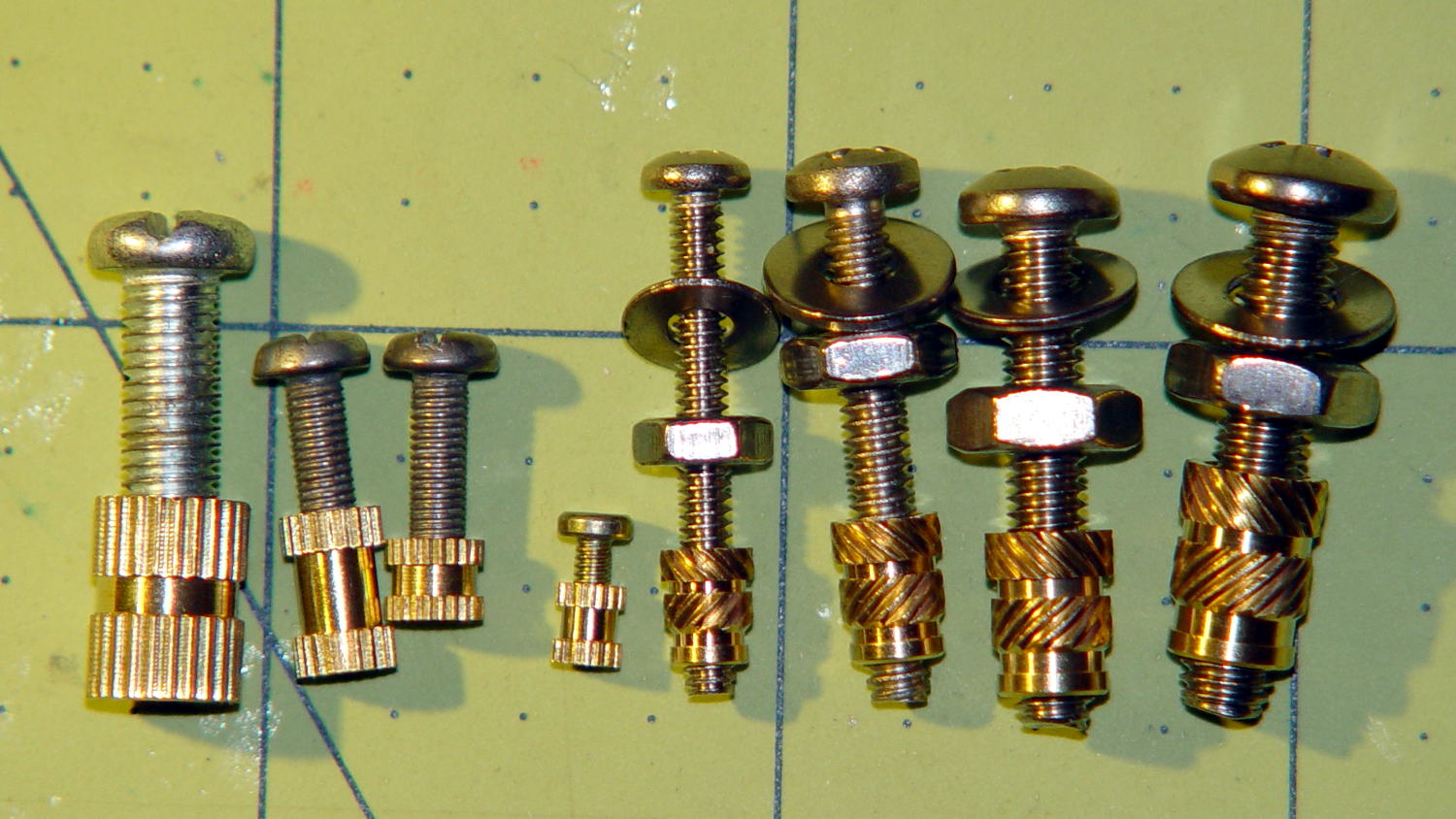
The nice stainless steel screws on the right range from 4-40 to 10-32, which suffice for nearly everything I build around here.
Unlike the splined metric inserts on the left, these inserts have actual knurls and ridges that should hold them firmly in place. The specs give hard-inch dimensions, of course, that (seem to) correspond to the root diameter of the knurls. You can find nice engineering drawings of precise tapered holes (by drilling down into the Heat-Set Inserts for Plastics item on that page), but a few metric measurements of the actual parts on hand should suffice for my simple needs.
Thread: overall length x small rim OD x (knurl length x larger knurl OD)
- 4-40: 5.8 x 3.9 x (4.0 x 4.6)
- 6-32: 7.1 x 4.7 x (4.6 x 5.5)
- 8-32: 8.1 x 5.5 x (5.9 x 6.3)
- 10-32: 9.5 x 6.3 x (7.0 x 7.1)
Rather than fussing with a tapered hole, just punch a cylinder with the small rim OD (to clear the screw) through the part and put a cylinder with the knurl OD x length at the surface.
Using cylinders without diameter correction will make them slightly undersized for heat bonding. The usual 3D printing tolerances don’t justify anything fussier than that.
Using PolyCyl diameter correction will make the holes nearly spot on for epoxy bonding: butter ’em up, ram ’em in, pause for curing, done.
That’s the plan, anyhow…

Comments
5 responses to “Knurled Inch Inserts”
I notice the inch inserts have an endedness. I’m unsure which orientation would be “better” (the catalog drawings show a distinct barb, but the ones in the picture don’t have that feature), but from an æsthetic standpoint, I’d want to put the un-knurled end outward for a smooth finish.
According to the tapered-hole doc, the small end goes in first to guide the insert as the knurl melts its way into the plastic. I think a Real Production Machine would give you a nice, smooth, flush fit every time.
Wielding my soldering iron with my usual dexterity should produce hideous results; makes the whole epoxy blob thing look downright attractive, it does.
Some experimentation is in order …
[…] apply a 1-1/8 inch Greenleee punch to a randomly chosen scrap CD, match-drill two screw holes, push the knurled inserts into the socket, and screw everything […]
[…] off its base, I drilled the tapped (yeah, in plastic) 6-32 holes out to a firm press fit for the knurled 6-32 inserts, buttered the inserts with epoxy, and pressed them firmly in […]
[…] discovered that 4-40 knurled inserts perfectly match the available space, so I drilled the 3D printed holes out to 11/16 inch (the OD of […]