Ed Nisley's Blog: Shop notes, electronics, firmware, machinery, 3D printing, laser cuttery, and curiosities. Contents: 100% human thinking, 0% AI slop.
Given the angle between the two plates, I didn’t see any way to put a large hole though the center of the ball:
Micromark Ball Vise – 10 mm ball
A scrap of wood aligned the two plates somewhat better:
Micromark Ball Vise – wood block
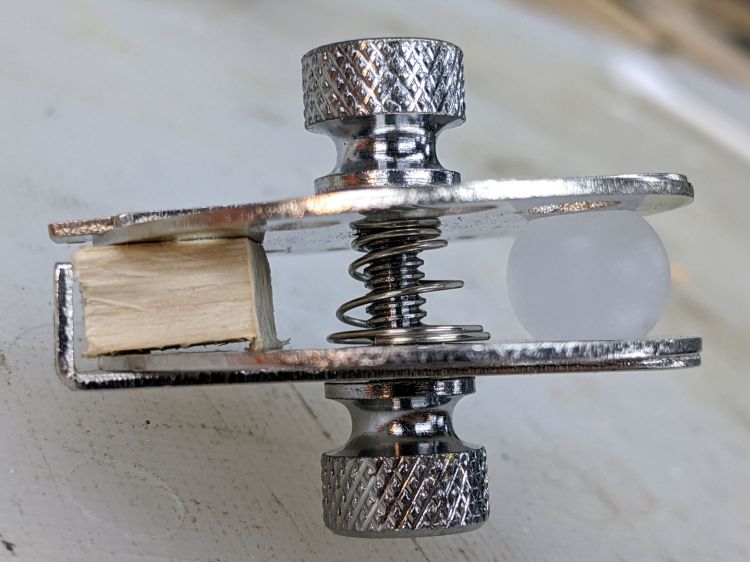
With that as a hint, the Box o’ Brass Cutoffs disgorged a better spacer, although the original screw was just an itsy too short:
Micromark Ball Vise – brass tube
Grabbing the modified vise in a machinist’s vise got me most of the way toward the goal:
Micromark Ball Vise – drill press
Polypropylene is grabby, so the drill stuck / rotated the ball inside the vise / made a mess:
Micromark Ball Vise – offset hole
A close look at the top picture shows the nasty ring around the hole (on the right side). The vise grips the ball between two holes punched in the metal plates, contacting it only at the right-angle (-ish) edges forming two rings, so there’s really not enough friction against the plastic to hold the ball in position and any slippage results in a gouge. Perhaps pearls / beads / jewelry behave differently?
Fortunately, I had a bag of 100 balls, so a few failures gave me enough of a clue to do what I should have done from the beginning:
Micromark Ball Vise – lathe ball hack
That’s silicone tape wrapped around a ball grabbed in the lathe chuck, with a center drill in the tailstock. There’s barely enough traction between the ball and the chuck to get the job done, but it worked out well enough to build a few new mirrors:
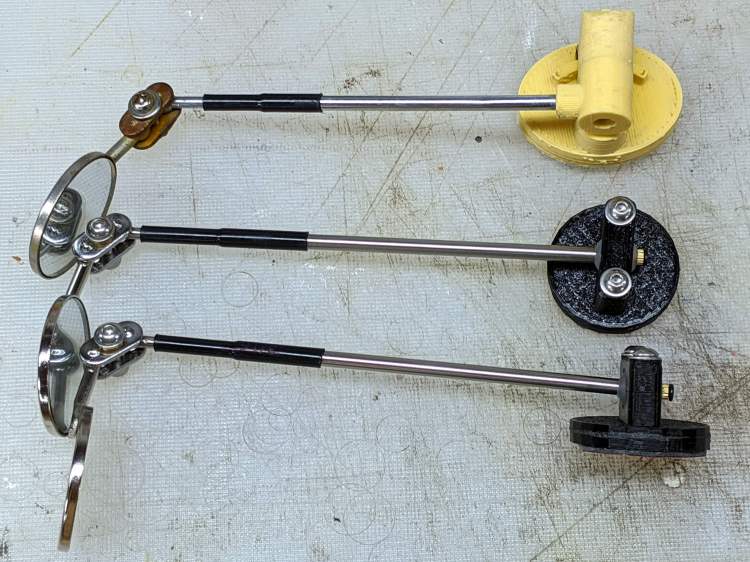
Helmet Mirror Ball Mount – new vs old
There’s obviously a better way, although it took a few weeks to shake out the solid model …
Contemporary vacuum cleaner dust brush heads have bristles in some combination of [long | short] with [flexy | stiff]. The long + flexy combination results in the bristles jamming the inlet and the short + stiff combo seems unsuited for complex surfaces. Shaking the Amazonian dice brought a different combination:
Vacuum cleaner dust brush assortment – with adapters
That’s the new one on the bottom and, contrary to what you might think from the picture, it is not identical to the one just above it.
In particular, the black plastic housing came from a different mold (the seam lines are now top-and-bottom) and required a new adapter for the Kenmore Progressive vacuum cleaner’s complicated wand / hose inlet, with a 3/4 inch PVC pipe reinforcement inside.
Early reports indicate it works fine, so I’ll declare a temporary victory in the war on entropy.
The general idea is to hold the wave washer (it’s mashed under the flat washer, honest) above those bumps on the plate holding the mirror and stalk balls. It’s a few millimeters from the end of a ¼ inch brass rod, drilled for the M3 screw, and reduced to 4.5 mm with a parting tool to clear the bumps.
While I was at it, I made two spare mirrors, just to have ’em around:
I should replace the steel clamp plates with a stainless-steel doodad of some sort to eliminate the unsightly rust, but that’s definitely in the nature of fine tuning.
However, it’s worth noting my original, butt-ugly Az-El mounts lasted for all of those nine years, admittedly with adjustments along the way, which is far more than the commercial mountsmaking me unhappy enough to scratch my itch.
Scaling it down for a 10 mm polypropylene ball around the base of the 30 mm inspection mirror’s shaft simplified everything:
Helmet Mirror Ball Mount – drilled ball test
I’m reasonably sure I couldn’t have bought 100 polypro balls for eight bucks a decade ago, but we’ll never know. Drilling the hole was a complete botch job, about which more later. The shaft came from a spare mirror mount I made up a while ago; a new shaft appears below.
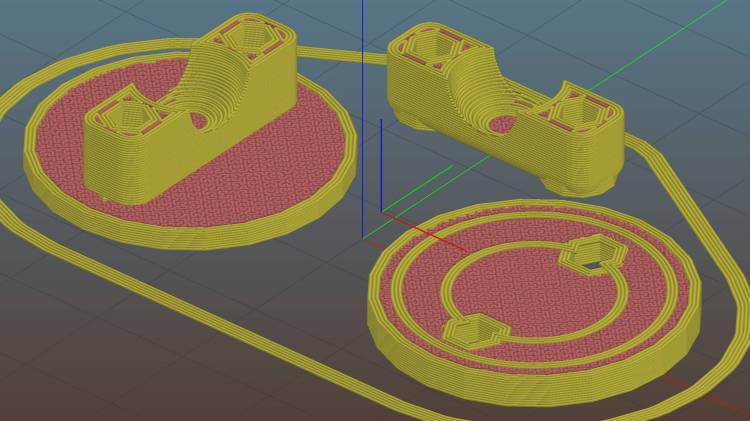
The solid model, like Gaul, is in three parts divided:
Helmet Mirror Ball Mount – Slic3r
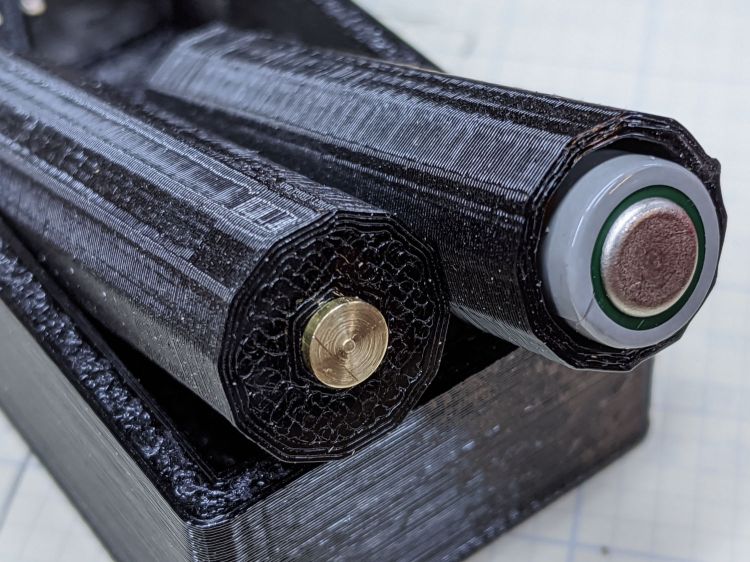
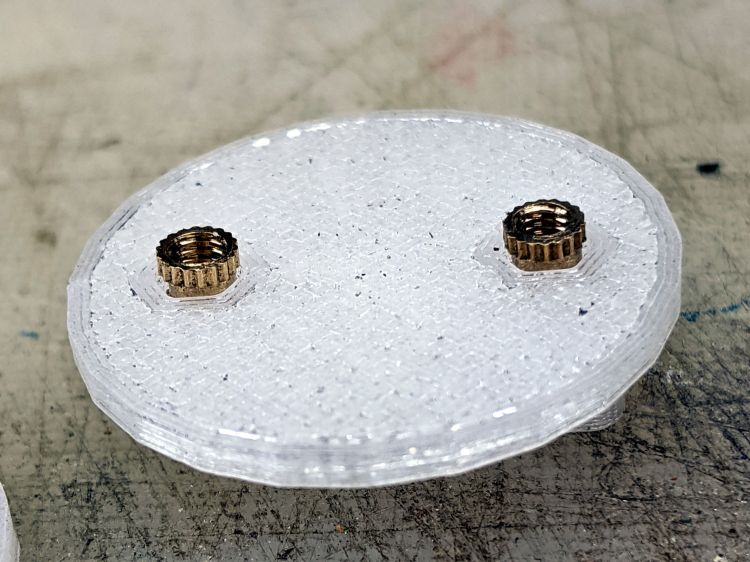
The helmet plate (on the right) has a slight indent more-or-less matching the helmet curvature and gets a layer of good double-stick foam tape. The clamp base (on the left) has a pair of brass inserts epoxied into matching recesses below the M3 clearance holes:
Helmet Mirror Ball Mount – inserts
A layer of epoxy then sticks the helmet plate in place, with the inserts providing positive alignment:
Helmet Mirror Ball Mount – plates
The clamp screws pull the inserts against the plastic in the clamp base, so they can’t pull out or through, and the plates give the epoxy enough bonding surface that (I’m pretty sure) they won’t ever come apart.
I turned down a 2 mm brass insert to fit inside the butt end of the mirror shaft and topped it off with a random screw harvested from a dead hard drive:
Helmet Mirror Ball Mount – assembled – rear view
At the start, it wasn’t obvious the shaft would stay stuck in the ball, so I figured making it impossible to pull out would eliminate the need to find it by the side of the road. As things turned out, the clamp exerts enough force to ensure the shaft ain’t goin’ nowhere, so I’ll plug future shafts with epoxy.
The front side of the clamp looks downright sleek:
Helmet Mirror Ball Mount – assembled – front view
Well, how about “chunky”?
The weird gray-black highlights are optical effects from clear / natural PETG, rather than embedded grunge; it looks better in person. I should have used retina-burn orange or stylin’ black.
This mount is much smaller than the old one and should, in the event of a crash, not cause much injury. Based on how the running light clamp fractures, I expect the clamp will simply tear out of the base on impact. In the last decade, neither of us has crashed, so I don’t know what the old mount would do.
The clamp is 7 mm thick (front-to-back), set by the M3 washer diameter, with 1.5 mm of ball sticking out on each side. The model has a kerf one thread high (0.25 mm) between the pieces to add clamping force and, with the screws tightened down, moving the ball requires a disturbingly large effort. I added a touch of rosin and that ball straight-up won’t move, which probably means the shaft will bend upon droppage; I have several spare mirrors in stock.
On the other paw, the ball turns smoothly in the clamp and it’s easy to position the shaft as needed: much better than the old Az-El mount!
The inspection mirror hangs from a double ball joint which arrives with a crappy screw + nut. I epoxied the old mirror mount nut in place, but this time around I drilled the plates for a 3 mm stainless SHCS, used a wave washer for a bit of flexible force, and topped it off with a nyloc nut:
Helmet Mirror Ball Mount – mirror joint
I’m unhappy with how it looks and don’t like how the washer hangs in free space between those bumps, so I may eventually turn little brass fittings to even things out. It’s either that or more epoxy.
So far, though, it’s working pretty well and both units meet customer requirements.
This file contains hidden or bidirectional Unicode text that may be interpreted or compiled differently than what appears below. To review, open the file in an editor that reveals hidden Unicode characters.
Learn more about bidirectional Unicode characters