My father used a little chisel for some unknown purpose while he was an instrument repair tech at Olmstead AFB during the mid-60s. Its homebrew wood handle eventually disintegrated and I made a quick-and-truly-dirty replacement from epoxy putty and heatshrink tubing, promising that I’d eventually do better.
Seeing as how I use it to pop objects off the M2’s build platform and being in need of a tall, skinny object to see how PETG works with towers, that chisel now has a nice magenta handle:
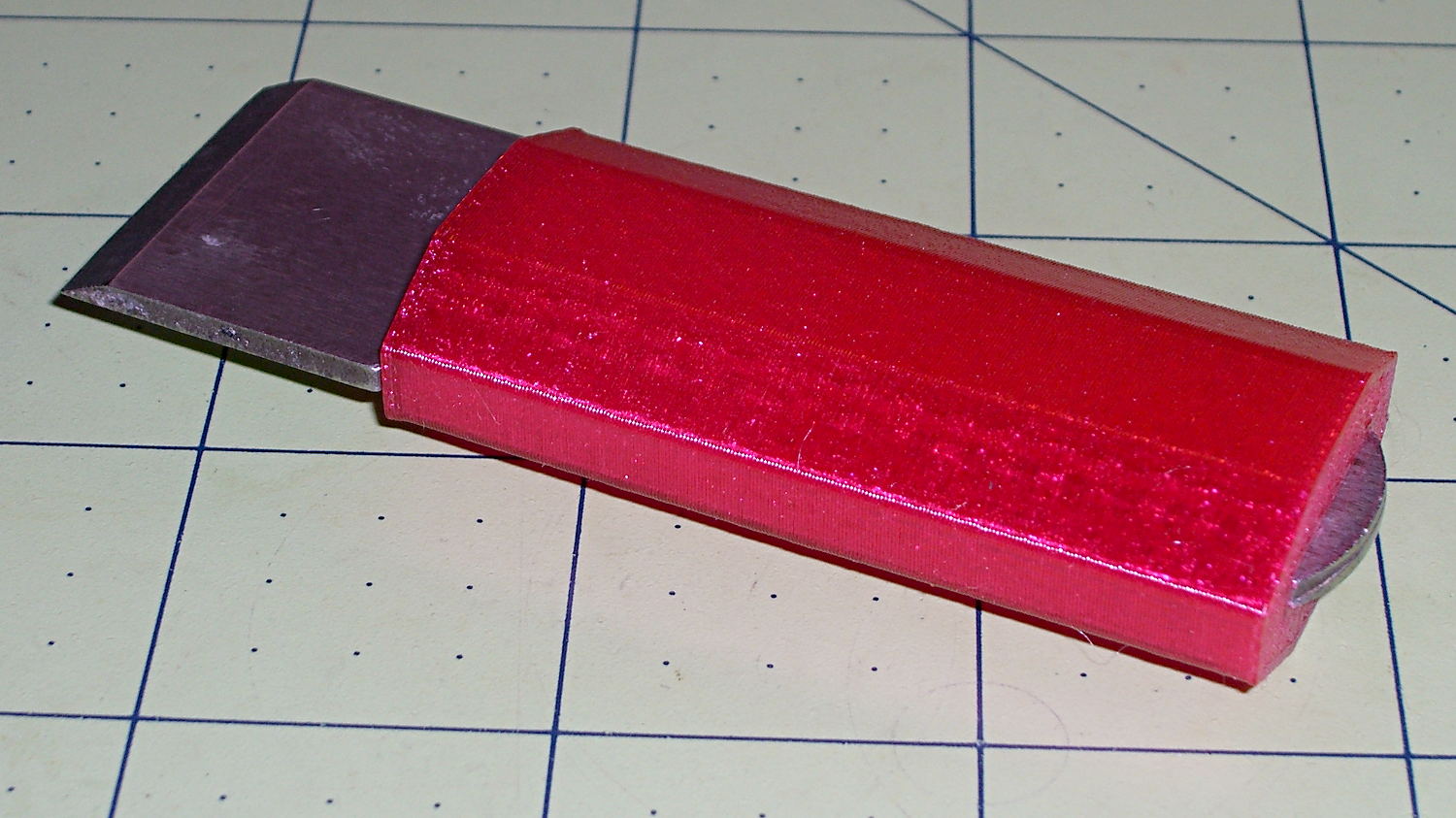
Well, OK, it may not be the prettiest handle you’ve ever seen, but it’s much better than an epoxy turd, as measured along several axes.
Incidentally, epoxy putty bonds to clean steel like there’s no tomorrow. I had to file the last remaining chunks off and sandpaper the residue down to clean steel again.
The solid model shows it in build-a-tower mode:
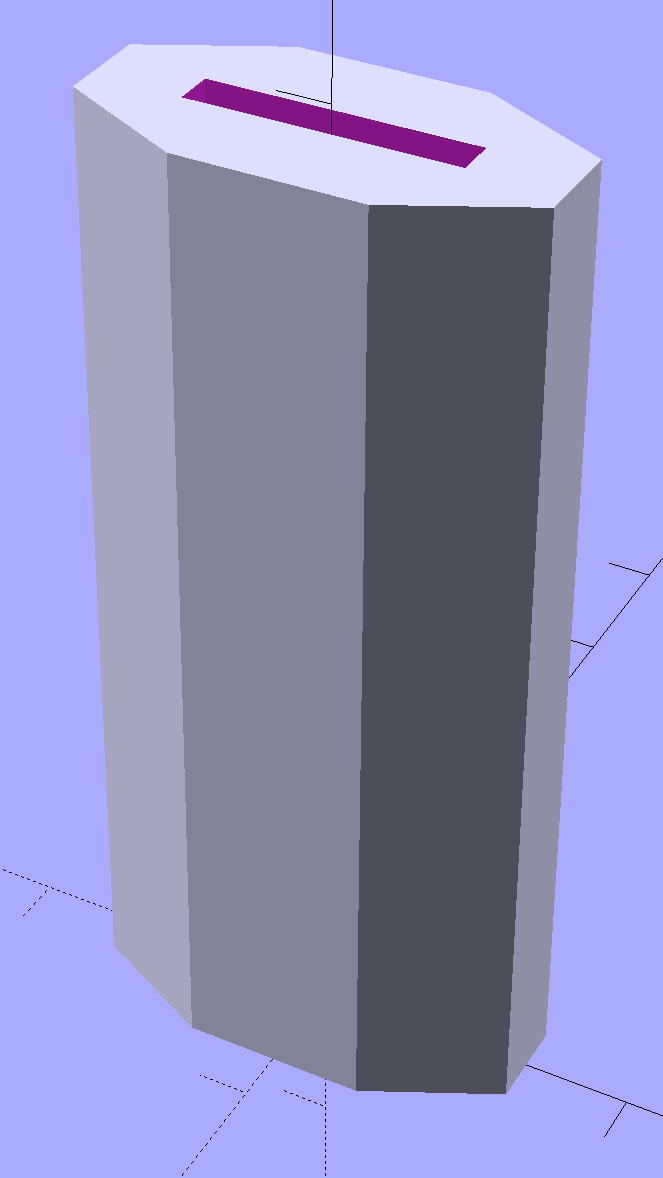
I think at least one rounded end would improve its appearance. Two rounded ends would make it un-printable in that orientation, although a low-vertex polygonal approximation might have enough of a flat bottom to suffice. Given how long it took me to replace the epoxy, that could take a while.
The central slot fits snugly around the handle, requiring persuasion from a plastic mallet to set in in position.
Once again, the nozzle shed a small brown PETG booger after the first few layers:
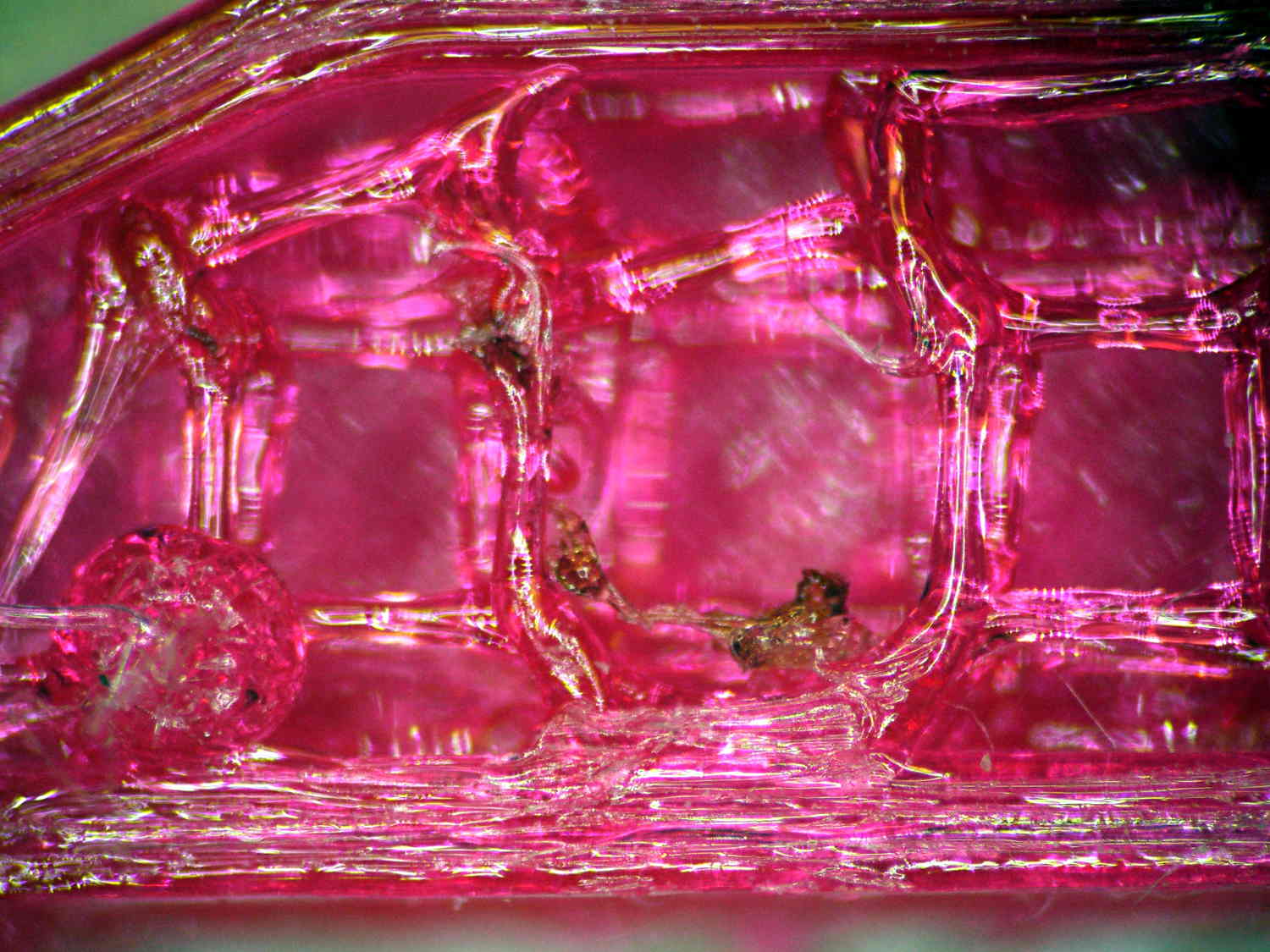
I’m beginning to think PETG infill needs more attention than I’ve been giving it: that’s 15% 3D Honeycomb combined over three layers.
The OpenSCAD source code:
// Chisel Handle
// Ed Nisley KE4ZNU - March 2015
Layout = "Show"; // Show Build
//-------
//- Extrusion parameters must match reality!
ThreadThick = 0.25;
ThreadWidth = 0.40;
HoleWindage = 0.2;
Protrusion = 0.1; // make holes end cleanly
function IntegerMultiple(Size,Unit) = Unit * ceil(Size / Unit);
//-------
// Dimensions
Shank = [16.0,2.4,59]; // width, thickness, length to arched end
BladeWidth = 27.0;
HandleSides = 8;
//-------
module ShowPegGrid(Space = 10.0,Size = 1.0) {
RangeX = floor(95 / Space);
RangeY = floor(125 / Space);
for (x=[-RangeX:RangeX])
for (y=[-RangeY:RangeY])
translate([x*Space,y*Space,Size/2])
%cube(Size,center=true);
}
module PolyCyl(Dia,Height,ForceSides=0) { // based on nophead's polyholes
Sides = (ForceSides != 0) ? ForceSides : (ceil(Dia) + 2);
FixDia = Dia / cos(180/Sides);
cylinder(r=(FixDia + HoleWindage)/2,h=Height,$fn=Sides);
}
module Handle() {
difference() {
scale([1.0,0.5,1.0])
rotate(180/HandleSides)
cylinder(d=BladeWidth/cos(180/HandleSides),h=Shank[2],$fn=HandleSides);
translate([0,0,Shank[2]/2])
cube(Shank + [0,0,2*Protrusion],center=true);
}
}
//-------
// Build it!
//ShowPegGrid();
if (Layout == "Show") {
Handle();
}
if (Layout == "Build") {
translate([0,0,0])
rotate([0,0,0])
Handle();
}

Comments
2 responses to “Build Platform Chisel Handle”
I found the boogers mostly came during threads picked up from the infill. Infill seemed to come out sparse and thready. Bumping up infill extrusion width to 150-200% improved that. Slic3r does appear to have independent infill extrusion width control, you might try that. Doing that simultaneously with infill every 3 layers might be aggressive, though.
I’m not sure what “Combine the infill every n layers” really does, because Slic3r still sends the nozzle over the infill, extruding as it goes, during every perimeter layer.
I think more plastic comes out, so perhaps it’s enlarging the infill pattern and printing every third layer of that to get a fatter approximation.
In any event, the large globs have mostly Gone Away in more recent parts, although very fine strings still happen on the outside of multiple objects printed at the same time.