Despite the craptastic way finishing and the cross slide DRO malfeature, the Little Machine Shop 5200 lathe works well enough for my simple needs. I really like the quick change toolpost:
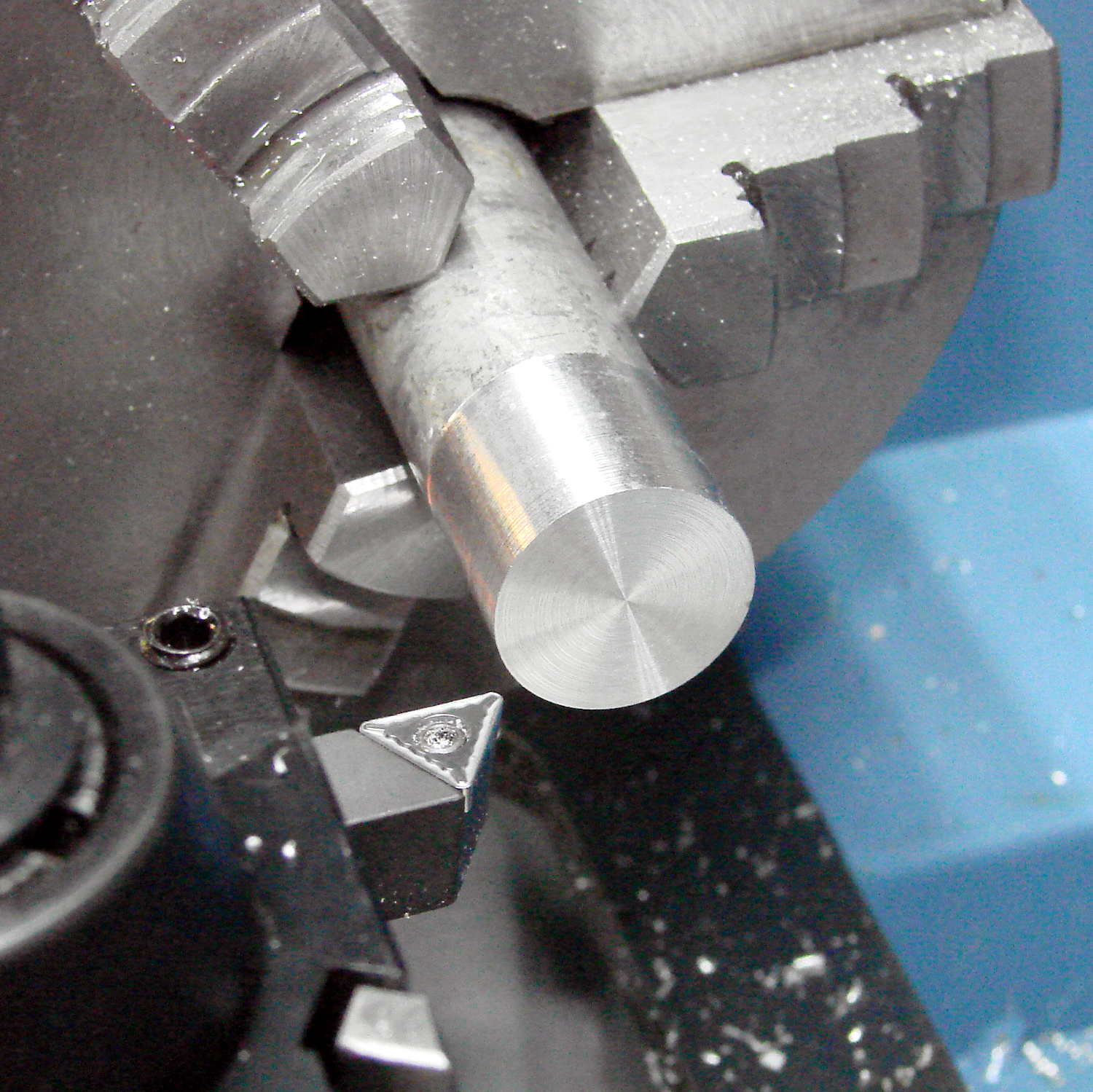
The QC post and tool holders have very nice machining and surface finish; they evidently come from an entirely different production line than the lathe components. I can definitely get used to using carbide inserts, although I ordered some HSS inserts for interrupted cuts.
The HSS cutoff tool does what you’d expect:
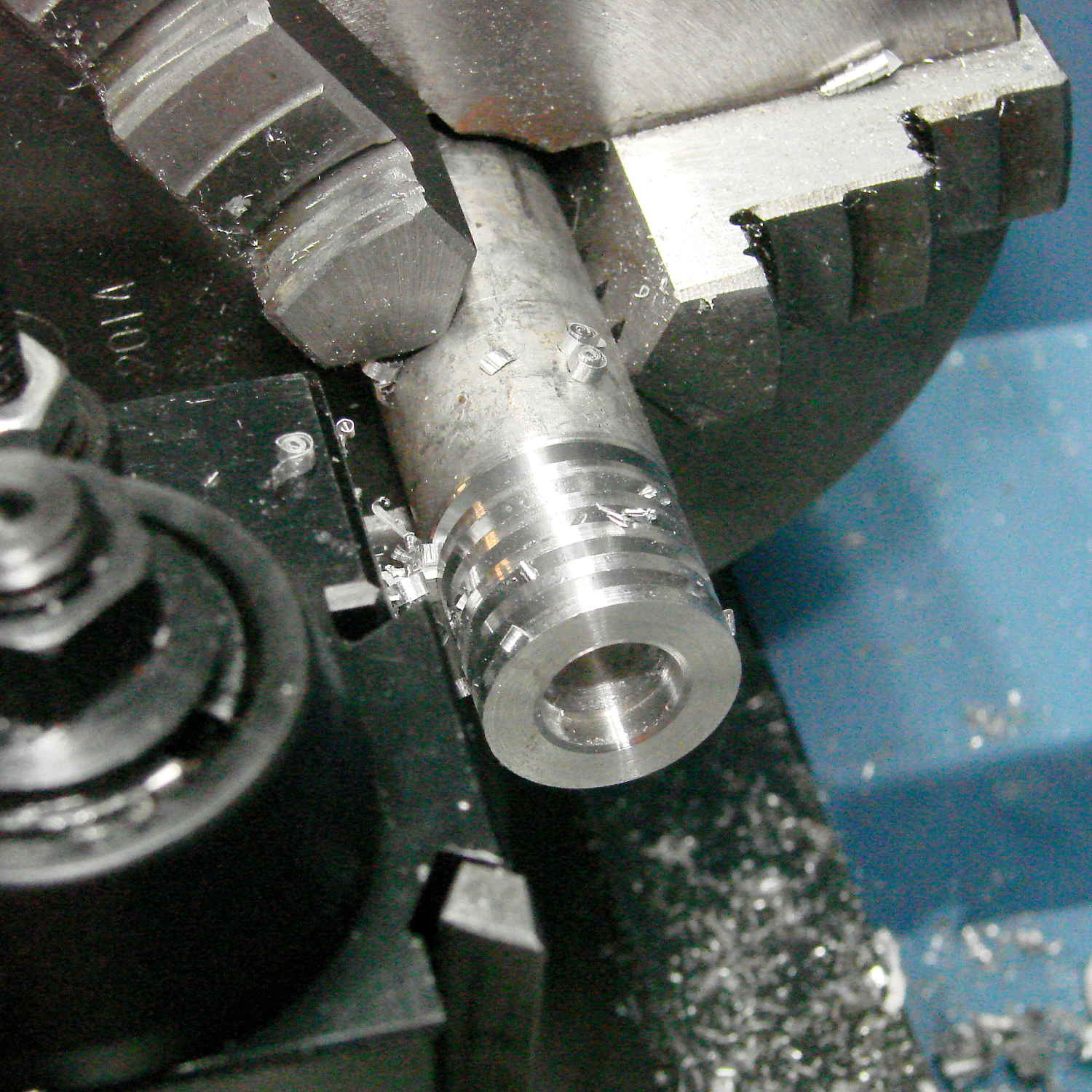
The holes in the end came from short (“screw machine”) drill bits I got for the Sherline’s painfully limited Z axis travel. Even so, chucking one in the 1/2 inch capacity LMS drill chuck shows why a 16 inch bed isn’t excessive:

The 6 inch = 150 mm scale on the bed (to the right of the tailstock) extends to the limit of tailstock travel, so you could have another half foot of stock sticking out of the 3 jaw chuck. A collet in the spindle would give you another two inches, but it’s snug in there.
On the other paw, this is a little lathe intended to make little things. It’ll do fine…

Comments
3 responses to “Mini-Lathe: First Cuts”
Agree about the tool post. The one that uses the wedges is superior to the ones that used a friction button. I have a chipped tooth on my high-speed drive gear, so a gear-change and tapered roller bearing upgrade is in my future. I hear the roller bearings practically eliminate run-out (for my ability to care about run-out.)
[…] I didn’t plan it like this, the shape of the first doodad on the mini-lathe reminded me that I really wanted something more presentable than the (now failed) ersatz Neopixel […]
[…] fins come from the same HSS cutoff tool I used for the Bowl o’ Fire cap, cut at 2.5 mm intervals to produce 0.9 mm fins that IMO […]