Ed Nisley's Blog: Shop notes, electronics, firmware, machinery, 3D printing, laser cuttery, and curiosities. Contents: 100% human thinking, 0% AI slop.
Category: Science
If you measure something often enough, it becomes science
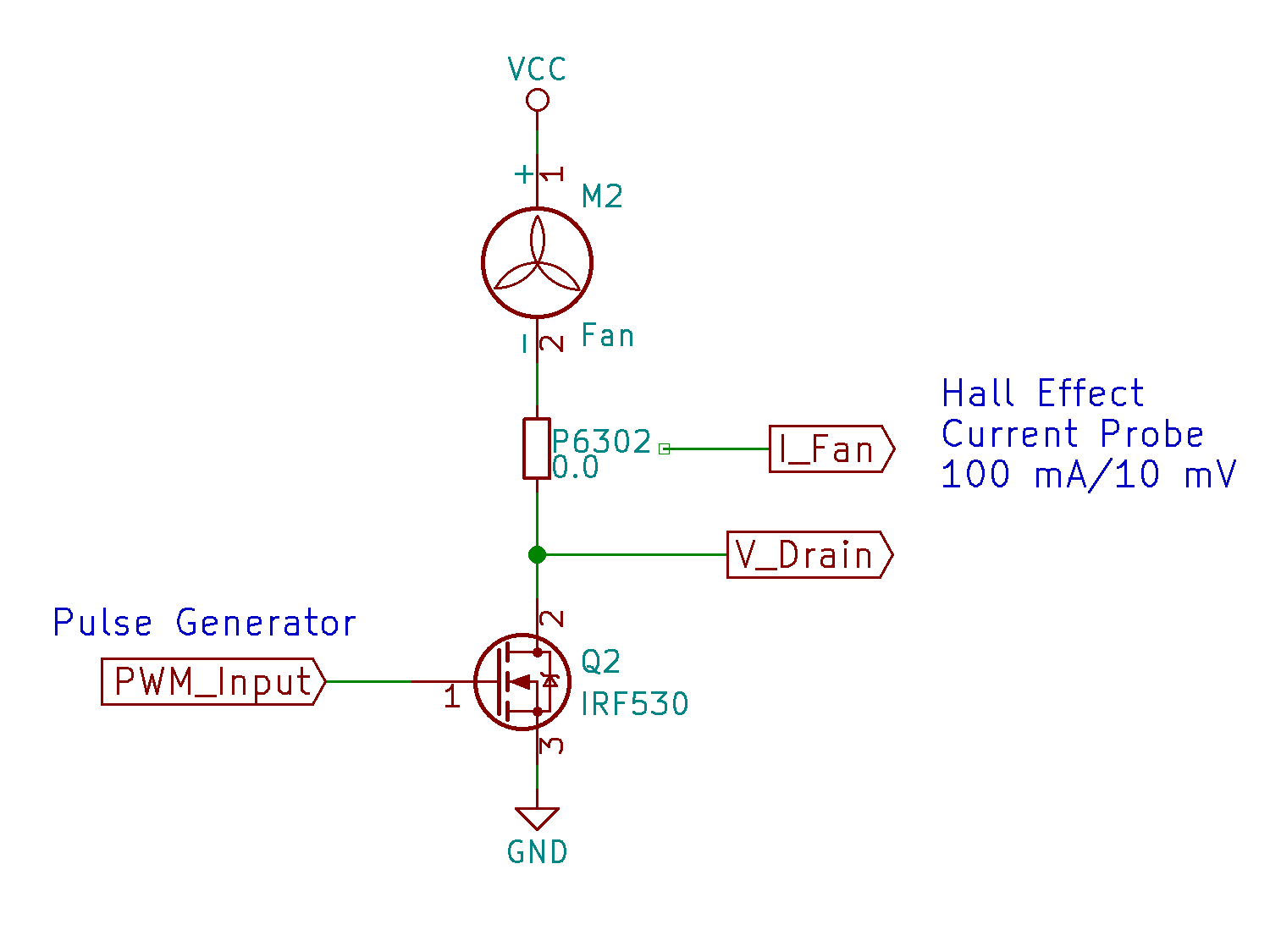
A simpleminded MOSFET circuit provides PWM drive for the BLDC blower:
BLDC Fan PWM Test Fixture – schematic
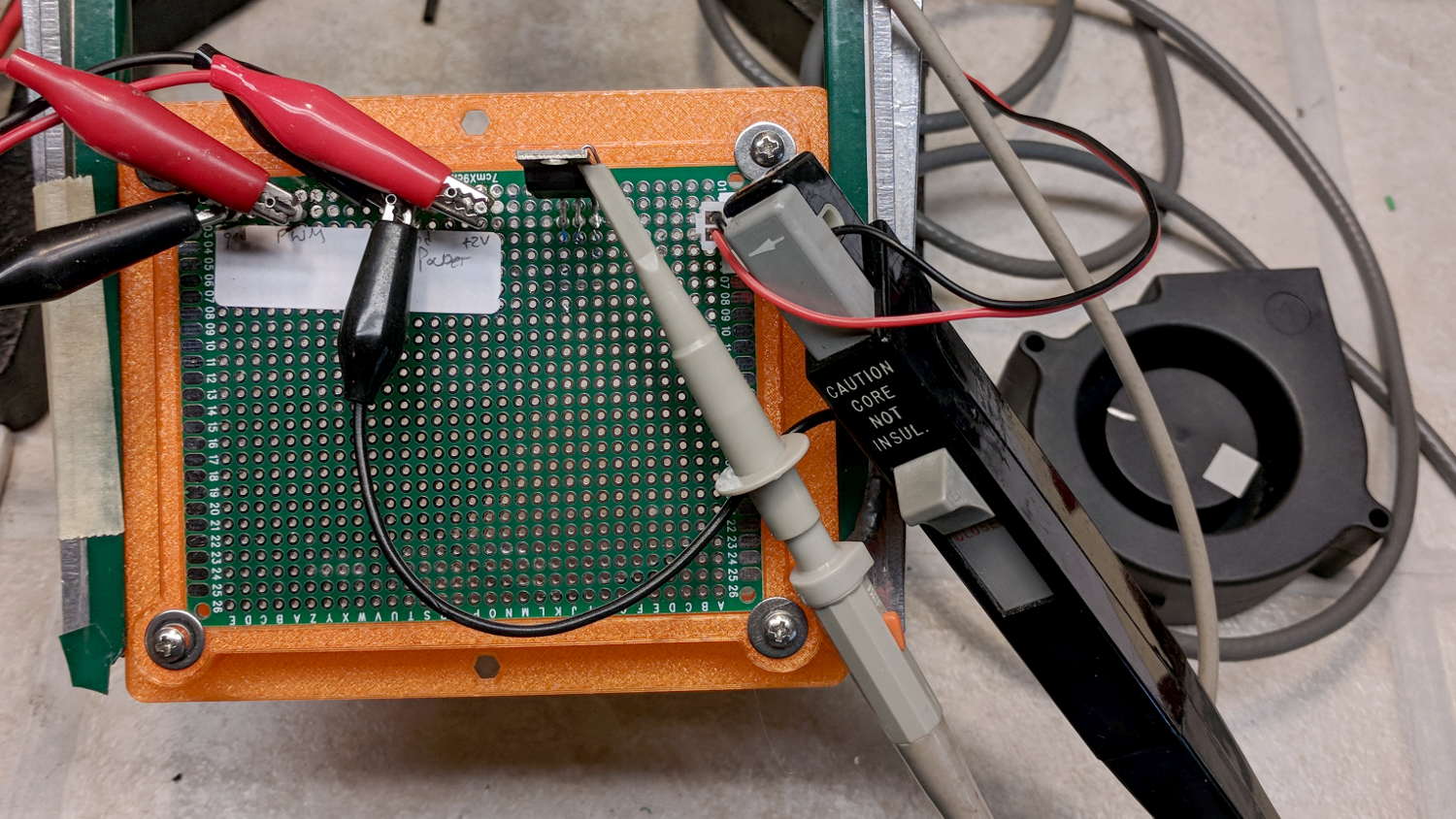
The Tek P6302 current probe looms much larger in real life than in the schematic:
BLDC fan PWM Test Fixture
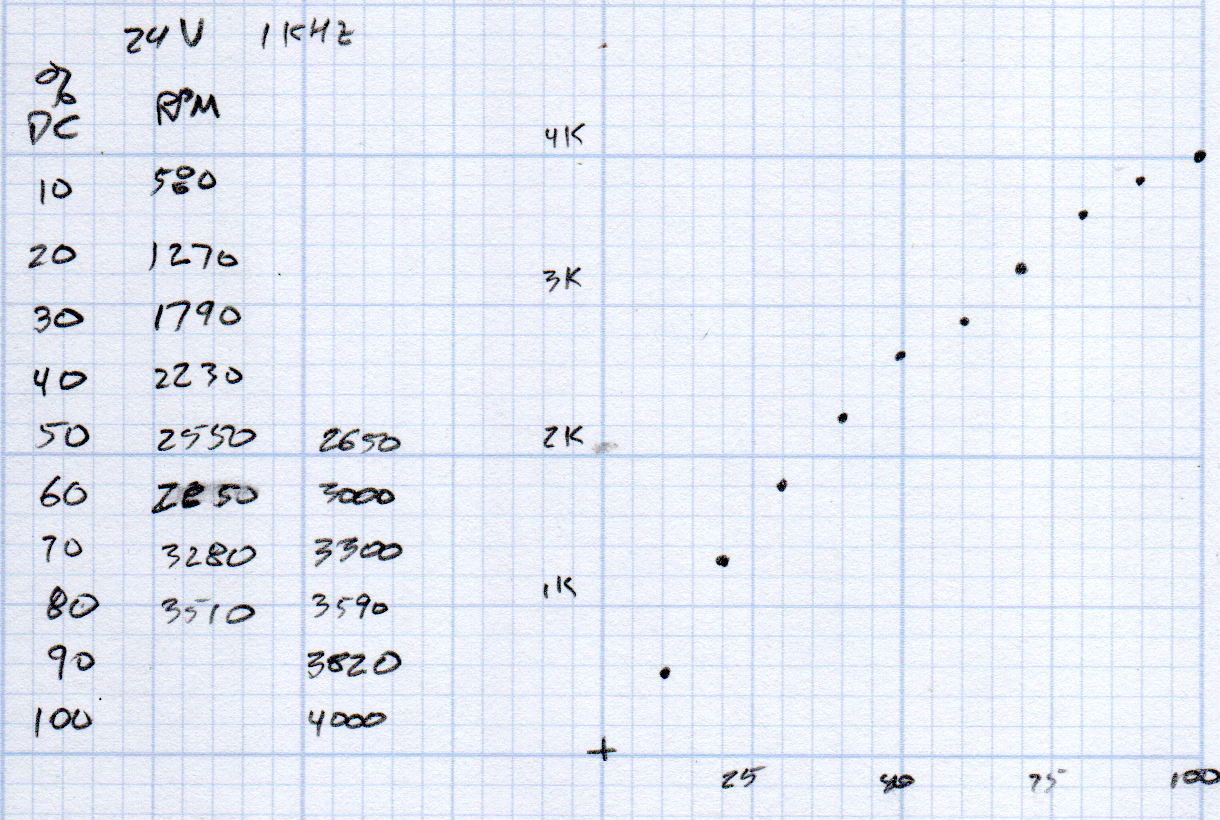
A quick dataset shows the RPM variation against PWM duty cycle:
BLDC Blower – RPM vs PWM – doodles
Unsurprisingly, the RPM curve resembles the earlier results against a variable DC supply voltage:
BLDC Blower – RPM I P vs V
Capturing the current waveform is stalled behind another project, but it has exactly the voltage spikes you’d expect from forcibly switching an inductive load.
I have often asserted, in public, in writing, that you can’t change the speed of a fan’s BLDC motor by varying its voltage, because the fan controller generates the waveforms responsible for the motor speed based on its internal timing.
A pair of BLDC blowers recently arrived and a quick test showed I’m pretty much completely wrong:
BLDC Blower – RPM I P vs V
The data points come from this blower:
Blower label – 24V 0.2A
The blower specs from the eBay listing:
75MM 24V Brushless DC Blower Cooling Fan Exhaust Fan
Dimension:75(L)x75(W)x30(H)mm
Connector:2Pin-PH2.0
Rated Voltage: DC24V
Rated Current: 0.2±10% Amp
Rated Speed: 3800±10%rpm
Air flow:1.8CFM
Noise: 23±10%dBA
Bearing Type: Sleeve
Life: 35000 hours
Cable Lenght: 32cm(12.5in)
Weight: 75g/pcs
The case is about 75 mm × 75 mm × 30 mm, so the generic part number seems to be 7530, with many variations. However, they all seem to resolve to the same blower with different models drawing different current at specific voltages (clicky for more dots, JPG blurriness in original):
GDT7530S12B BLDC blower parameter table
The blower in hand roughly corresponds to the bottom line of the 24 V section:
0.21 A
4000 RPM
16.3 CFM
1.1 inch H2O pressure
43 dBA
There’s a gross discrepancy between the eBay 1.8 CFM and the chart 16.3 CFM, but the other parameters seem within handwaving distance and, yo, it’s from eBay. ‘Nuff said.
The graph up top shows the results with an unrestricted output opening.
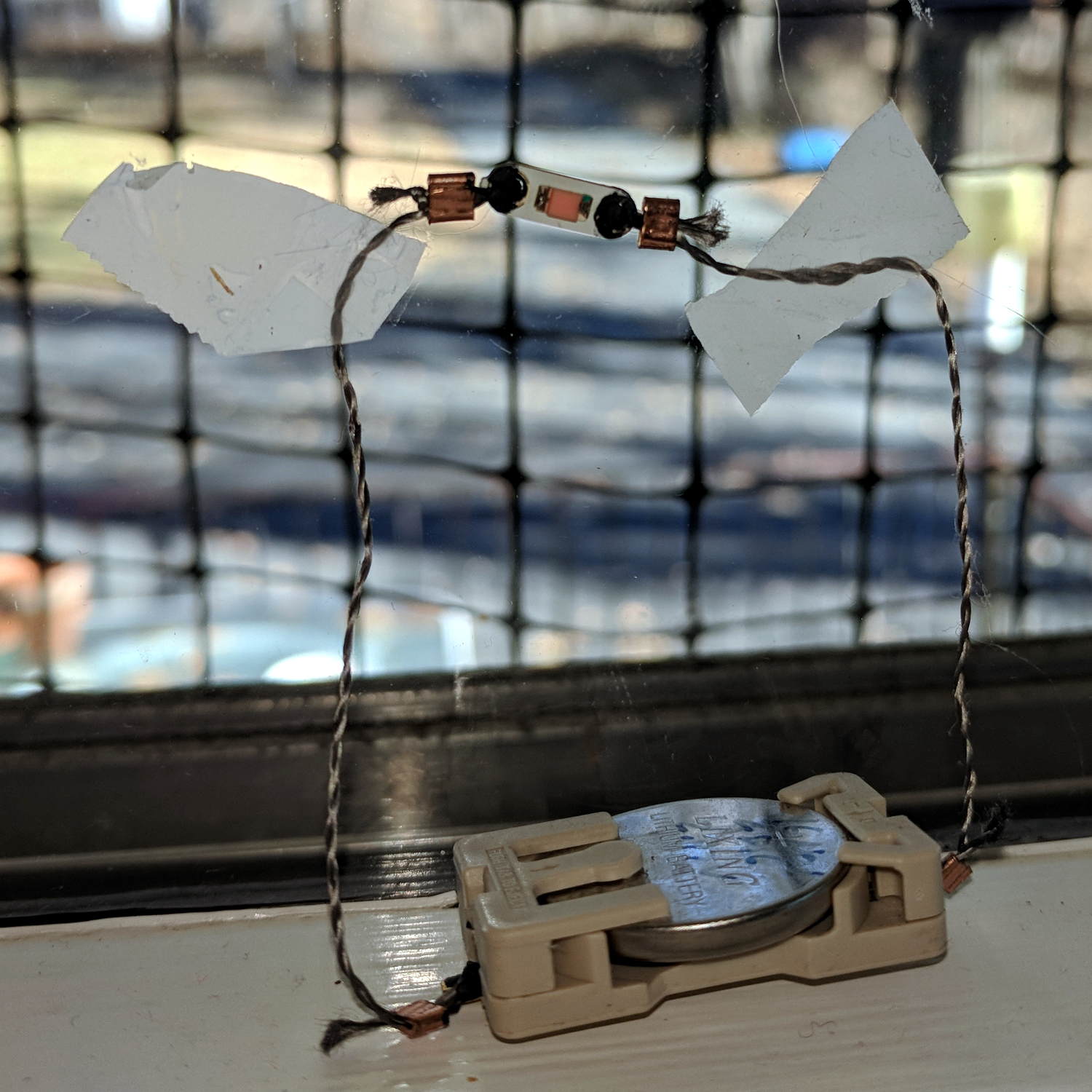
For more realistic results with some resistance to air flow, I taped a small anemometer to the blower output:
Blower air flow test
Which produced:
BLDC Blower – RPM Flow vs V – anemometer
In very round numbers, the anemometer aperture is 400 mm², so the 9 m/s air flow at 24 V works out to 3.6×10-3 m3/s = 0.13 CFS = 7.6 CFM. Which is maybe half the 16.3 CFM spec, but they’re surely using a fancier anemometer with much lower back pressure. Close enough, anyway. Fer shure, 1.8 CFM is wrong.
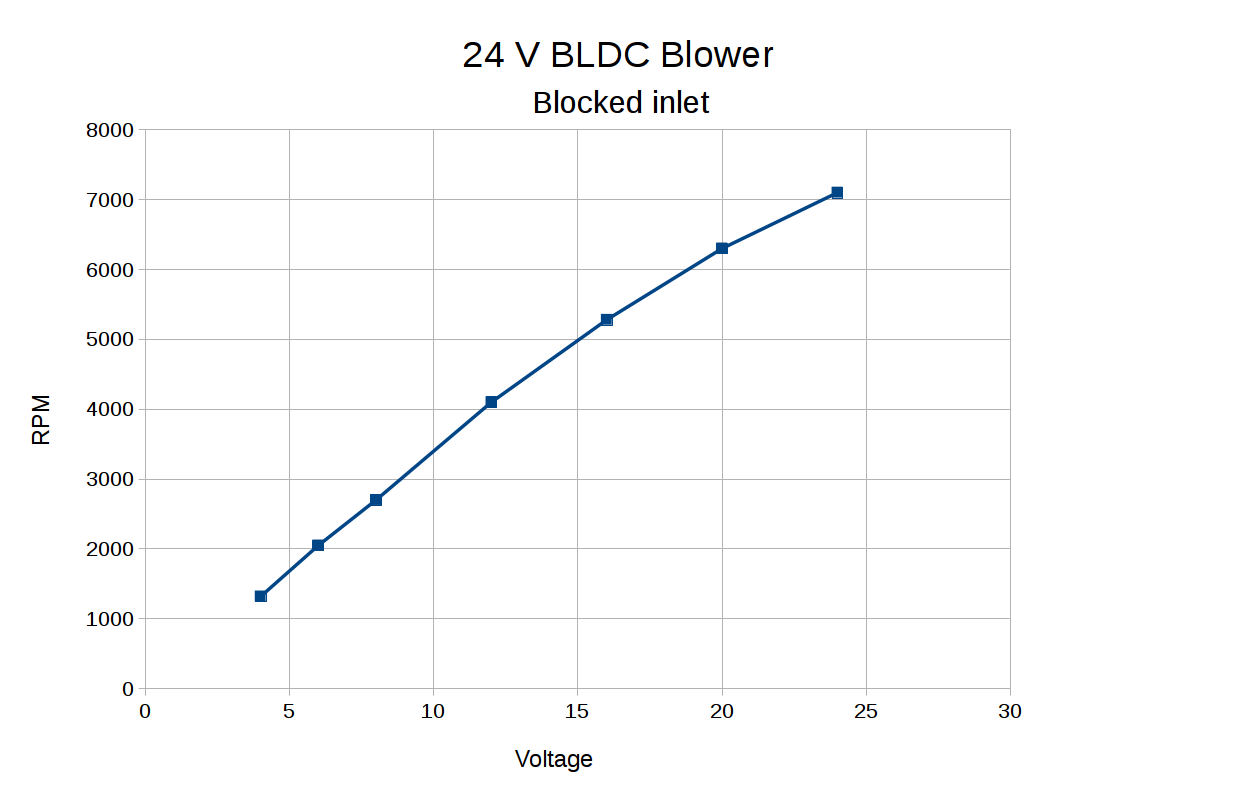
Completely blocking the inlet with a plastic sheet to simulate the blower pulling air from, e.g., a vacuum table:
BLDC Blower – RPM vs V – blocked inlet
The RPM varies more linearly with voltage when the blower isn’t accelerating any air.
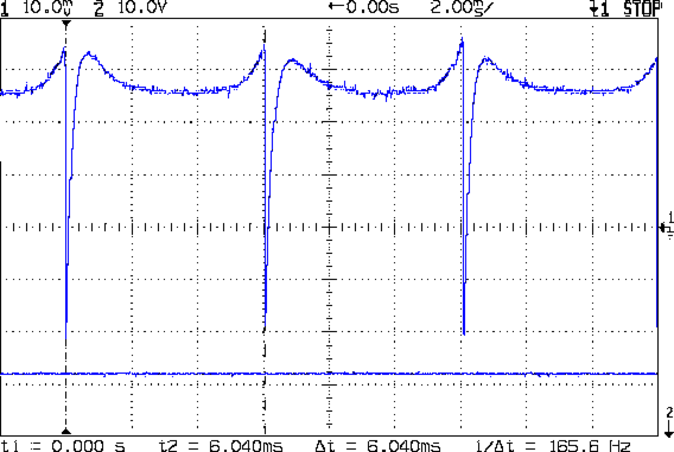
Some current waveform show why you really shouldn’t run fans in series to “split the power supply”, as seems common in 3D printers with 24 VDC power supplies.
From a 24 V supply, the current drops to 50 mA every 75 ms (200 mA/div):
BLDC 24V Blower – 24 V – 200mA-div
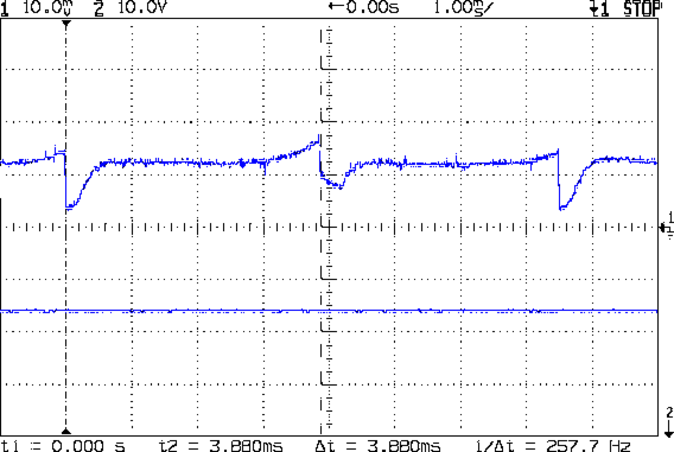
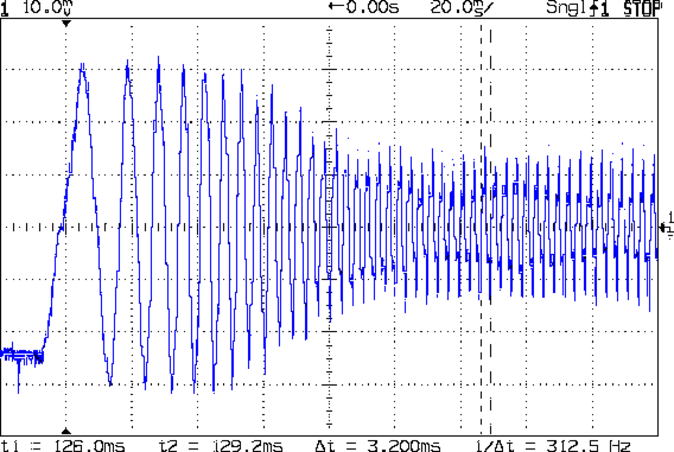
From a 12 V supply, even weirder things happen (50 mA/div):
BLDC 24V Blower – 12 V – 50mA-div
Note that you can’t reduce the fan’s supply voltage by applying PWM to the current, as happens in essentially all 3D printers for “speed control”. Basically, PWM turns the fan off several hundred times every second, which does not modulate the voltage.
I have no way to measure pressure, but if the 1.1 inch H2O number comes close to reality, the blower can produce 1.5 lb of clamping force per square foot. Which isn’t a lot, granted, but it might suffice for paper and vinyl cutting.
NYS DOT’s recent Rt 376 repaving projects improved the road surface, but the infractructure seems to be crumbling apace, as we spotted on a recent walk across the bridge over Wappinger Creek:
Red Oaks Mill bridge – dangling concrete
The ragged edge of the deck shows other slivers have fallen into the creek.
My arms aren’t long enough to get a closer view:
Red Oaks Mill bridge – dangling concrete – detail
The concrete roadway is developing potholes in the right hand southbound lane, so the upper surface has begun crumbling, too.
I think the bridge dates to the mid-1990s, based on the aerial photo history from Dutchess GIS, so it’s a bit over twenty years old. Nothing lasts.
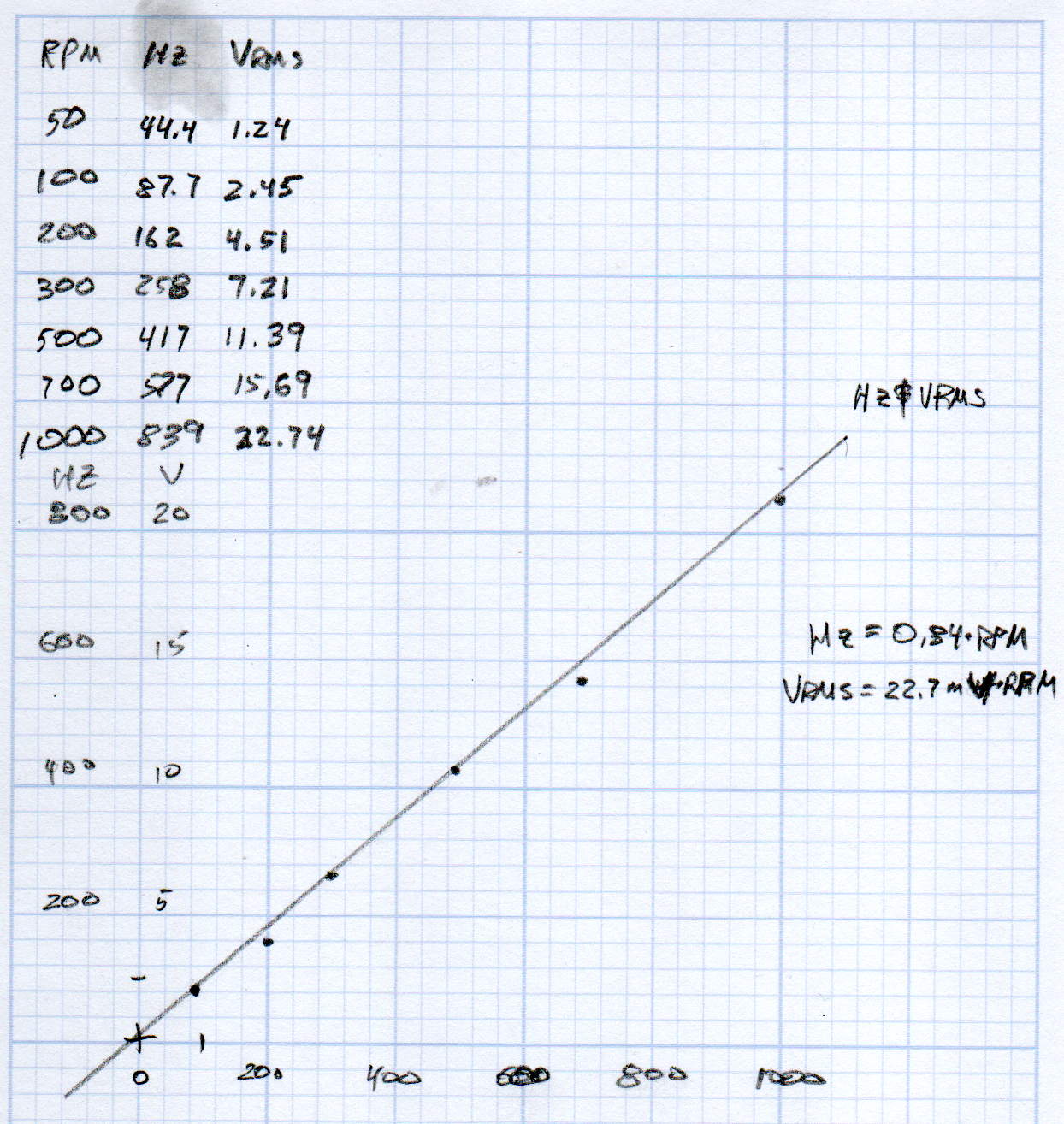
KL17H248-15-4A stepper motor – Back EMF vs RPM – data
Maybe the only questions I ask are ones with linear solutions?
Anyhow, the data comes from the Z-axis motor in the lathe:
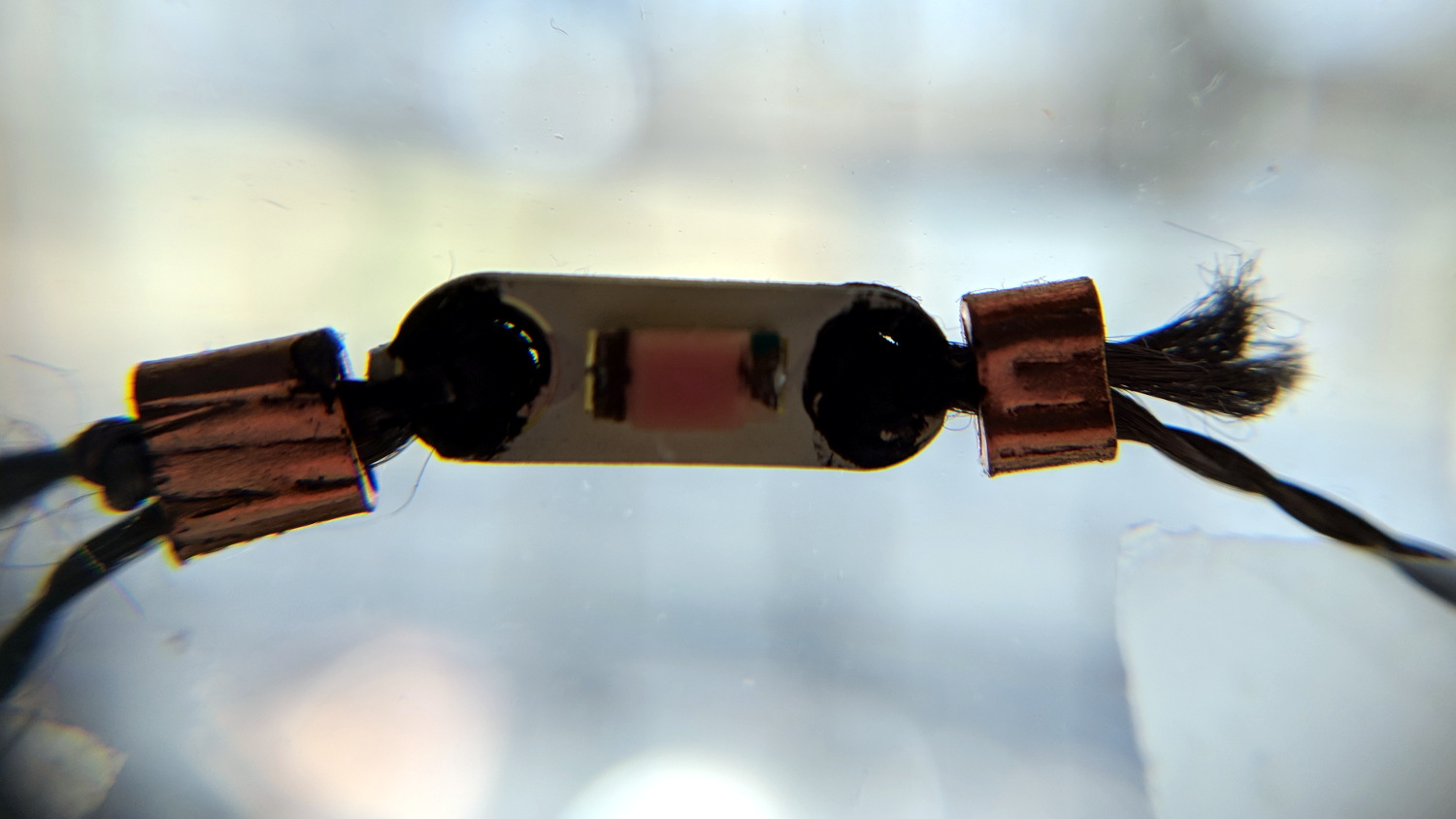
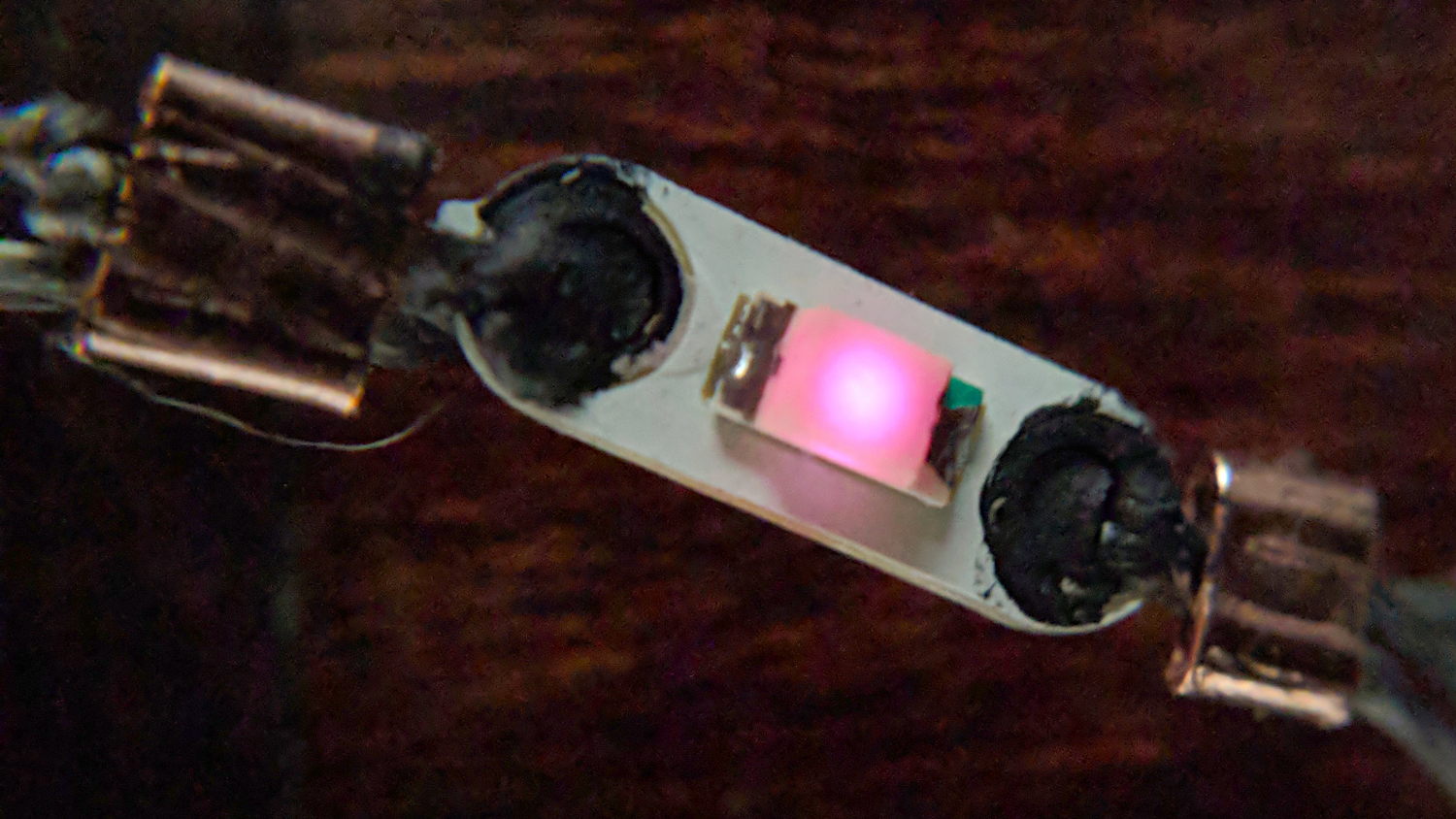
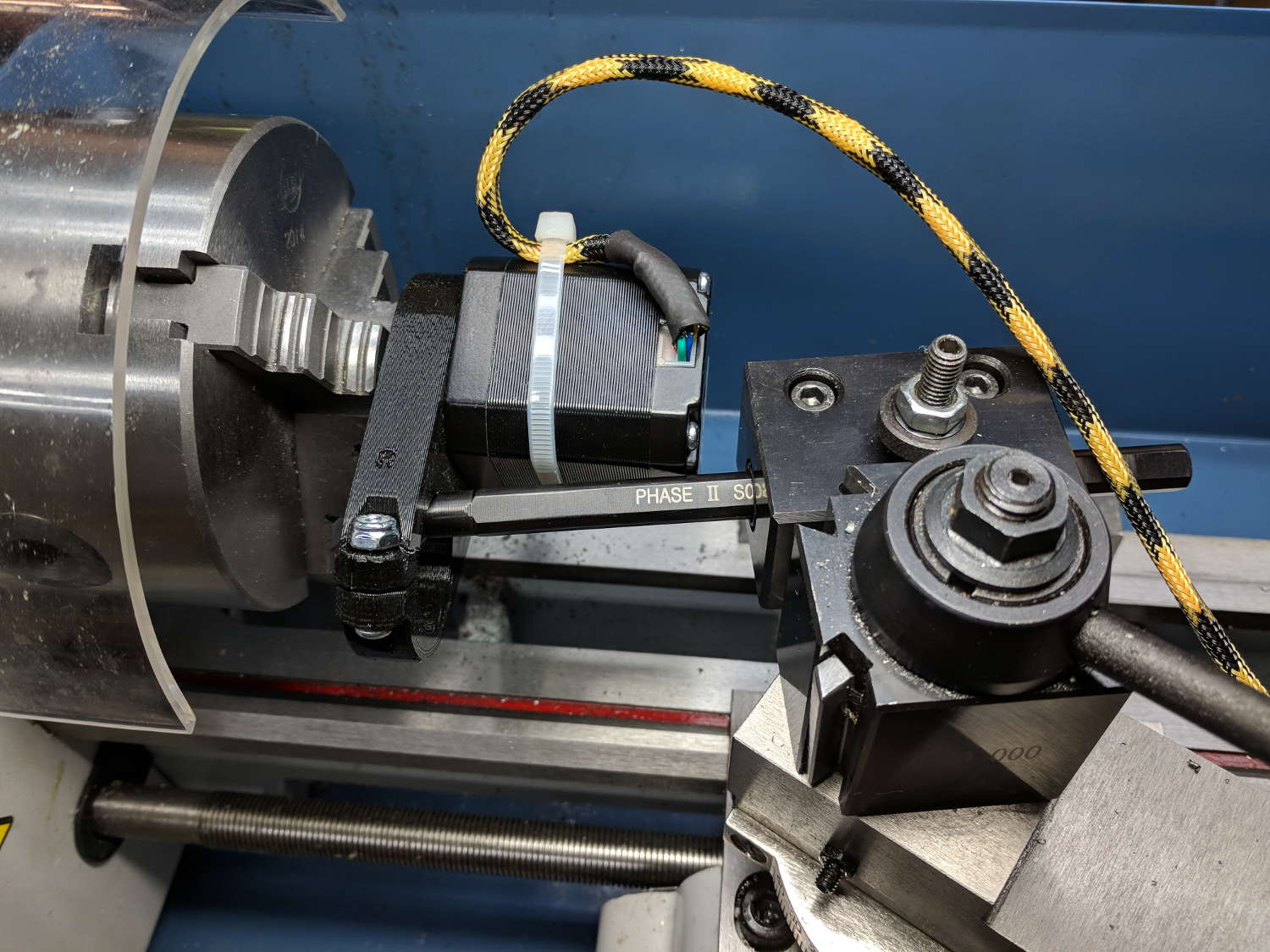
Stepper back EMF test setup
Scary-looking, but reasonably safe. The chuck holds the motor shaft so it’s not going anywhere, the boring bar prevents any rotation, and the motor bearings do exactly what they’re supposed to. Shorting the motor leads would definitely put a hurt on the PLA frame, so I didn’t do that.
The scope sat on the floor beside the lathe, capturing waveforms and doing calculations:
Motor Back EMF – 500 RPM
Some waveforms look bent:
Motor Back EMF – 300 RPM
I asked the scope to measure the RMS voltage, rather than the peak, because it’s less sensitive to distortions.
Each winding produces one electrical cycle across four mechanical full steps, with the windings in quadrature. One shaft revolution thus produces 200 / 4 = 50 electrical cycles, so converting from shaft RPM into electrical cycles/s goes a little something like this:
So the shaft turns at 375 RPM when the X axis moves at 12 k mm/min, with each motor generating 8.5 Vrms = 12 Vpk of back EMF.
The MPCNC wires the two motors on each axis in series, so the 24 V power supply faces 24 V of back EMF (!) from both motors, leaving exactly nothing to push the winding current around. Because the highest EMF occurs at the zero crossing points of the (normal) winding current, I think the current peaks now occur there, with the driver completely unable to properly shape the current waveform.
What you see in the scope shot is what actually happens: the current stabilizes at a ragged square-ish wave at maybe 300 mA (plus those nasty spikes). More study is needed.
We got several cartons of “medium” brown eggs with what seemed like an unusually wide size distribution, so I picked out and weighed an assortment for future reference:
We occasionally get huge eggs, tiny eggs, eggs with two yolks, no yolks, or blood-spotted yolks, all of which turn out to be no big deal. I admit to not previously encountering the term “fart egg”, however …