
Chipmunks zip into drain pipes when they detect even a slight threat:

When I installed the drain pipes for the gutters & retaining wall along the driveway, I added a grate plug to keep critters from setting up housekeeping in what must look like an extensive cave network, although later experience showed I must clean debris out of the plug more frequently than I expected:

I didn’t glue the PVC pipes together, because I knew they’d need adjusting, so it was no surprise when the last section of pipe shifted enough to open a small gap, probably because my lawnmowing passes always proceed from right to left over the pipe:

The front yard chipmunk immediately claimed the pipe and zipped into the opening whenever we met on my way to the mailbox.
When I reconnected the pipe, the chipmunk knew something had gone wrong and started some exploratory excavation in about the right spot to find the missing tunnel entrance:

Not being one to rebuff the humble, I decided to make the world better:

It’s a short section of PVC pipe with a wood plug in the far end to keep what I grandly call “our lawn” from filling it up. I bandsawed a disk from a scrap of inch-thick lumber that used to be a door and introduced it to Ms Belt Sander often enough to make it a snug push fit in the pipe.
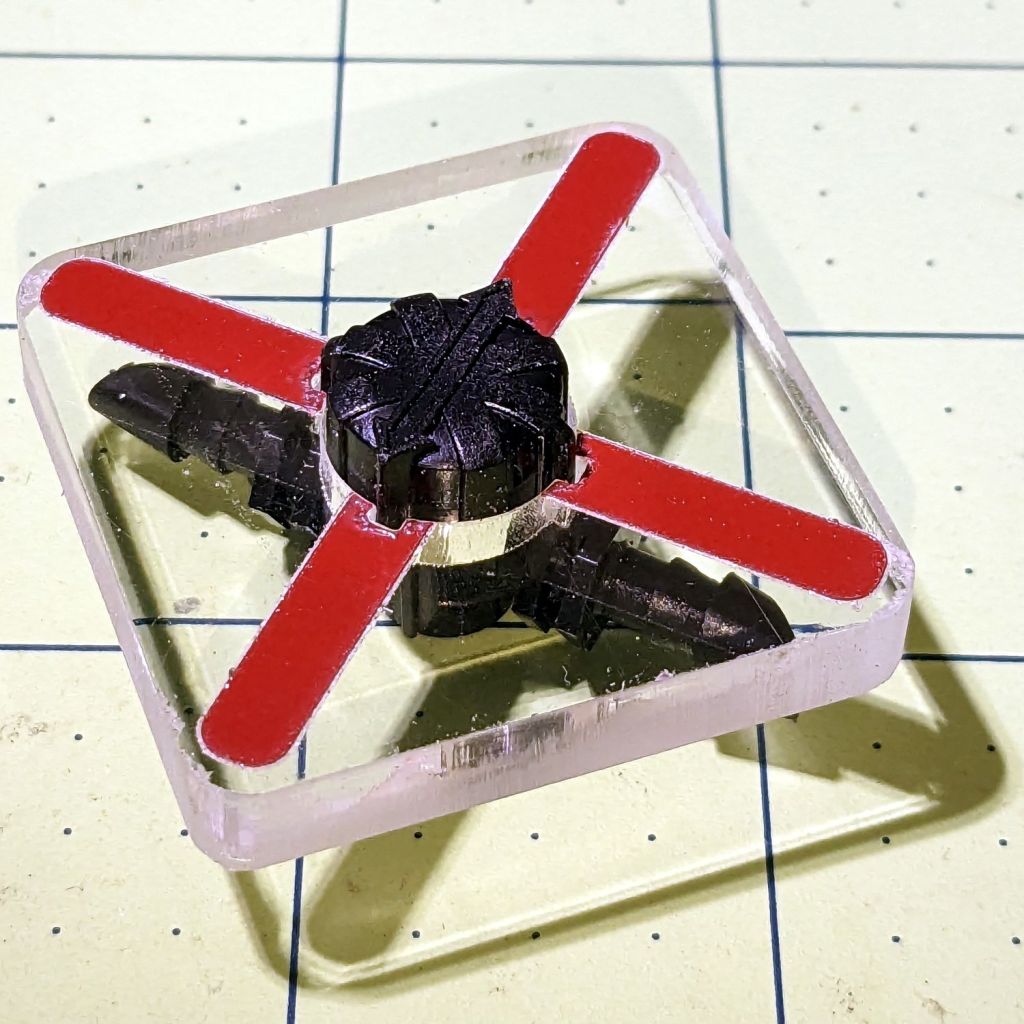
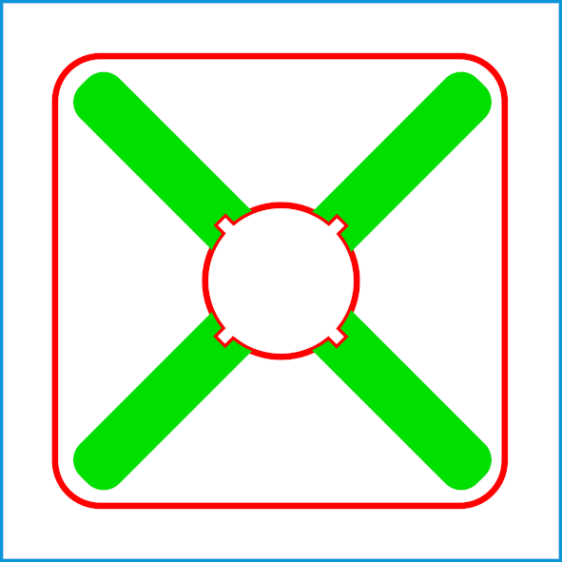
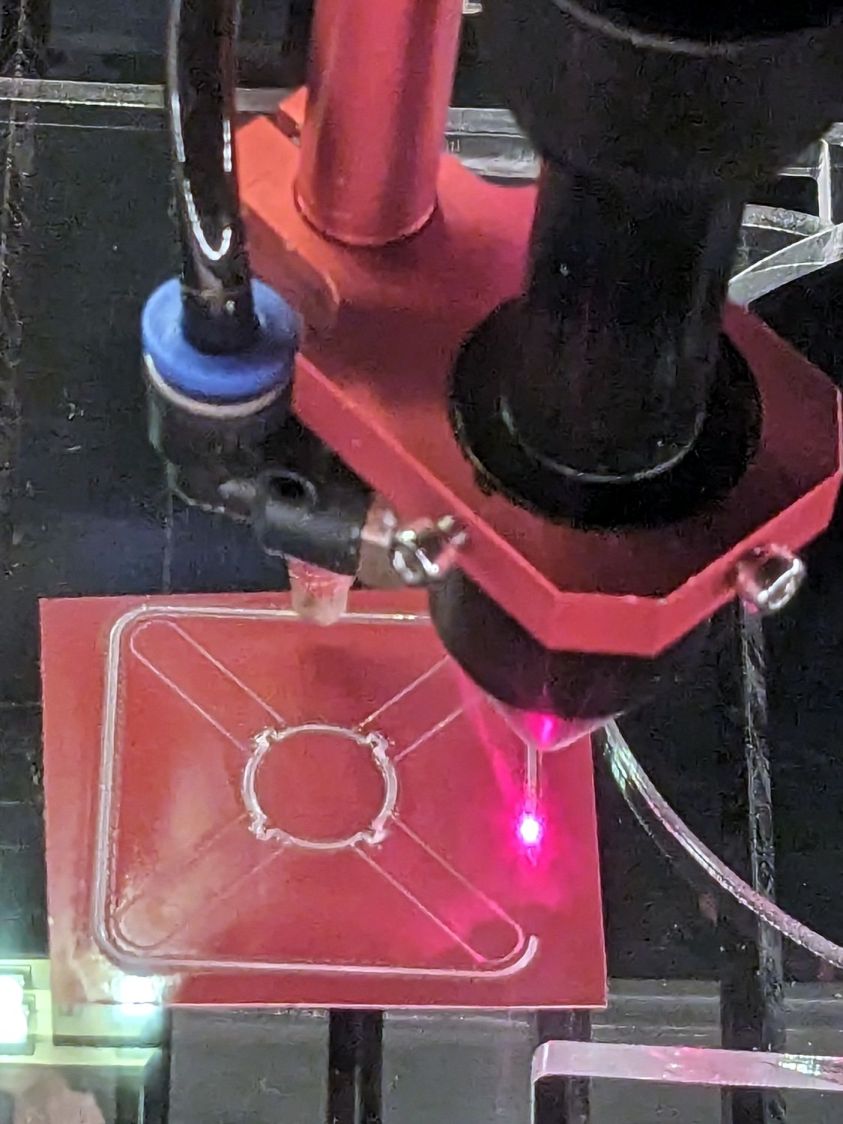
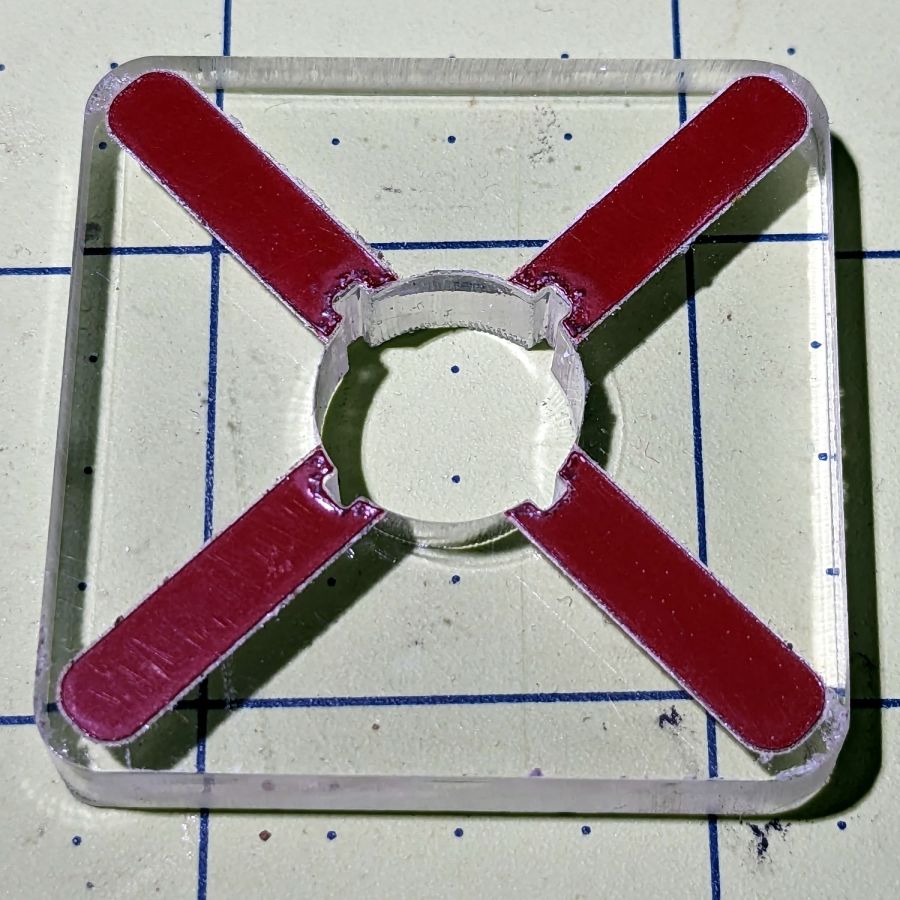
Some decoration seemed in order:
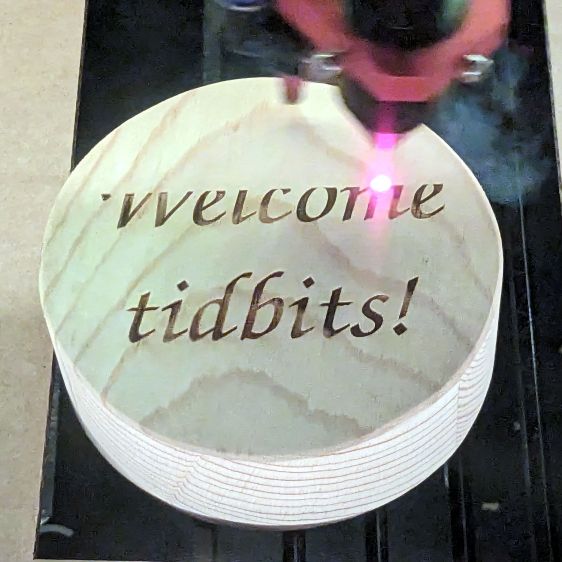
Which gives the place a nice, homey look:

Now, we’ll see whether the critters enjoy it as much as I did.



















{kind=link}
{kind=link}