Creating a paper version of the Tektronix Circuit Computer requires nothing more than a drag knife to cut the deck outlines:
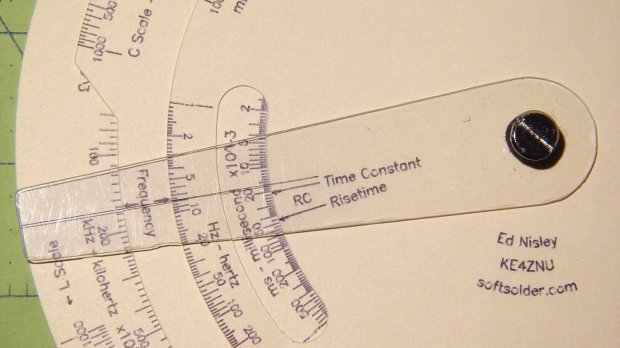
The middle deck is a disk with a notch exposing the FL scale, a cutout window exposing the inductive time constant / risetime scale, and a wee circle for the Chicago screw in the middle:
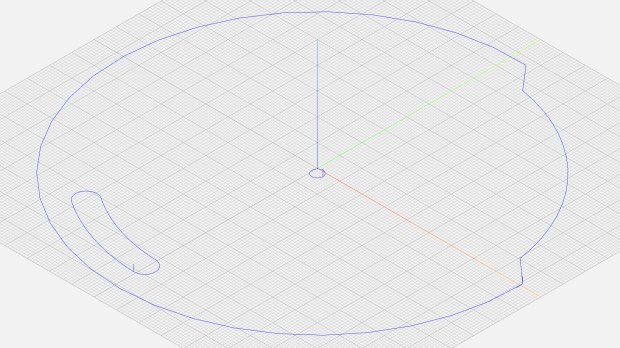
Three angles define the notch:
FLNotchArc = 85deg; // width exposing FL scale
FLRampArc = 7deg; // … width of entry & exit ramps
FLNotchOffset = 2deg; // … start angle from 0°Given those, along with the deck radius and notch height (equals the underlying scale height), calculate four points defining the start and end of the ramps and connect the dots:
local a0 = FLNotchOffset;
local p0 = DeckRad * [cos(a0),sin(a0),-];
local a1 = a0 + FLNotchArc;
local p1 = DeckRad * [cos(a1),sin(a1),-];
goto(p0);
move([-,-,KnifeZ]);
arc_cw(p1,-DeckRad); // largest arc
local r = DeckRad - ScaleHeight;
local a3 = a1 - FLRampArc;
local p3 = r * [cos(a3),sin(a3),-];
local a4 = a0 + FLRampArc;
local p4 = r * [cos(a4),sin(a4),-];
move(p3);
arc_cw(p4,r); // smallest arc
move(p0); // end of notch
arc_cw([DeckRad,0,-],DeckRad); // round off cornerThe arc_cw() functions draw arcs, as you’d expect, with a positive radius tracing the shortest arc and a negative radius for the longest arc. Although I know how that works, I must still preview the result to verify the G-Code does what I want, not what I said.
The unhappy result of a wrong sign:

GCMC uses the (signed) radius to generate the XY coordinates and IJ offsets for G2 commands in the preferred center format:
G0 X88.846 Y3.103
G1 Z-2.000
G2 X4.653 Y88.778 I-88.846 J-3.103Cutting the window starts from its angular width and offset, which are hardcoded magic numbers from the Tek artifact, and proceeds similarly:
local WindowArc = 39deg;
local ac = -6 * ScaleArc; // center of window arc
local r0 = DeckRad - ScaleHeight; // outer
local r1 = DeckRad - 2 * ScaleHeight; // inner
local aw = WindowArc - to_deg(atan(ScaleHeight,(r0 + r1)/2)); // window arc minus endcaps
local p0 = r0 * [cos(ac + aw/2),sin(ac + aw/2),-];
local p1 = r0 * [cos(ac - aw/2),sin(ac - aw/2),-];
local p2 = r1 * [cos(ac - aw/2),sin(ac - aw/2),-];
local p3 = r1 * [cos(ac + aw/2),sin(ac + aw/2),-];
goto(p0);
move([-,-,KnifeZ]);
arc_cw(p1,r0); // smallest arc
arc_cw(p2,ScaleHeight/2); // half a circle
arc_ccw(p3,r1);
arc_cw(p0,ScaleHeight/2);Trust me on this: incorrect radius signs generate unrecognizable outlines. Which, of course, is why you preview the G-Code before actually cutting anything:
A similar hunk of code cuts the top deck; the bottom deck is a simple circle.
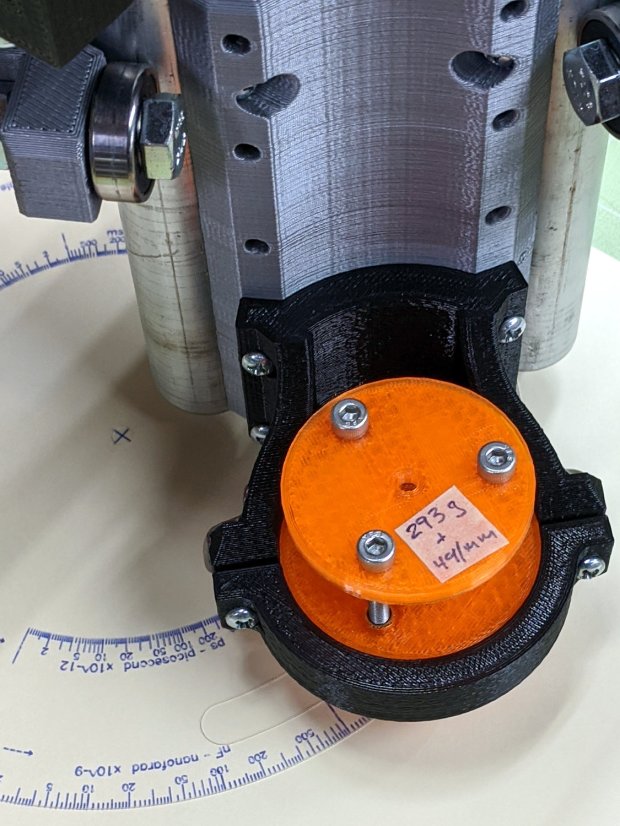
The workflow, such as it is:
- Tape a sheet of paper (Index stock, Basis 110 = 10 mil = 0.25 mm) at the center of the 3018-ProXL platform
- Plot (“engrave”) the scales with a pen
- Affix paper to a Cricut sticky mat taped to the MPCNC platform
- Touch off the origin at the middle
- Drag-cut (“mill”) the outlines
Less complex than it may appear, but the GCMC file now spits out two G-Code files per deck: one to engrave / draw the scales on the 3018 and another to mill / cut the outlines on the MPCNC.

Comments
3 responses to “Tek Circuit Computer: Drag Knife Deck Cutting”
[…] first pass at cutting laminated decks for the Homage Tektronix Circuit Computer left little uncut snippets at the starting point of the […]
[…] Tek Circuit Computer decks get their pivot holes cut with a drag knife on the MPCNC, but I won’t be too embarrassed the next time I deploy this […]
[…] set up a Tek Circuit Computer test deck within 0.2 mm and the other two within 0.1 mm, so it’s close […]