-
Backing the nut off to hang by its fingernails had no effect
-
So I introduced the shackle to Mr Bench Grinder

-
A cheerful Sharpie color to make them stand out

-
An essentially infinite number of 45° triangles

-
The larger star had eight of its ten lines not cut completely through the acrylic

-
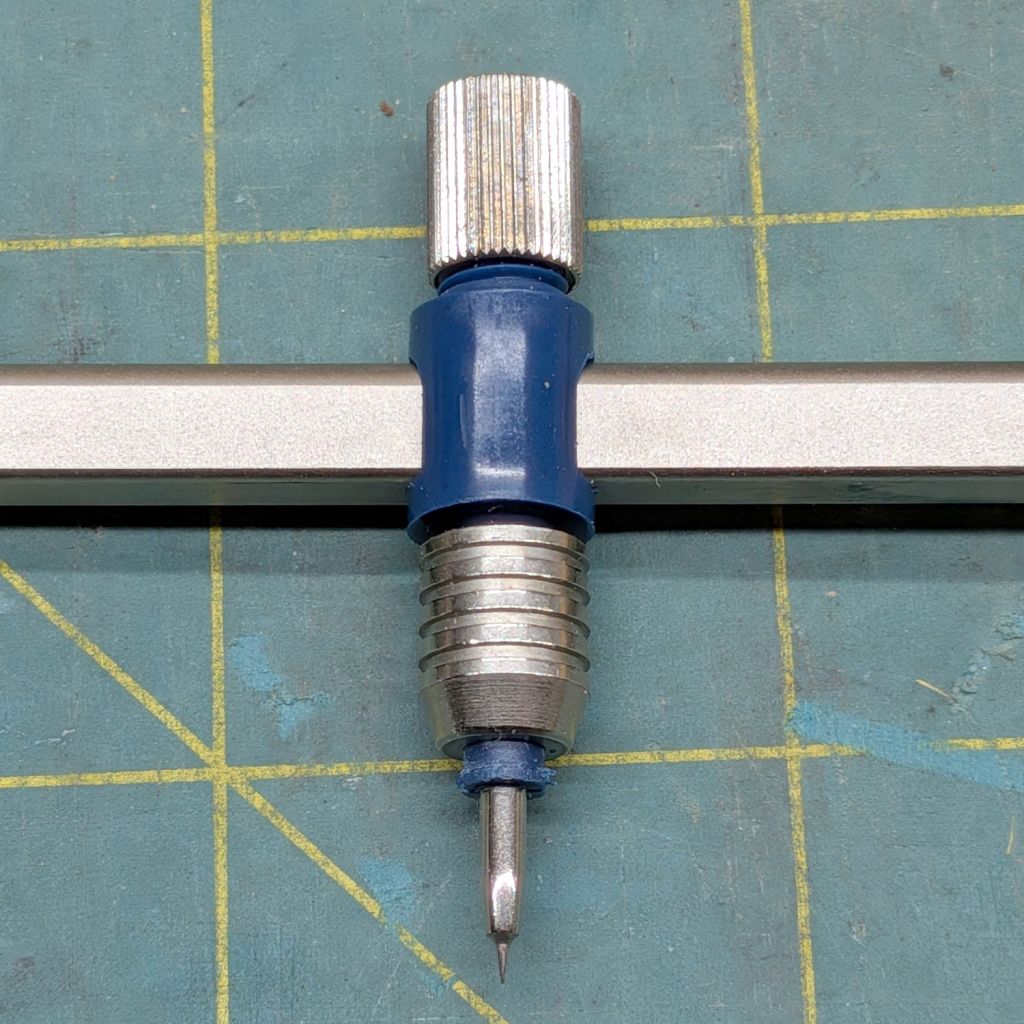
The blunt end of the bottom point should fit into the collet
-
The shorter foot was under the right rear of the MK4