The first time around, I simply set both pairs of MPCNC rails to equal heights using my height gage (*) as a reference, rather than as a measurement tool:

By now, I assume all the plastic bits have shaken themselves down and the rails have settled into their more-or-less permanent locations, so it’d be useful to measure the actual rail heights and adjust as needed. The scale along the vertical bar of the height gage gives the height of the top surface of the projecting arm above the bench:

Normally, the gage base would sit on a surface plate. Building an MPCNC on a big granite slab would certainly cut down on the shakes from overly enthusiastic acceleration settings!
The nicely reshaped and polished lathe bit transfers the top surface of the gage arm to the top of the MPCNC rail, so whatever height shows up on the vernier gives the rail height. The exact value, of course, doesn’t really matter in this situation, but when you need an actual measurement, it’s got you covered.
The two brackets slide along the height gage, with the thumbscrews on the right locking them in position. To measure a height, you loosen both thumbscrews, slide the whole affair to put the arm bracket at about the right height, tighten the top thumbscrew to anchor the adjusting bracket, twirl the knurled wheel to precisely position the arm bracket, then read the height from the scale.
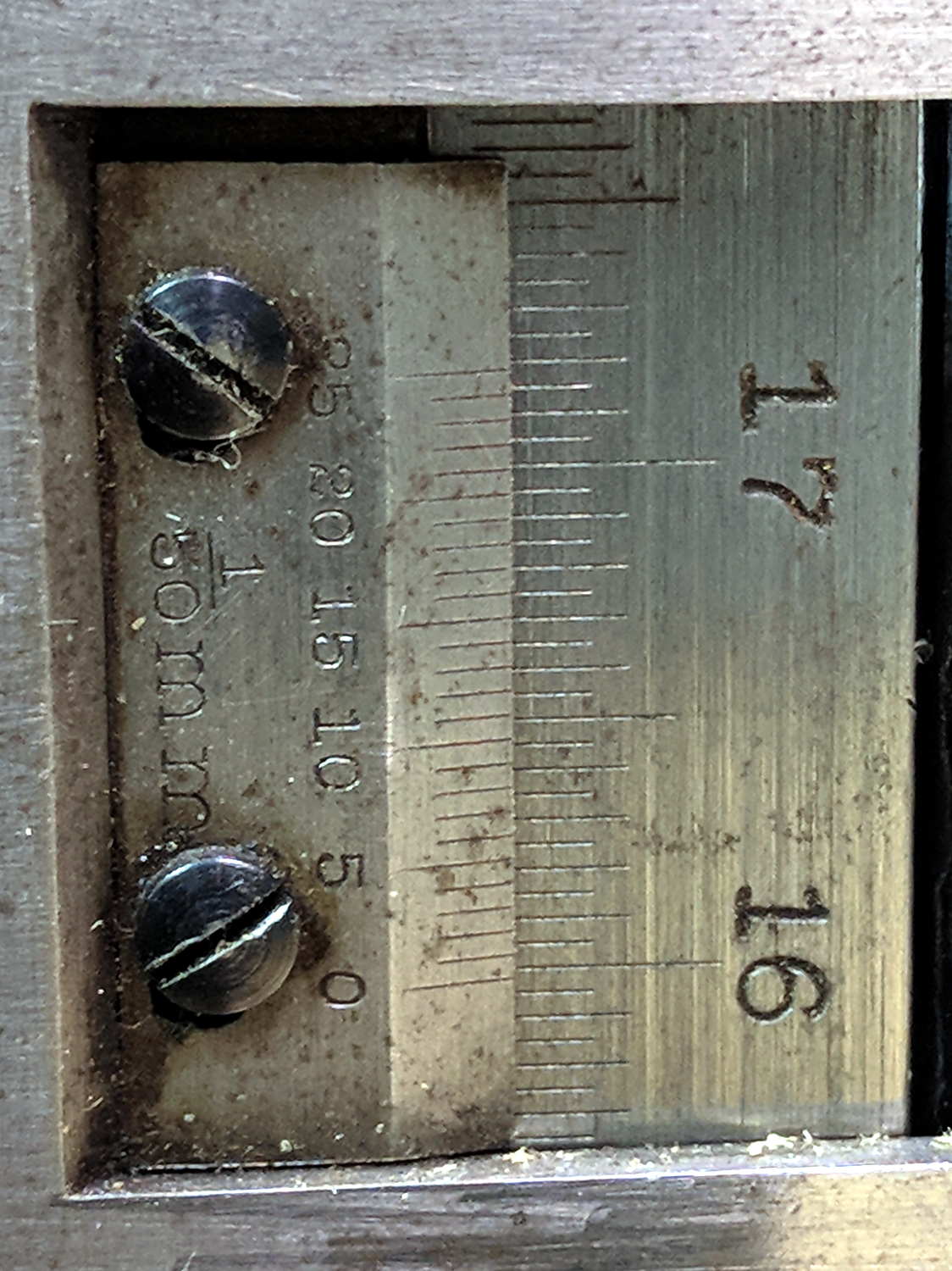
This requires reading a vernier height gage scale:

The other scale on the other side has inches, but nobody uses those any more. Right?
Things I didn’t get quite right the first time around:
- The numbers along the right side are in centimeters
- The smallest lines on that scale mark 0.5 mm increments
- The numbers on the vernier have units of 1/50 mm = 0.02 mm
So, to read the scale:
- Multiply centimeters by 10 to get millimeters:
130 - Add the number of whole millimeters below the
0vernier index:2 - Add a half millimeter if needed:
0 - Find the matching vernier increment:
10 - Multiply the increment by
2:20 - Slap the decimal point two places left and add:
132.20
OK, try this one:
As I see it:
- Read
15cm - Count
9ticks - Add the
0.5mm tick - Match vernier tick
17, multiply and slap decimal =0.34mm - Add:
150 + 9 + 0.5 + 0.34 = 159.84 mm
There, now, that wasn’t so hard, was it?
There’s obviously a parallax issue between the edge of the vernier scale and the main scale; it’s easier to get it right in person than in the photograph.
I pronounced the reading as “160 minus point 5 is 159 and a half plus point 34 is point 84”, but I also take eight photographs as I work my way around the MPCNC frame to review any suspicious results.
Obviously, reading a digital height gage would be much easier & faster, but we don’t want to deskill the workforce, do we?
The maker’s mark on my height gage says it’s a Brown & Sharpe 585 with a 19 inch scale; B&S has long since been Borged. Back in the day, this painstakingly applied etching distinguished it from all the other height gages in the shop:

We’ll never know the rest of the story.
(*) When Starrett spells it “gage”, it’s good enough for me.

Comments
6 responses to “Reading a Vernier Height Gage”
I recall when I first discovered Vernier scale. After someone explained it to me I was amazed at how clever it was, extracting another digit of precision (or more) using our ability to notice small offsets. A lost skill I imagine.
Having grown up with a slide rule, the notion of a vernier scale seemed perfectly natural.
Looking on the bright side: I’ve outlived another technology!
My asian vernier height gauge is calibrated in inches. It’s been a while, but I’m pretty sure the vernier is 0-50 thousanths, so there’s a little less to remember. One nice feature is the magnifying lens. Helps old eyes..
I doubt you need extreme flatness, but a friend was doing MSEE research assisting one of the laser profs in the ’70s. They made a 4′ x 8′ torsion box for their dye laser rigs, using thin skins of something, and close spaced soda cans epoxied to the skins. A crude version of this is the basis of a hollow core door, but better versions are used as assembly tables in woodworking, and other applications. Cheaper than granite, and a lot lighter. (Remembers seeing a surface place intended for race cars. Yikes!)
Compared to what other MPCNCs sit upon, the bench is optically flat!
And I’ve been wearing a headband magnifier in the shop for so long it’s become perfectly natural … [sigh]
My ancient portable bench has a noticeable sag in the middle. The round-tuit project is to take cabinet pieces salvaged from the kitchen
fiascoremodel and some slabs to make a flatter portable bench.As the eye recovers, it focuses at 12″ (fixed, cataract lens). Shop work means to use my single vision safety glasses. One eye or another* will have a good focus, depending on which pair. Looking forward to recovery. When this is all done, I’ve promised myself a bifocal set of safety glasses. Might upgrade to a better low power microscope, but good ones are spendy.
(*) Left eye optimized for close, right for distance, assuming normal cornea. It’s usually a good idea, but non-prescription reading glasses are useless.
[…] once again figuring out how to read a vernier height gage, I measured the height of each end of the MPCNC […]