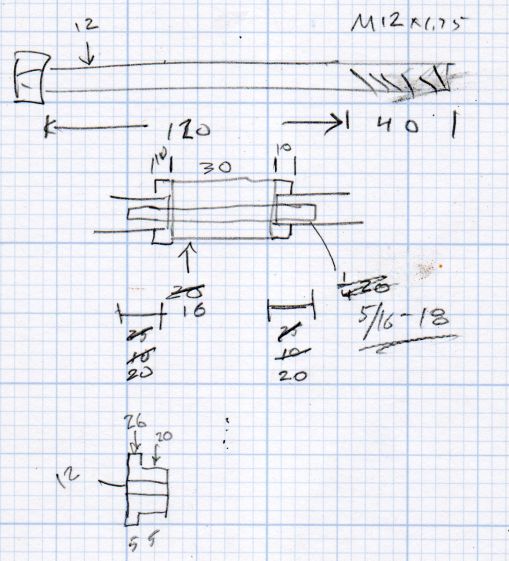
The ER-16 and ER-32 collet chucks use an M12×1.75 bolt to snug their MT3 tapers in the Mini-Lathe spindle. As nearly as I could figure, I needed a 190 mm bolt to get enough thread engagement, but the nearest available sizes were either too short or too long.
Fortunately, making round things is what a lathe is all about:

The aluminum bellyband adds 30 mm to the length and aligns the bolt sections, with the threaded section from a long 5/16-18 bolt inside holding the metric bolt together:

Although I got it right on the first try (!), the bellyband lets me fine-tune the length as needed.
The original dimension doodle and some in-flight updates:
The fancy brass / bronze washer comes from a battered rod with mushroomed ends. A pair of V-blocks let me cut a chunk off one end with negligible drama:
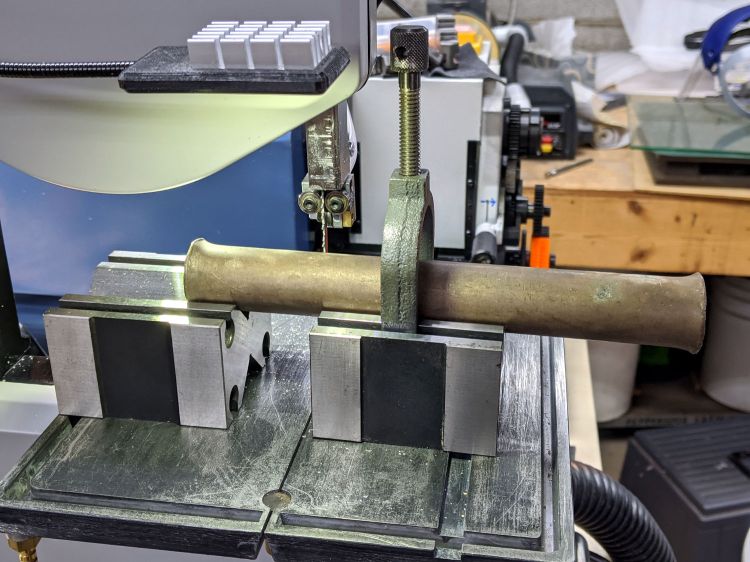
It’s clamped firmly to the right block and a few licks with a file knocked off enough of the mushroom on the left end to put it flat(-ish) into the V; the near side of the right block is barely raised off the surface.
Face off the mushroom to get a flat spot for a center drill:

Some peaceful turning & boring produces a pretty washer:

The bore needed a bit of relief to seat the bolt head squarely on the outer surface:

And then It Just Fit™:

Loctite on the inner bolt threads should keep everything together.

Comments
2 responses to “Mini-Lathe ER Collet Chuck Drawbar”
In general, do you leave the collect chuck in place on your lathe, the three-jaw chuck, or what ever you last used? Just wondering about workflow.
The collets are so specialized they come out only when absolutely needed for a particular widget and, in point of fact, they’ve been needed only once since I got ’em, whereupon I discovered the drawbar bolt really wasn’t quite long enough for safe turning.
There’s also a slightly oversized four-jaw chuck in its box, awaiting corrective backplate surgery. I didn’t really use the hulking four-jaw chuck on the old South Bend very much at all, which is why it’s still on the to-do list.