A tweak to the air assist plumbing of my OMTech 60 W laser produces much the same result as Russ Sadler’s Super Ultimate Air Assist, with somewhat less plumbing and cheaper Amazon parts:

The overall doodle shows the electrical wiring and pneumatic plumbing:

The electronics bay now has two solid state relays:
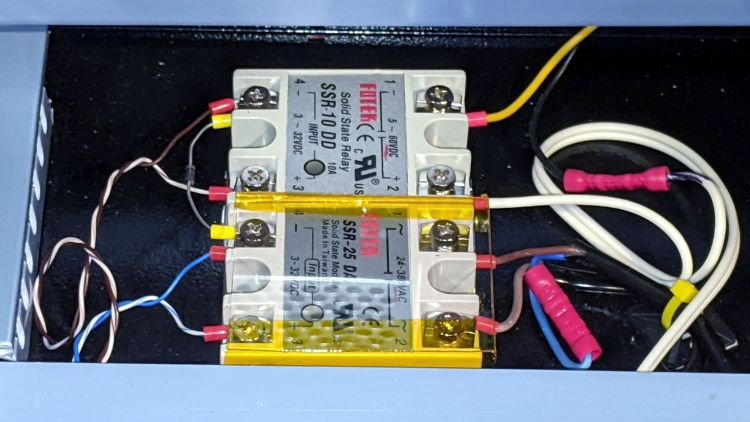
The front SSR turns on the air pump when the controller activates the STATUS or AUX AIR outputs; the diode between the (-) terminals acts as wired-OR.
The rear SSR turns on the solenoid valve whenever the AUX AIR output is active. The diode turns on the other SSR to start the pump.
When the laser cutter is idle, both the STATUS and AUX AIR outputs are inactive, so the pump doesn’t run and the solenoid is closed.
The controller has a front-panel AUX AIR button that turns on its eponymous output, which turns on both the solenoid and the pump. I have turned it on to verify the circuitry works, but don’t do any manual cutting. I never was very good with an Etch-a-Sketch and the laser’s UI is much worse.
LightBurn includes an Air Assist setting for each cut layer, which should be OFF for engraving layers and ON for cutting layers. Basically, you go through the Material Library and tweak all the values , then It Just Works™ when you assign that material setting to a particular layer.
The solenoid valve must be a “direct acting solenoid valve“, as the air pump produces about 3 psi and cannot activate a “self piloted” solenoid valve. When the valve is open, the pump can push about 12 l/min through the plumbing to the nozzle:

That’s noticeably lower than the 14 l/min without all the valves and additional plumbing.
The flow control valve is a manually adjusted needle valve to restrict the engraving air flow to maybe 2 l/min, just enough to keep the smoke / fumes out of the nozzle and away from the lens, when the solenoid valve is closed.
I set the controller to delay for 1 s after activating the air pump to let it get up to speed. There’s an audible (even to my deflicted ears) rattle from the flowmeter when the air assist solenoid opens.
The paltry 12 l/min seems to promote clean cuts and 2 l/min doesn’t push much smoke into the surface around the engraved area.
So far, so good.

Comments
One response to “OMTech 60 W Laser: Dual-path Air Assist”
[…] air flow meter says the pump still delivers 12 l/m to the nozzle, so the cheesecloth has no effect compared to four or five feet of 4 mm ID […]