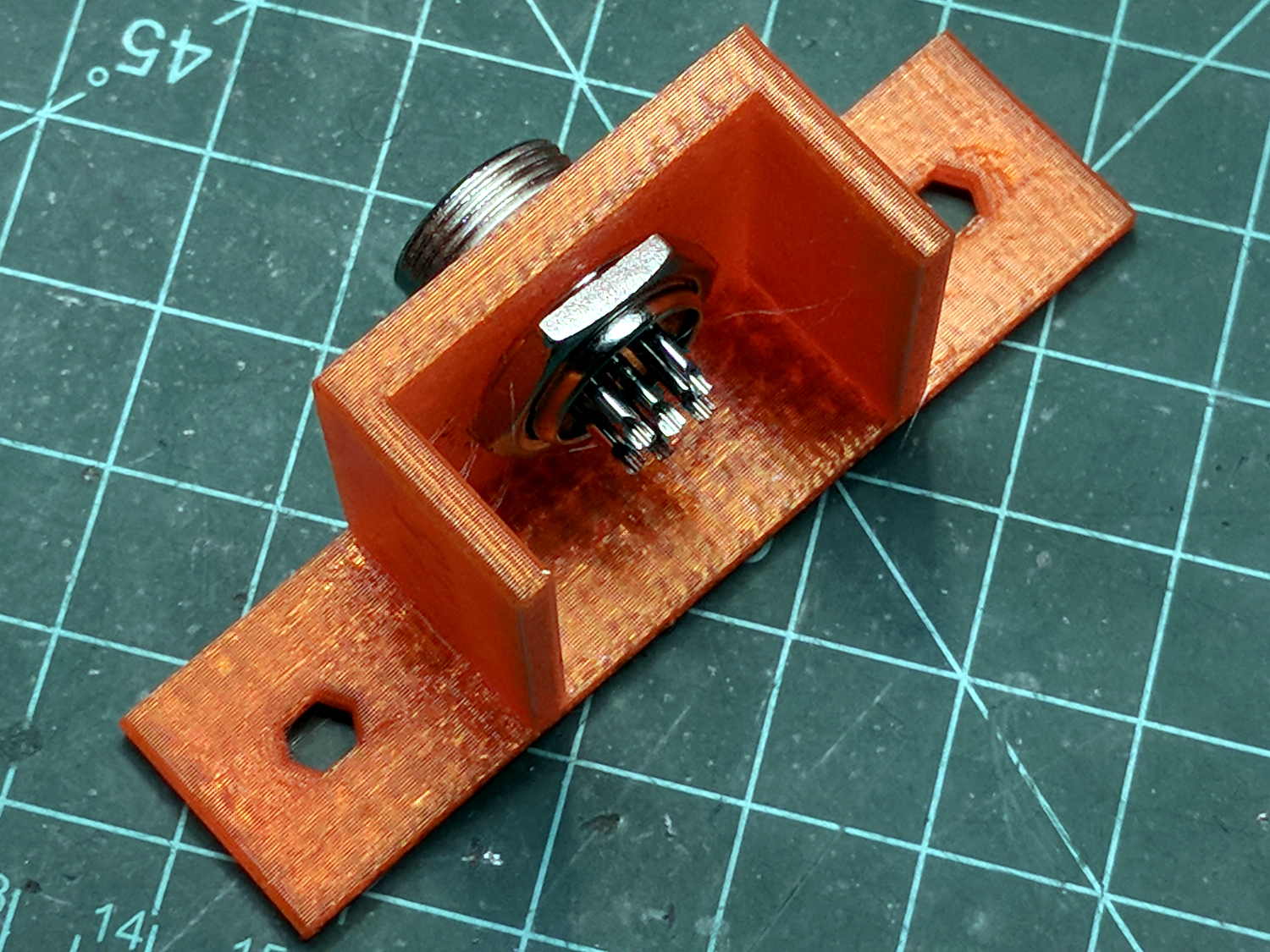
A laptop-style power brick supplies 24 V for the MPCNC’s stepper motors, but I didn’t want it wandering around on the Basement Laboratory floor and getting in trouble, so a pair of brackets seemed in order:

They build flat on their backs to avoid support material:

The nicely rounded corners produce a very thin line of plastic on the first layer, so the model now has thicker base plates to improve the situation. A set of mouse ears would keep the tips pasted to the glass.
The OpenSCAD source code as a GitHub Gist:
This file contains hidden or bidirectional Unicode text that may be interpreted or compiled differently than what appears below. To review, open the file in an editor that reveals hidden Unicode characters.
Learn more about bidirectional Unicode characters
| // Power Supply Brick brackets | |
| // Ed Nisley KE4ZNU 2018-02-26 | |
| Layout = "Show"; | |
| //– Extrusion parameters | |
| ThreadThick = 0.25; | |
| ThreadWidth = 0.4; | |
| HoleWindage = 0.3; // enlarge hole dia by this amount | |
| function IntegerMultiple(Size,Unit) = Unit * ceil(Size / Unit); | |
| Protrusion = 0.1; // make holes look good and joints intersect properly | |
| //– Useful sizes | |
| inch = 25.4; | |
| Tap10_32 = 0.159 * inch; | |
| Clear10_32 = 0.190 * inch; | |
| Head10_32 = 0.373 * inch; | |
| Head10_32Thick = 0.110 * inch; | |
| Nut10_32Dia = 0.433 * inch; | |
| Nut10_32Thick = 0.130 * inch; | |
| ID = 0; | |
| OD = 1; | |
| LENGTH = 2; | |
| //– Bracket Dimensions | |
| Brick = [170.0,66.0,40.0]; // overall size, add details in module | |
| Socket = [30.0,24.0]; // IEC power socket | |
| Cable = [6.0,15.0]; // DC output cable ID=wire OD=strain relief | |
| WallThick = 3.0; // default wall thickness | |
| BaseThick = 4.0; | |
| Screw = [5.1,10.0,3.0]; // screw size, more-or-less 10-32, OD & LENGTH for head | |
| NumSides = 3*4; | |
| //———————- | |
| // Useful routines | |
| module PolyCyl(Dia,Height,ForceSides=0) { // based on nophead's polyholes | |
| Sides = (ForceSides != 0) ? ForceSides : (ceil(Dia) + 2); | |
| FixDia = Dia / cos(180/Sides); | |
| cylinder(r=(FixDia + HoleWindage)/2, | |
| h=Height, | |
| $fn=Sides); | |
| } | |
| //———————- | |
| // Models | |
| module BrickMount(End="Both") { | |
| difference() { | |
| union() { | |
| hull() // main block | |
| for (i=[-1,1], j=[-1,1], k=[0,1]) | |
| translate([i*(Brick.x/2 + WallThick – WallThick), | |
| j*(Brick.y/2 + WallThick – WallThick), | |
| k*(Brick.z + WallThick – WallThick)]) | |
| sphere(r=WallThick,$fn=NumSides); | |
| hull() // screw flanges | |
| for (i=[-1,1], j=[-1,1]) | |
| translate([i*(Brick.x/2 + WallThick – BaseThick), | |
| j*(Brick.y/2 + WallThick + 2*Screw[OD] – BaseThick), | |
| 0]) | |
| sphere(r=BaseThick,$fn=NumSides); | |
| } | |
| for (i=[-1,1], j=[-1,1]) // remove screw holes | |
| translate([i*(Brick.x/2 + WallThick – Screw[OD]), | |
| j*(Brick.y/2 + WallThick + Screw[OD]), | |
| -Protrusion]) | |
| rotate(180/6) | |
| PolyCyl(Screw[ID],2*WallThick,6); | |
| translate([0,0,Brick.z/2]) // remove center part to leave ends | |
| cube([(Brick.x + 2*WallThick – 4*Screw[OD]),2*Brick.y,2*Brick.z],center=true); | |
| if (End == "Socket") | |
| translate([Brick.x/2,0,Brick.z/2]) // remove cable end to leave socket | |
| cube([(Brick.x + 2*WallThick – 4*Screw[OD]),2*Brick.y,2*Brick.z],center=true); | |
| if (End == "Cable") | |
| translate([-Brick.x/2,0,Brick.z/2]) // remove socket end to leave cable | |
| cube([(Brick.x + 2*WallThick – 4*Screw[OD]),2*Brick.y,2*Brick.z],center=true); | |
| translate([0,0,Brick.z/2 – Protrusion/2]) // remove power supply brick from interior | |
| cube(Brick + [0,0,Protrusion],center=true); | |
| translate([0,0,-Brick.z]) // remove below XY plane | |
| cube(2*Brick,center=true); | |
| translate([0,0,Brick.z/2]) // remove AC socket | |
| rotate([0,-90,0]) | |
| rotate(90) | |
| linear_extrude(height=Brick.x,convexity=2) | |
| square(Socket,center=true); | |
| translate([0,0,Brick.z/2]) // remove DC cable | |
| rotate([0,90,0]) | |
| rotate(180/8) | |
| PolyCyl(Cable[OD],Brick.x,8); | |
| translate([Brick.x/2,0,Brick.z/4 – Protrusion/2]) // … and wire slot | |
| cube([Brick.x,Cable[ID],Brick.z/2 + Protrusion],center=true); | |
| } | |
| } | |
| //———————- | |
| // Build it | |
| if (Layout == "Show") | |
| BrickMount("Both"); | |
| if (Layout == "Build") { | |
| translate([5,0,Brick.x/2 + WallThick]) | |
| rotate([0,90,0]) | |
| BrickMount("Cable"); | |
| translate([-5,0,Brick.x/2 + WallThick]) | |
| rotate([0,-90,0]) | |
| BrickMount("Socket"); | |
| } | |