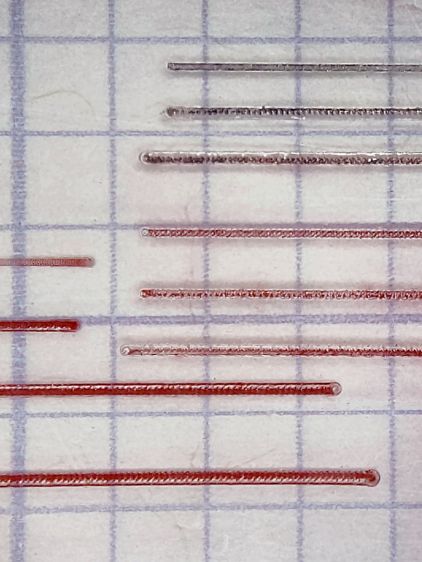
Without much in the way of fixturing, a small V engraving bit cuts surprisingly nice hairlines:
It’s an anonymous HSS bit similar to the fancy ones with “blue nano” or “titanium” coatings, which I’m sure have the same effectiveness as the “gold” coating on audio plugs and jacks.
The tip is pretty close to the stated 0.1 mm. The included V angle looks like 22.5°, but the descriptions use the half angle, so it’s either a generous 10° or a scant 15°, take your pick.
It’s turning at 4000 RPM in the Sherline spindle, which is much too slow for such a tiny cut. No coolant, nothing fancy.
The lower left group ran at increasing depths from 0.0 to about 0.6 mm, with the deepest one looking surprisingly good.
It’s all manual jogging at either 12 or 24 inch/min and, when you (well, I) count the swirls across those 100 mil grids, the spindle really is turning at 4 kRPM. Gotta love it when the numbers work out!
These are obviously the best-looking hairlines yet, so I must tweak the GCMC source to do the right thing with the existing fixture.

Comments
One response to “Tek Circuit Computer: V Engraved Hairlines”
[…] getting the Sherline running with the Mesa 5I25, I could return to milling cursor hairlines for the Tek Circuit […]