After getting the Sherline running with the Mesa 5I25, I could return to milling cursor hairlines for the Tek Circuit Computer:
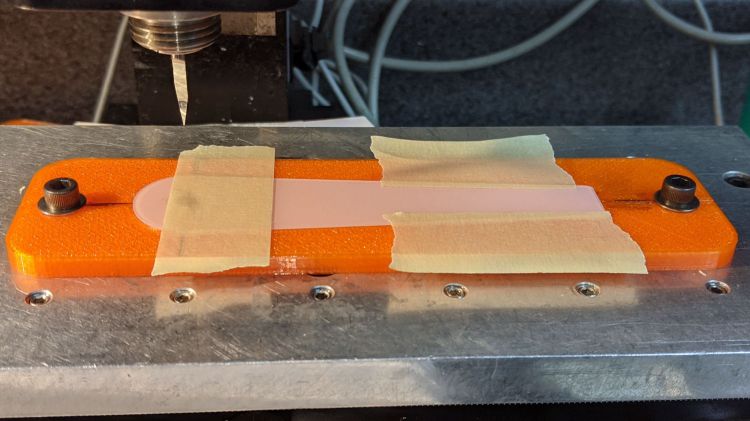
That’s the fixture intended for Gyros circular saw blades, repurposed for V tool engraving. The V tool in the Sherline tool holder collet is one of the ten-pack from the CNC 3018, unused until this adventure.
The actual setup had a scrap cursor secured with a strip of Kapton tape:

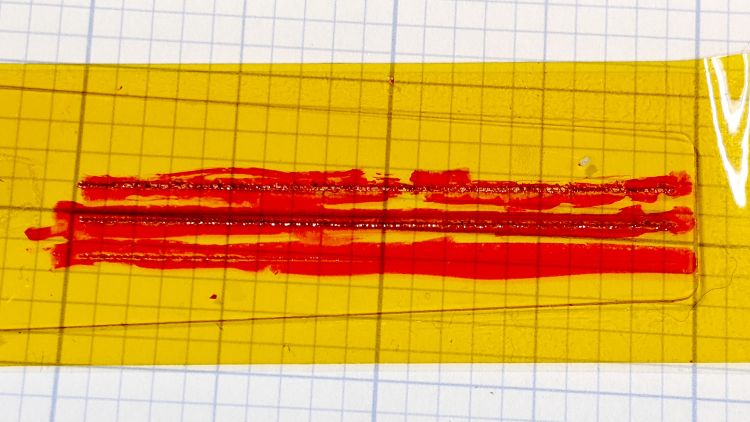
Those are three passes at (nominal) depths of 0.2, 0.3, and 0.4 mm (bottom to top) with a pre-existing hairline visible just above the second pass. The spindle ran at the Sherline’s top speed of just under 10 kRPM with no coolant on the workpiece.
I touched off the 0.2 mm cut by lowering the tool 0.1 mm at a time until it just left a mark on the Kapton tape, after a coarse touch-off atop a 0.5 mm plastic card, and calling it zero.
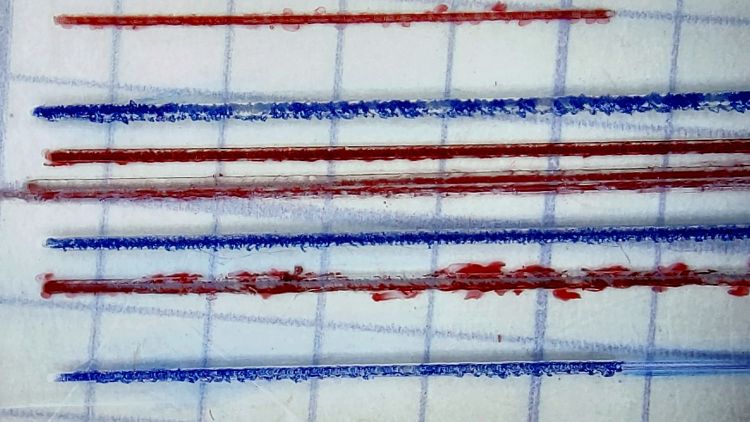
Scribbling over the cuts with a red Industrial Sharpie looked downright gory:
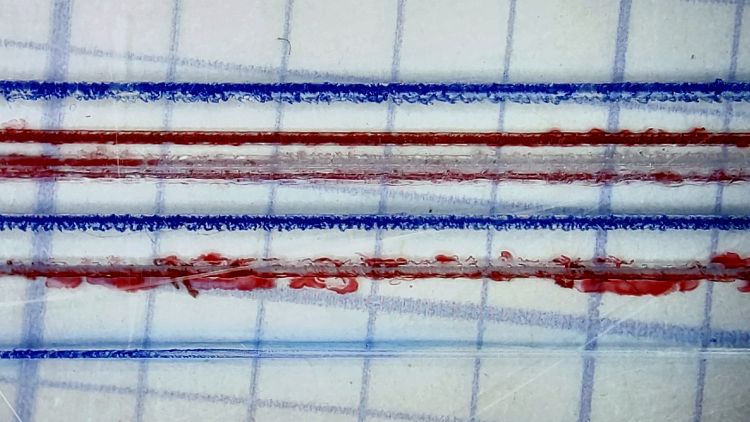
Peeling the tape and applying a cloth moistened with denatured alcohol showed three gnarly hairlines:
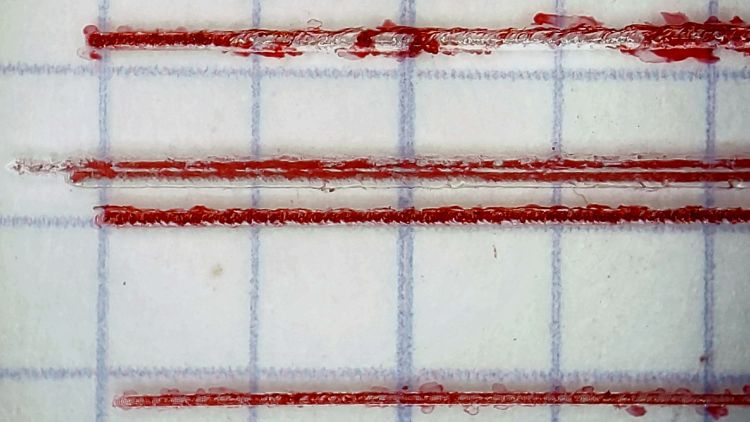
The top hairline shows distinct signs of melted PET plastic along the trench, with poor color fill due to the Sharpie not sticking to / wiping off the smooth-ish trench bottom. The next one is the existing saw-cut hairline with the lead-in cut over on the left.
The 0.3 and 0.2 mm hairlines look much better, with less debris and more complete fill. Unfortunately, the right side of the Sherline’s tooling plate seems to be a few tenths of a millimeter lower than the left, causing the 0.2 mm hairline to … disappear … where the cutter skipped up onto the Kapton tape:
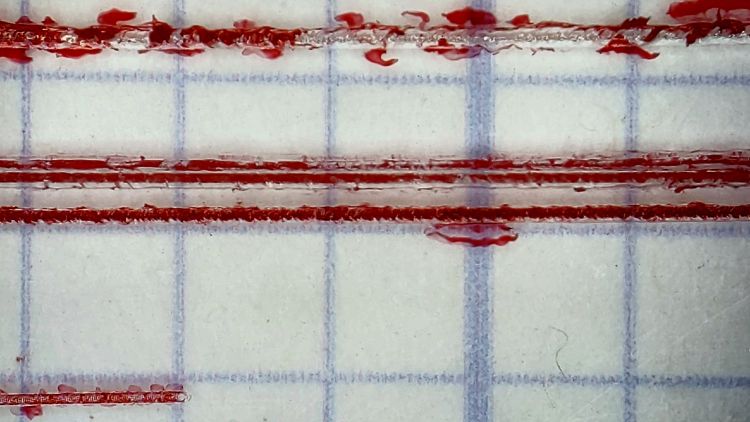
Now, in practical terms, this is the first time I’ve actually needed platform alignment to within a hundred microns in subtractive machining. As some folks discover to their astonishment, however, 3D printing does require that level of accuracy:
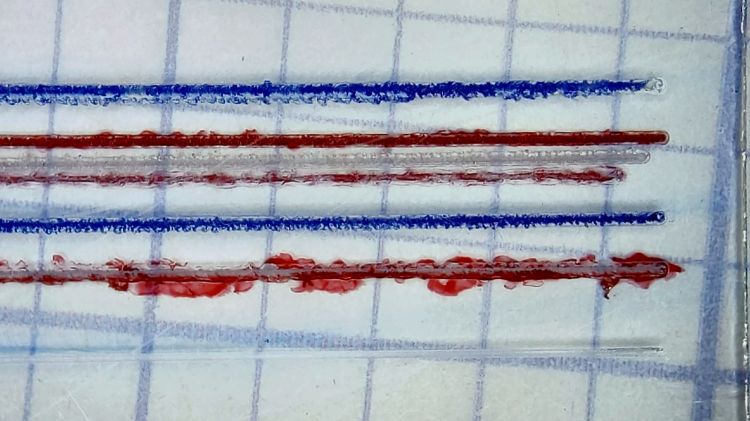
Engraving through a layer of tape isn’t the right way to do it and some coolant will definitely improve the results, so I ignored the alignment issue, remounted the same scrap cursor with the red hairlines on the bottom, pulled a strip of water + detergent along the tool path, cut the same hairlines, and colored the trenches with blue Industrial Sharpie:
The 0.2 mm hairline on the bottom becomes a line as the V bit begins sliding along the surface at 10 kRPM without cutting:
The 0.3 mm hairline looks pretty good and the 0.4 mm hairline remains too rugged by the end of the passes. I think the actual depth of cut is at least 0.05 mm less than at the start:
Obviously, neurotically precise touchoff carries a big reward, as will aligning the tooling plate to an absurd degree.
A real machinist simply flycuts the top of an offending part / fixture / tooling plate to align it with the machine’s spindle, but I have a sneaky suspicion the real problem is a speck (or ten) of swarf between the Sherline’s table and the tooling plate; better cleanliness and attention to detail may improve the situation.

Comments
One response to “Tek CC Milled Cursor vs. Speed vs. Coolant”
[…] Engraving a 0.2 mm deep hairline in a Tek Circuit Computer cursor showed the fixture had a bit of a tilt: […]