While pulling together a talk on OpenSCAD modeling (more on this later), I ran off a batch of calibration and “torture test” objects, with the intent of seeing how my somewhat modified M2 performs. The short answer is that you (well, I) can’t ask for anything better…
Using my OpenSCAD module based on nophead’s polyholes to adjust low-vertex polygons by a constant +0.2 mm produces results that are within ±0.1 mm of the nominal value for holes larger than 3.0 mm:
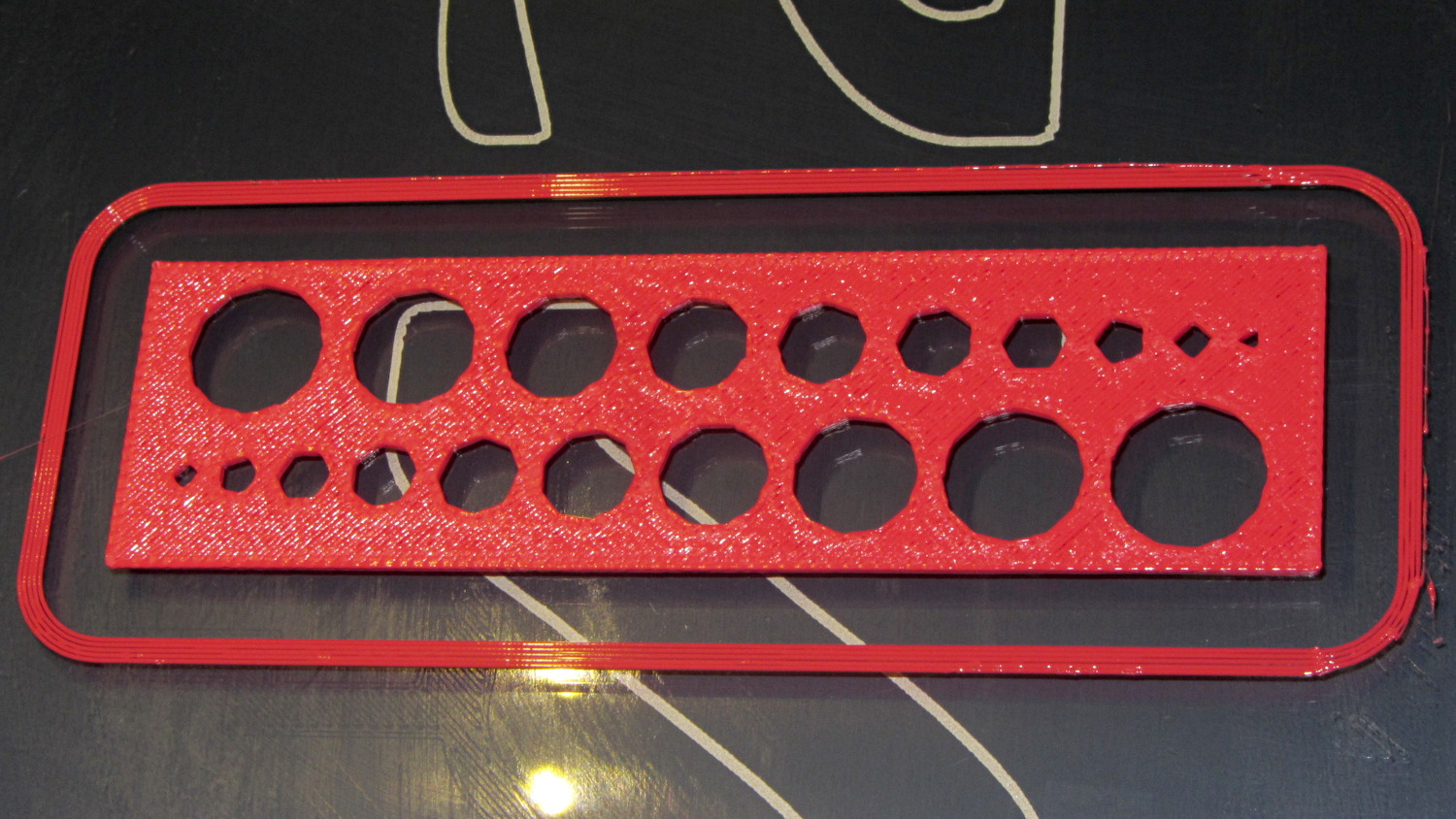
That level of as-printed cleanliness is typical: no stringing, no hair, no misplaced globs, no retraction problems. Basically, the plastic shape on the platform matches the mathematical shape on screen.
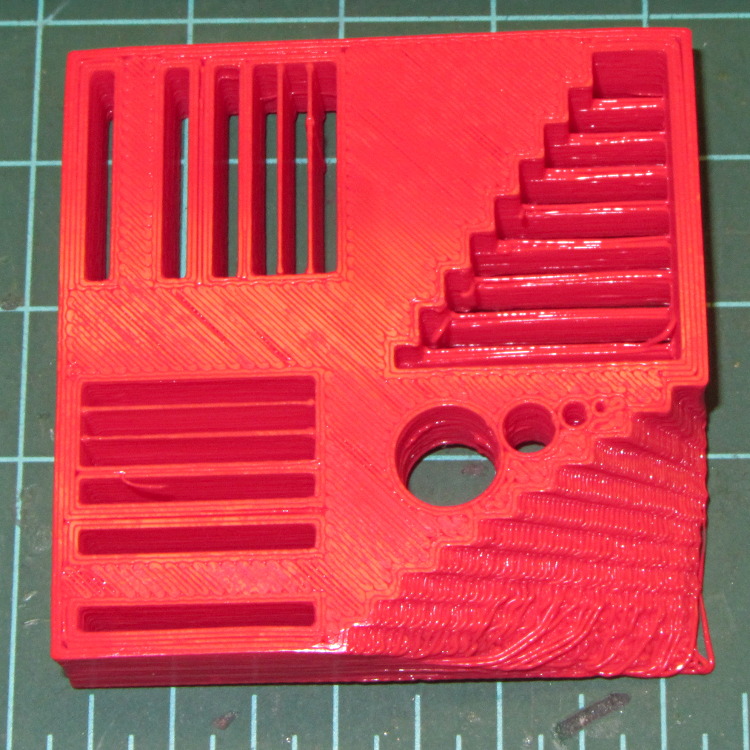
Goaran’s Calibration Block came out fine, except for the intended-to-be-impossible overhangs:
All of the linear features are with ±0.1 mm of nominal; both the 0.5 and 0.25 mm walls came out at 0.40 mm, because that’s the thread width. Slic3r doggedly puts a thread down the middle of hair-fine walls, which I think is a Good Thing.
The holes came out less than 0.3 mm undersize, which is about what you’d expect because they’re not pre-distorted and have far too many sides. The 1.0 and 0.5 mm diameter holes are present, but just barely visible; those simply aren’t reasonable sizes for this technology.
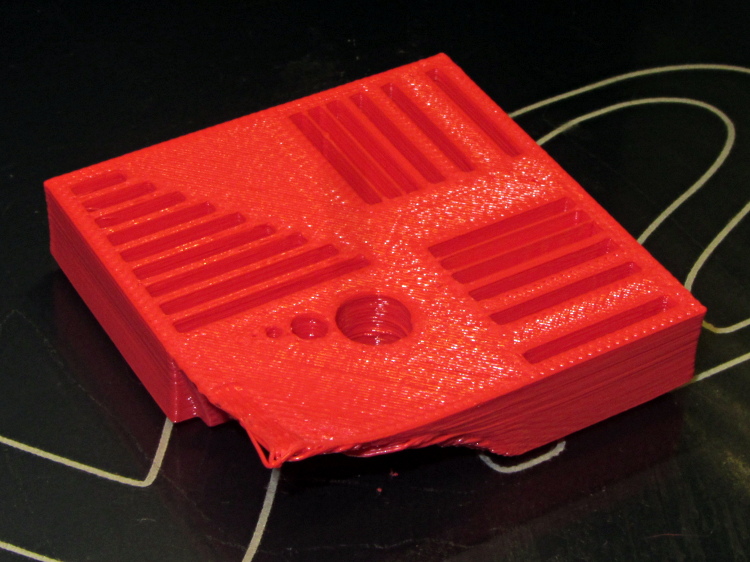
The bottom view shows a few strings in the bridge test area and more detail of the overhang:
Grouping the overhangs like that produced a flat surface that tended to curl upward, so the final slopes don’t match the design. In round numbers, the M2 can handle something like a 60° overhang reasonably well.
Cymon’s 3DHacker demo object came out OK, even the severe overhangs in the legs of the digit 3:
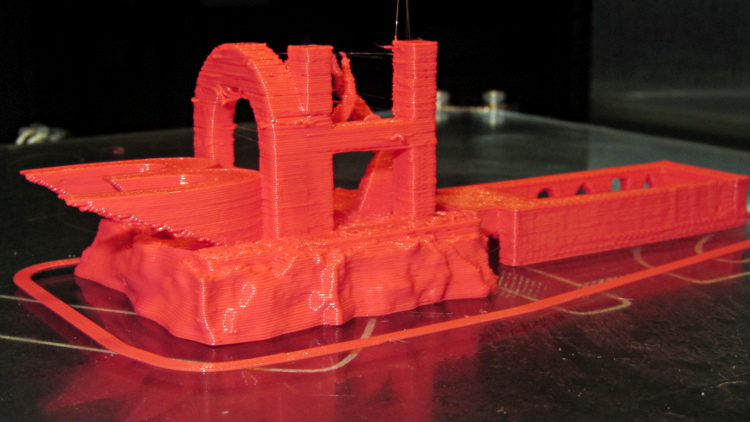
The top view shows the shape in the box looks fine, but with some curls in the main structure. The arch closed over a few random strands, so it’s rougher than I’d like:
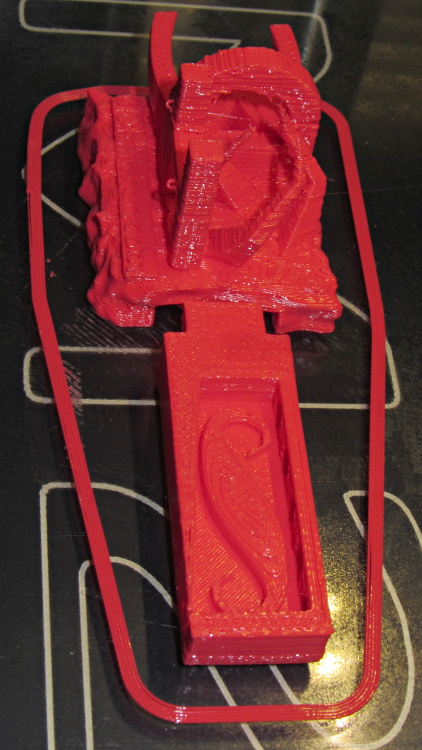
The spires are lumpy and there’s more striation than I’d like, but this lies well outside the realm of stuff that I build. If I were doing it for real, I’d add some support structures here & there.
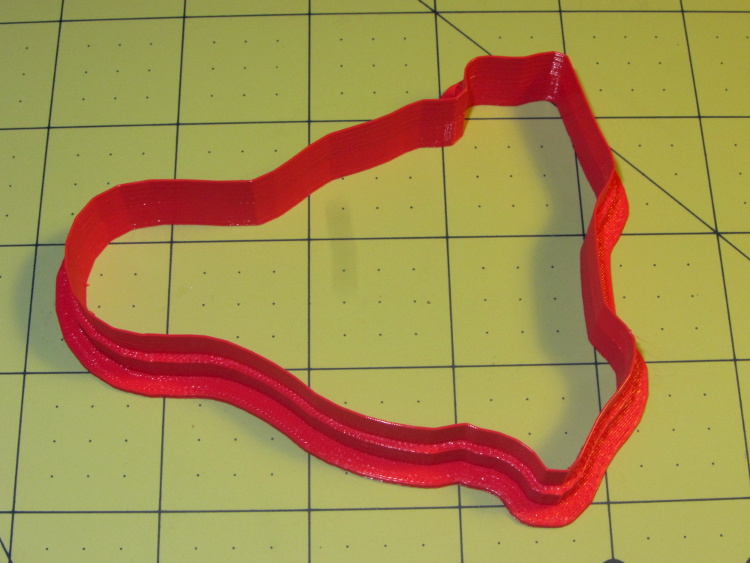
A new Tux Cookie Cutter is perfect:
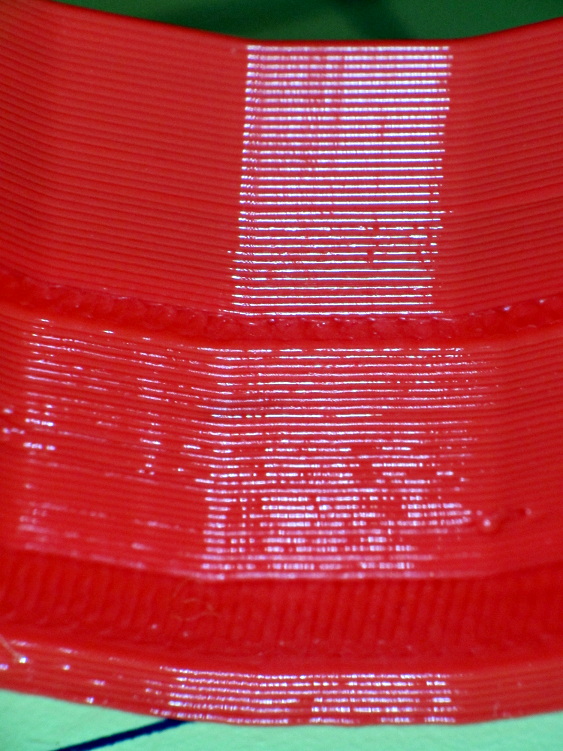
The wall stacks up neatly to the single-thread blade on the top, with none of the retraction glitches found in the Thing-O-Matic version:
So, all in all, I’d say there’s not much room for improvement.
Now, to coerce LinuxCNC into producing similar results on the same hardware, then proceed onward from there…