Ed Nisley's Blog: Shop notes, electronics, firmware, machinery, 3D printing, laser cuttery, and curiosities. Contents: 100% human thinking, 0% AI slop.
Sticking an extruded plastic thread to the platform of a 3D printer requires absolutely accurate alignment and spacing, maybe ±0.05 mm across the entire platform. I’ll leave the topic of automatic alignment measurement & compensation for another day; here’s how to measure the actual platform alignment.
If the wall thickness (in the XY plane) doesn’t come out exactly right, fix that first by verifying the filament diameter setting, then adjusting the Extrusion Multiplier. If the extruder doesn’t produce the same wall thickness that the slicer calls for, you won’t get good results from anything else. In this case, they all have 0.40 mm thick walls, with 0.25 mm layers.
The first layer of all five boxes should be identical:
M2 V4 nozzle – thinwall box first layer
If the platform isn’t absolutely flat and properly aligned, those five first layers won’t be the same thickness. It’s surprisingly easy to spot differences under 0.05 mm, so pay attention to what’s happening.
When they’re done, pop them off and measure their actual height. I measure across adjacent sides, leaving the corners / stray hairs / snot out of the measurement, and figure the eyeballometric average of the values, which usually differ by less than ±0.03 mm. Write the height on the side to eliminate future angst:
Thinwall Box – platform height
The boxes should be 5.00 mm tall, so the leftmost box is short by -0.02 mm and the rightmost by -0.15 mm. The five boxes were 4.98, 4.95, 4.93, 4.92, and 4.85, with a mean of 4.93 mm. The variation across the 200×250 mm platform is 0.13 mm, which is pretty good.
Comparing the bottom layers of those boxes, the first layer of the 4.85 mm box is definitely squashed:
Thinwall Hollow Boxes – first layer bottom view – 4.98 4.85 mm
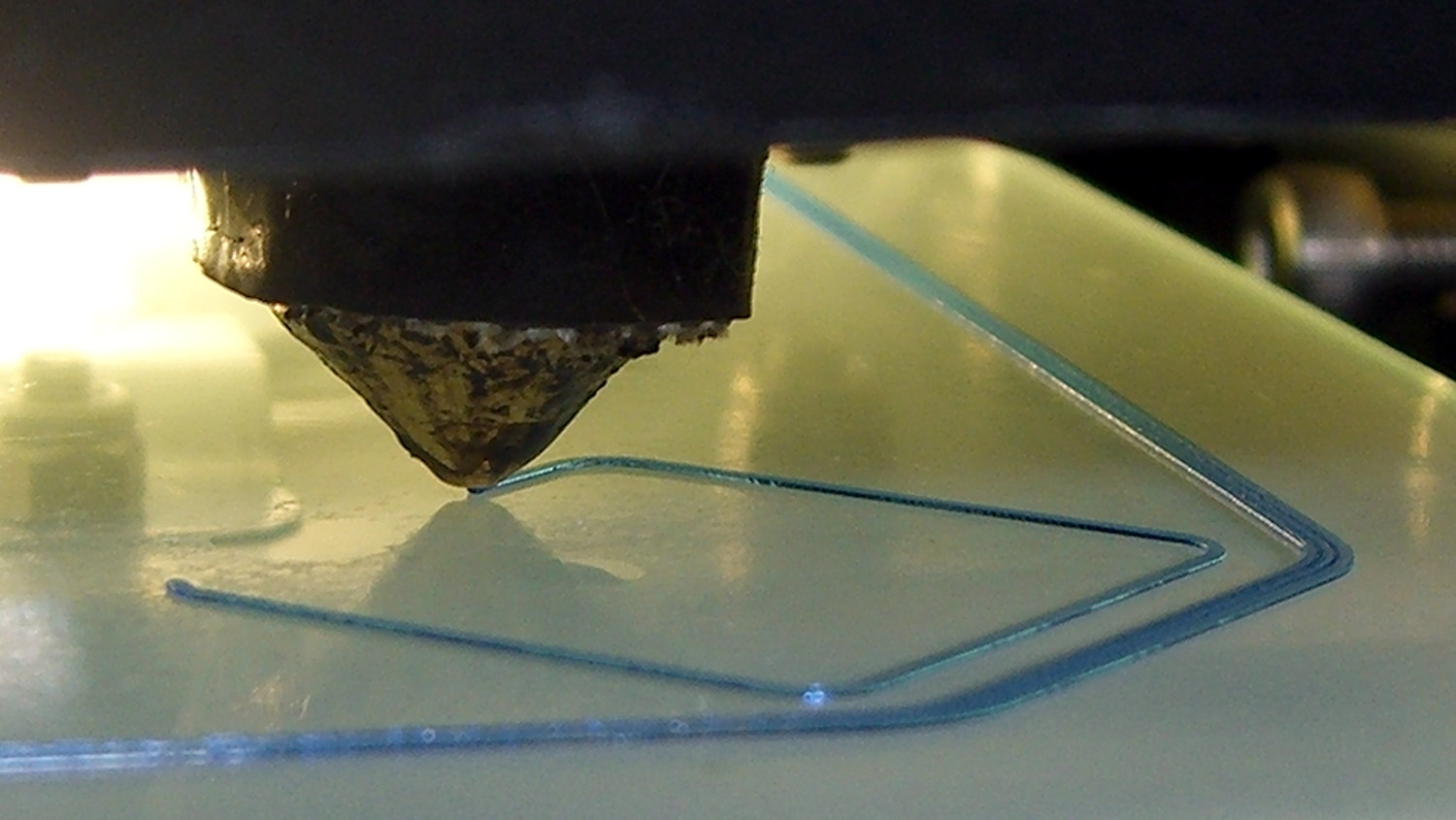
Once you know what to look for, it’s also obvious from the side (4.98 on the left, 4.85 on the right, bottom layers facing each other):
Thinwall boxes – 4.98 4.85 – bottom layers
Keep in mind that’s a difference of 0.13 mm = 130 µm, just over the ±0.05 mm I usually bandy about. The nominal layers are 0.25 mm = 250 µm.
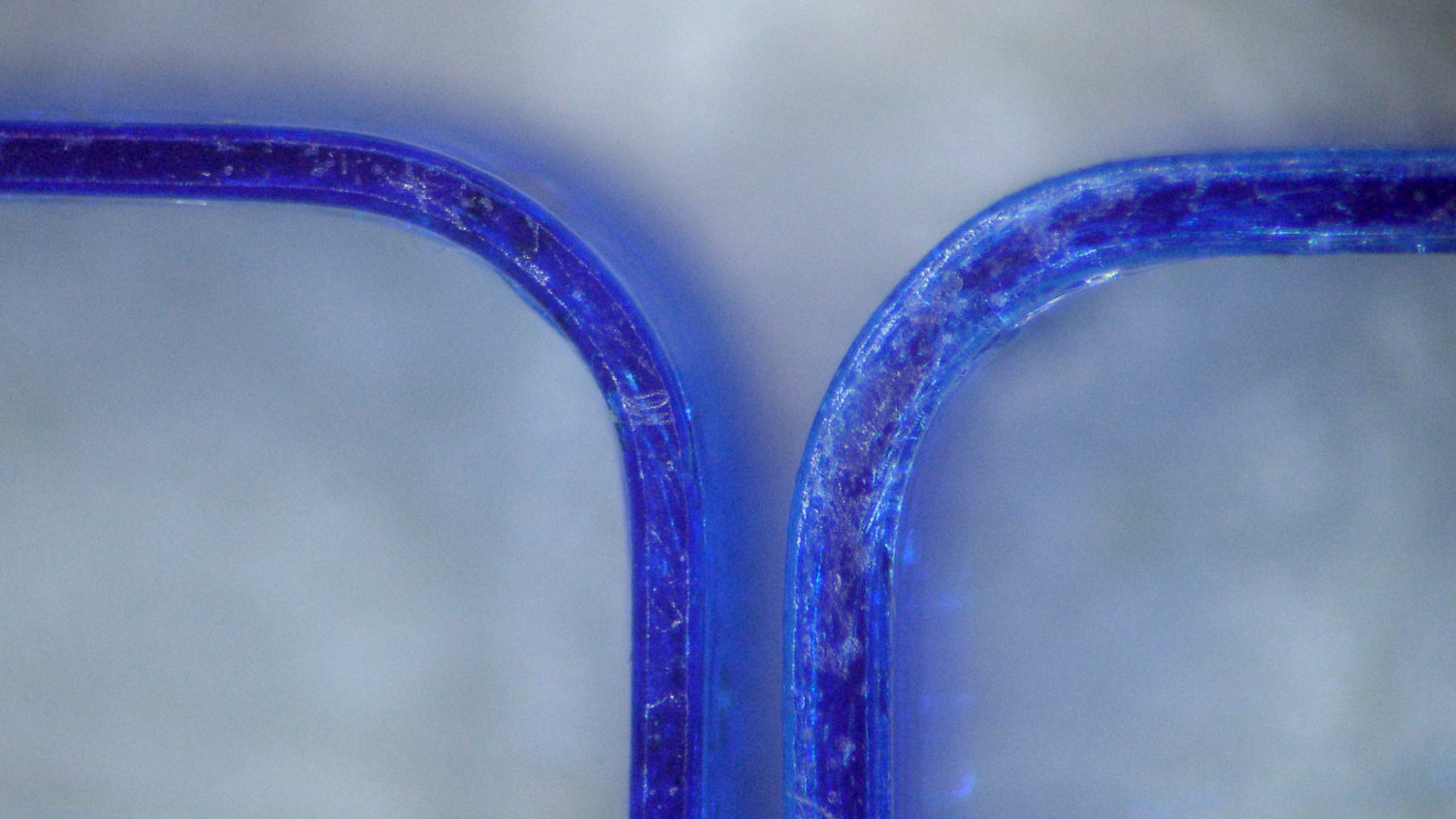
A bit more magnification shows the nicely rounded first layer of the 4.98 mm box (rightmost thread of leftmost set):
Thinwall Box – 4.98 mm
And the squashed first layer of the 4.85 mm box (likewise):
Thinwall Box – 4.85 mm
Because the Z axis moves upward (on the M2, the platform moves downward) by exactly the layer thickness at the end of each layer, the first layer must absorb the entire difference between the desired thickness and the actual nozzle-to-platform distance. That squashed first layer is 0.10 mm thick, a bit less than half of the nominal 0.25 mm. The second layer of each box looks just like all the higher layers.
You can set the Z-axis offset for a very slight squish, with the maximum nozzle-to-platform distance at 0.25 mm and the minimum set by the other end of the total misalignment, because the plastic won’t adhere to the platform when the nozzle-to-platform distance exceeds the nozzle diameter.
Think of it this way: the plastic emerges from a 0.35 mm nozzle as a (slightly larger than) 0.35 mm cylinder that must squash to become a 0.25 mm high x 0.40 mm wide thread. Given the measurements above, setting the Z-axis home position to make the average box height equal to 5.00 mm would make the tallest box come out at 5.07 mm, which requires a 0.32 mm actual first layer that probably wouldn’t stick well at all.
When your printer can consistently produce five thinwall boxes with the proper wall thickness and height, then you can move on to more complex objects.
Although Mary’s name in the base of the Clover Mini Iron holder was readable in person, I wondered what filling the characters with epoxy would do. A bit of tinkering produced a name plate:
Text Block – solid model
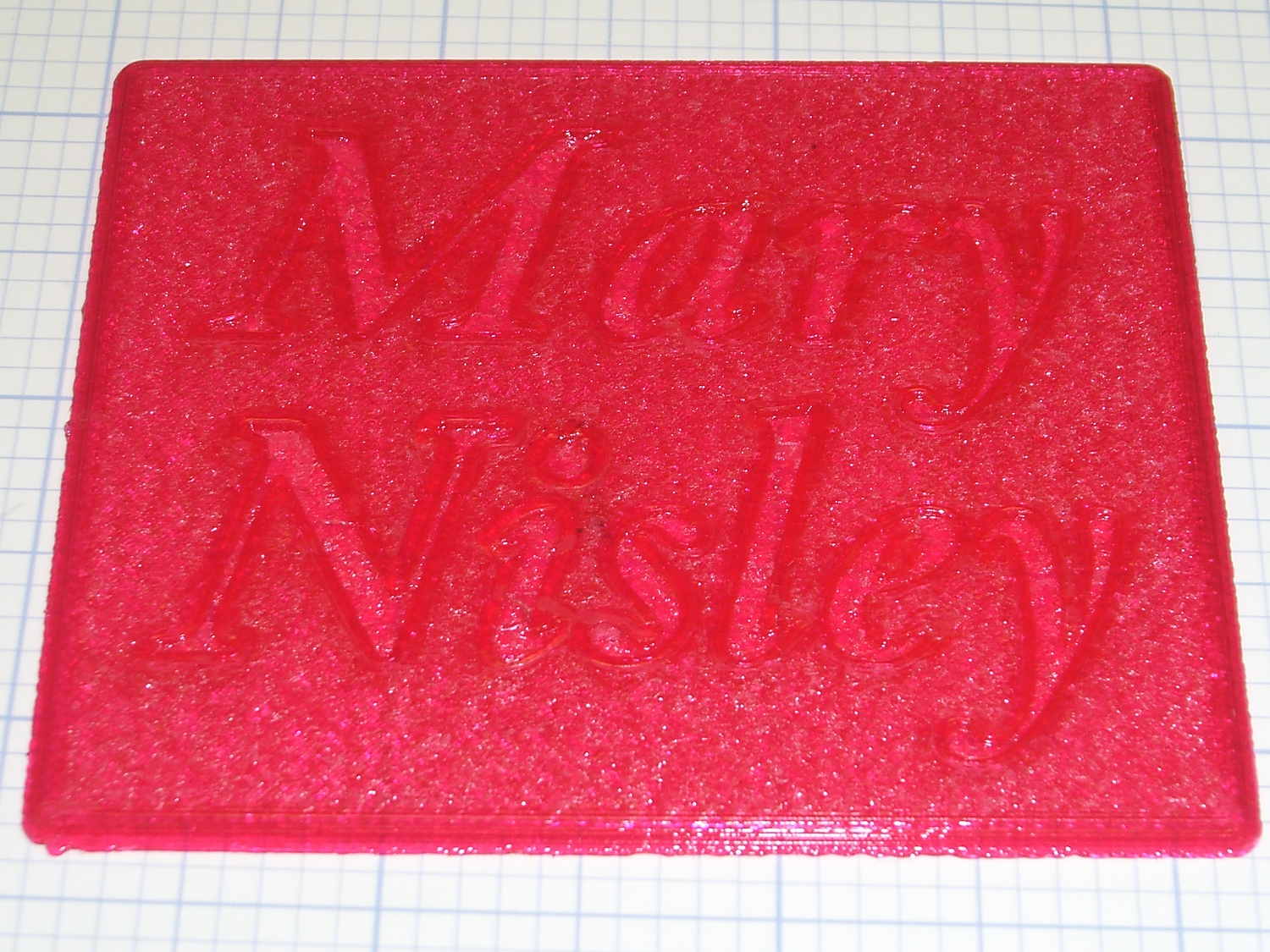
Which is more readable in person, but magenta PETG renders it basically unreadable here:
Text Block – unfilled
The intent of this was not to produce a lovely name block, but to see what various epoxy fills and techniques produced. Think of this as the one you must build to throw away…
I tediously filled the first line with straight JB Weld epoxy, deliberately ruining the least functional of my 1 ml syringes to ease a strand of epoxy into each letter, then poking the goo into place with a pointed rod:
Text Block – plain epoxy fill
That was way tedious.
Having recently replaced the cartridge in our trusty HP Laserjet 1200, I had no qualms about step-drilling the “empty” cartridge to get the toner. For future reference, here’s where you drill into a 7115X cartridge:
HP 7115X Toner Cartridge – holes in waste and supply compartments
I probably used too much toner, but one heaping pile on that wooden stick didn’t seem like a lot at the time:
Text Block – toner black epoxy
This turned the epoxy rather thick and pasty; it didn’t ease into the letters very well at all. After the usual day, it cured into a slightly rubbery solid, quite unlike the usual rock-solid epoxy blob.
Some rummaging in the Basement Laboratory Warehouse Wing turned up two containers of aluminum powder from an Etch-a-Sketch; I mixed some into another batch of epoxy, to very little effect. With both blends, I just squished the epoxy into the letters and didn’t worry too much about slobbering any over the surface of the block.
To even off the top surface, I affixed the block to the Sherline’s tooling plate with tapeless sticky (basically double-sided tape without the tape):
Text Block – milling setup
Manually traversing the surface (3 k rpm, 24 inch/min) and stepping downward about 0.1 mm per pass gradually crisped up the letters. I expected the excess epoxy to vanish after going 0.1 mm or so into the top layer, but it actually required removing the entire 0.25 mm Hilbert-curve-filled surface layer to get rid of the epoxy that soaked into / through the tiny gaps. This is 0.4 mm down from the first pass, maybe 0.1 mm into the plastic:
Text Block – milled 0.4 mm
With the top layer gone, it looked rather gnarly, so I applied a sanding block that didn’t do much at all: smoother, still gnarly. Spreading maybe 0.3 ml of IPS 4 solvent adhesive over the sanded surface smoothed it a bit:
Text Block – sanded and leveled with IPS 4
Perhaps a topcoat of clear epoxy, along the lines of XTC-3D, would produce better results.
The small black dots in the top line are holes from bubbles in the epoxy. The missing section of the M started out as a bubble (just visible at 0.4 mm) and gradually enlarged as pieces tore out of the recess. There’s another bubble breaking the right stroke of the “y”.
The small dots in the “ley” are plastic spheres that carried the aluminum powder in the Etch-a-Sketch; they’re cross-sectioned and perfectly flat. The epoxy color is marginally lighter than the top line, but not enough to notice.
Backlit on a window, nearly all of the ugly fades away:
Text Block – backlit
It’s definitely not presentation quality, that’s for sure, and I won’t attempt to fill the Mini Iron holder…
The OpenSCAD source code, which can also produce the soldering iron holder:
// Clover MCI-900 Mini Iron holder
// Ed Nisley KE4ZNU - August 2015
Layout = "Text"; // Iron Holder Show Text
//- Extrusion parameters - must match reality!
ThreadThick = 0.25;
ThreadWidth = 0.40;
function IntegerMultiple(Size,Unit) = Unit * ceil(Size / Unit);
Protrusion = 0.1;
HoleWindage = 0.2;
inch = 25.4;
Tap10_32 = 0.159 * inch;
Clear10_32 = 0.190 * inch;
Head10_32 = 0.373 * inch;
Head10_32Thick = 0.110 * inch;
Nut10_32Dia = 0.433 * inch;
Nut10_32Thick = 0.130 * inch;
Washer10_32OD = 0.381 * inch;
Washer10_32ID = 0.204 * inch;
//------
// Dimensions
CornerRadius = 4.0;
CenterHeight = 25; // center at cord inlet on body
BodyLength = 110; // cord inlet to body curve at front flange
Incline = 10; // central angle slope
FrontOD = 29;
FrontBlock = [20,1.5*FrontOD + 2*CornerRadius,FrontOD/2 + CenterHeight + BodyLength*sin(Incline)];
CordOD = 10;
CordLen = 10;
RearOD = 22;
RearBlock = [15 + CordLen,1.5*RearOD + 2*CornerRadius,RearOD/2 + CenterHeight];
PlateWidth = 2*FrontBlock[1];
TextDepth = 4*ThreadThick;
ScrewOC = BodyLength - FrontBlock[0]/2;
ScrewDepth = CenterHeight - FrontOD/2 - 5;
echo(str("Screw OC: ",ScrewOC));
BuildSize = [200,250,200]; // largest possible thing
module PolyCyl(Dia,Height,ForceSides=0) { // based on nophead's polyholes
Sides = (ForceSides != 0) ? ForceSides : (ceil(Dia) + 2);
FixDia = Dia / cos(180/Sides);
cylinder(r=(FixDia + HoleWindage)/2,
h=Height,
$fn=Sides);
}
// Trim bottom from child object
module TrimBottom(BlockSize=BuildSize,Slice=CornerRadius) {
intersection() {
translate([0,0,BlockSize[2]/2])
cube(BlockSize,center=true);
translate([0,0,-Slice])
children();
}
}
// Build a rounded block-like thing
module RoundBlock(Size=[20,25,30],Radius=CornerRadius,Center=false) {
HS = Size/2 - [Radius,Radius,Radius];
translate([0,0,Center ? 0 : (HS[2] + Radius)])
hull() {
for (i=[-1,1], j=[-1,1], k=[-1,1]) {
translate([i*HS[0],j*HS[1],k*HS[2]])
sphere(r=Radius,$fn=4*4);
}
}
}
// Create a channel to hold something
// This will eventually be subtracted from a block
// The offsets are specialized for this application...
module Channel(Dia,Length) {
rotate([0,90,0])
linear_extrude(height=Length)
rotate(90)
hull() {
for (i=[-1,1])
translate([i*Dia,2*Dia])
circle(d=Dia/8);
circle(d=Dia,$fn=8*4);
}
}
// Iron-shaped series of channels to be removed from blocks
module IronCutout() {
union() {
translate([-2*CordLen,0,0])
Channel(CordOD,2*CordLen + Protrusion);
Channel(RearOD,RearBlock[0] + Protrusion);
translate([BodyLength - FrontBlock[0]/2 - FrontBlock[0],0,0])
Channel(FrontOD,2*FrontBlock[0]);
}
}
module TextBlock() {
translate([2,10,0])
linear_extrude(height=TextDepth + Protrusion,convexity=2) // rendering glitches for convexity > 1
// text("Mary",font="Ubuntu:style=Bold Italic",halign="center",valign="center");
text("Mary",font="Junicode:style=Bold Italic",halign="center",valign="center",size=20,spacing=1.05);
translate([2,-15,0])
linear_extrude(height=TextDepth + Protrusion,convexity=2)
text("Nisley",font="Junicode:style=Bold Italic",halign="center",valign="center",size=20,spacing=1.05);
}
//- Build it
if (Layout == "Iron")
IronCutout();
if (Layout == "Holder" || Layout == "Show")
difference() {
union() {
translate([(BodyLength + CordLen)/2 - CordLen,0,0])
TrimBottom()
RoundBlock(Size=[(CordLen + BodyLength),PlateWidth,CornerRadius]);
translate([(RearBlock[0]/2 - CordLen),0,0])
TrimBottom()
RoundBlock(Size=RearBlock);
translate([BodyLength - FrontBlock[0]/2,0,0]) {
TrimBottom()
RoundBlock(Size=FrontBlock);
}
}
translate([0,0,CenterHeight])
rotate([0,-Incline,0])
if (Layout == "Show")
# IronCutout();
else
IronCutout();
translate([0,0,-Protrusion])
PolyCyl(Tap10_32,ScrewDepth + Protrusion,6);
translate([ScrewOC,0,-Protrusion])
PolyCyl(Tap10_32,ScrewDepth + Protrusion,6);
translate([(RearBlock[0] - CordLen) + BodyLength/2 - FrontBlock[0],0,CornerRadius - TextDepth])
TextBlock();
}
if (Layout == "Text")
difference() {
translate([0,0,0])
TrimBottom(Slice=8*ThreadThick)
RoundBlock(Size=[80,65,8*ThreadThick],Radius=8*ThreadThick);
# translate([-2,2,8*ThreadThick - TextDepth])
TextBlock();
}
Thinwall open boxes – side detail – 4.98 4.85 measured
Alas, the shutter failed after that image, leaving me with pictures untaken and naught to take them with.
The least-awful alternative seems to be gimmicking up an adapter for a small USB camera from the usual eBay source:
Fashion USB video – case vs camera
The camera’s 640×480 VGA resolution is marginally Good Enough for the purpose, as I can zoom the microscope to completely fill all those pixels. The optics aren’t up to the standard set by the microscope, but we can cope with that for a while.
A bit of doodling & OpenSCAD tinkering produced a suitable adapter:
USB Camera Microscope Mount – solid model
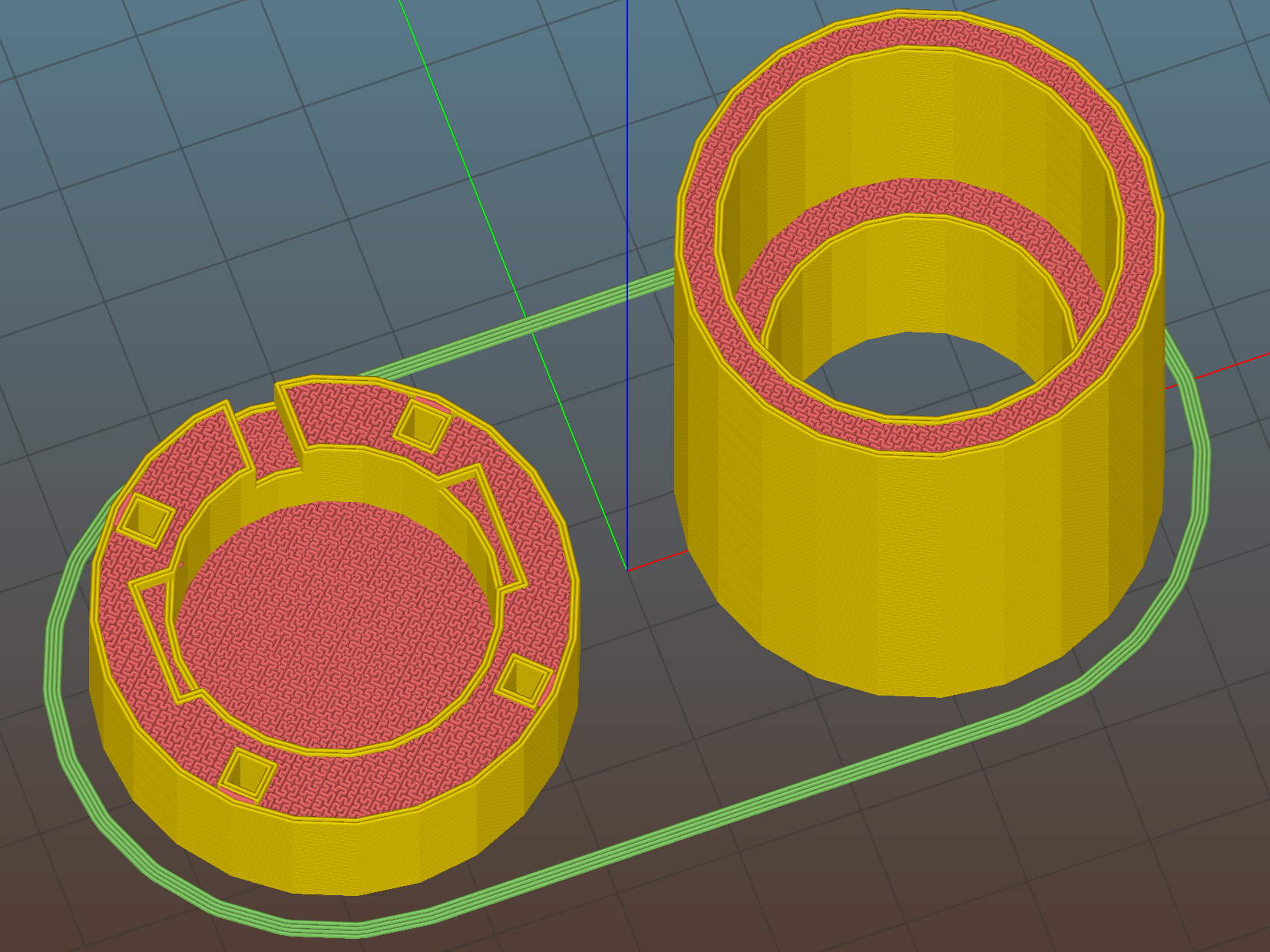
To which Slic3r applied the usual finishing touches:
USB Camera Microscope Mount – Slic3r preview
A bit of silicone tape holds the sloppy focusing thread in place:
USB Camera Microscope Mount – cap with camera
Those are 2-56 screws that will hold the cap onto the tube. I drilled out the clearance holes in the cap and tapped the holes in the eyepiece adapter by hand, grabbing the bits with a pin vise.
Focus the lens at infinity, which in this case meant an old DDJ cover poster on the far wall of the Basement Laboratory, and then it’ll be just as happy with the image coming out of the eyepiece as a human eyeball would be.
I put a few snippets of black electrical tape atop the PCB locating tabs before screwing the tube in place. The tube ID is 1 mm smaller than the PCB OD, in order to hold the PCB perpendicular to the optical axis and clamp it firmly in place. Come to find out that the optical axis of the lens isn’t perfectly perpendicular to the PCB, but it’s close enough for my simple needs.
And then it fits just like you’d expect:
USB Camera Microscope Mount – on eyepiece
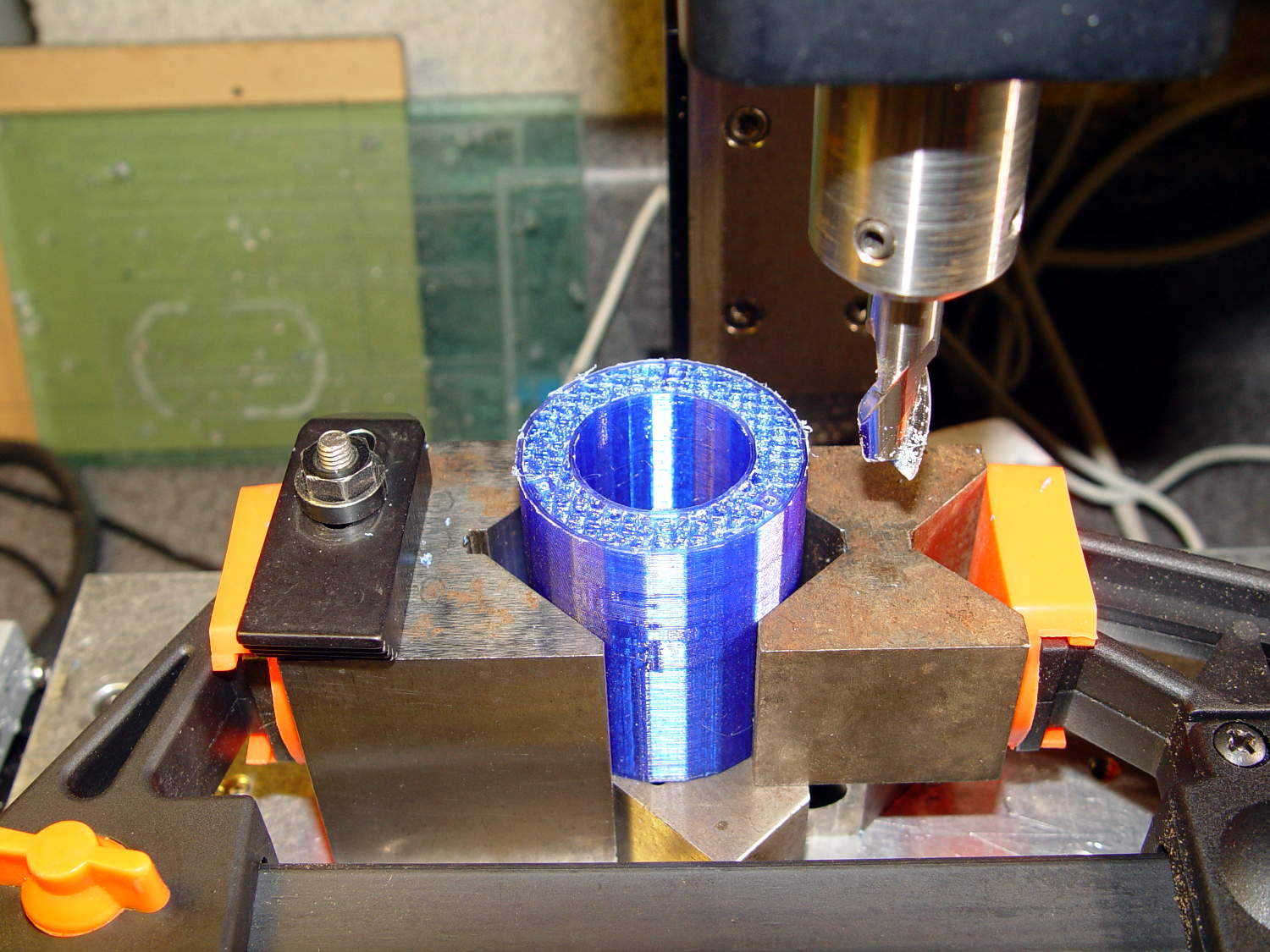
Actually, that’s the second version. The distance from the camera lens (equivalently: the PCB below the optical block, which I used as the datum plane) to the eyepiece is a critical dimension that determines whether the image fills the entrance pupil. I guesstimated the first version by hand-holding the camera and measuring with a caliper, tried it out, then iteratively whacked 2 mm off the tube until the image lit up properly:
USB Camera Microscope Mount – adjusting tube length
Minus 4 mm made it slightly too short, but then I could measure the correct position, tweak that dimension in the code, and get another adapter, just like the first one (plus a few other minor changes), except that it worked:
USB Camera Microscope Mount – first light
That’s a screen capture from VLC, which plays from /dev/video0 perfectly. Some manual exposure & color balance adjustment may be in order, but it’s pretty good for First Light.
It turns out that removing the eyepiece and holding the bare sensor over the opening also works fine. The real image from the objective fills much more area than the camera’s tiny sensor: the video image covers about one digit in that picture, but gimmicking up a bare-sensor adapter might be useful.
The Squidwrench Power Wheels Racer needed a mounting bracket for its DC motor, so Matt handed me a precut steel slab and some drawings. I did a manual layout to get a feel for the sizes:
Motor Mount – dye layout
Yes, it’s slightly rhomboid & irregular on the sides; it’ll be welded to a U-channel. The front edge is the straightest and I scribed a perpendicular datum line over on the right, from which to measure the motor center point.
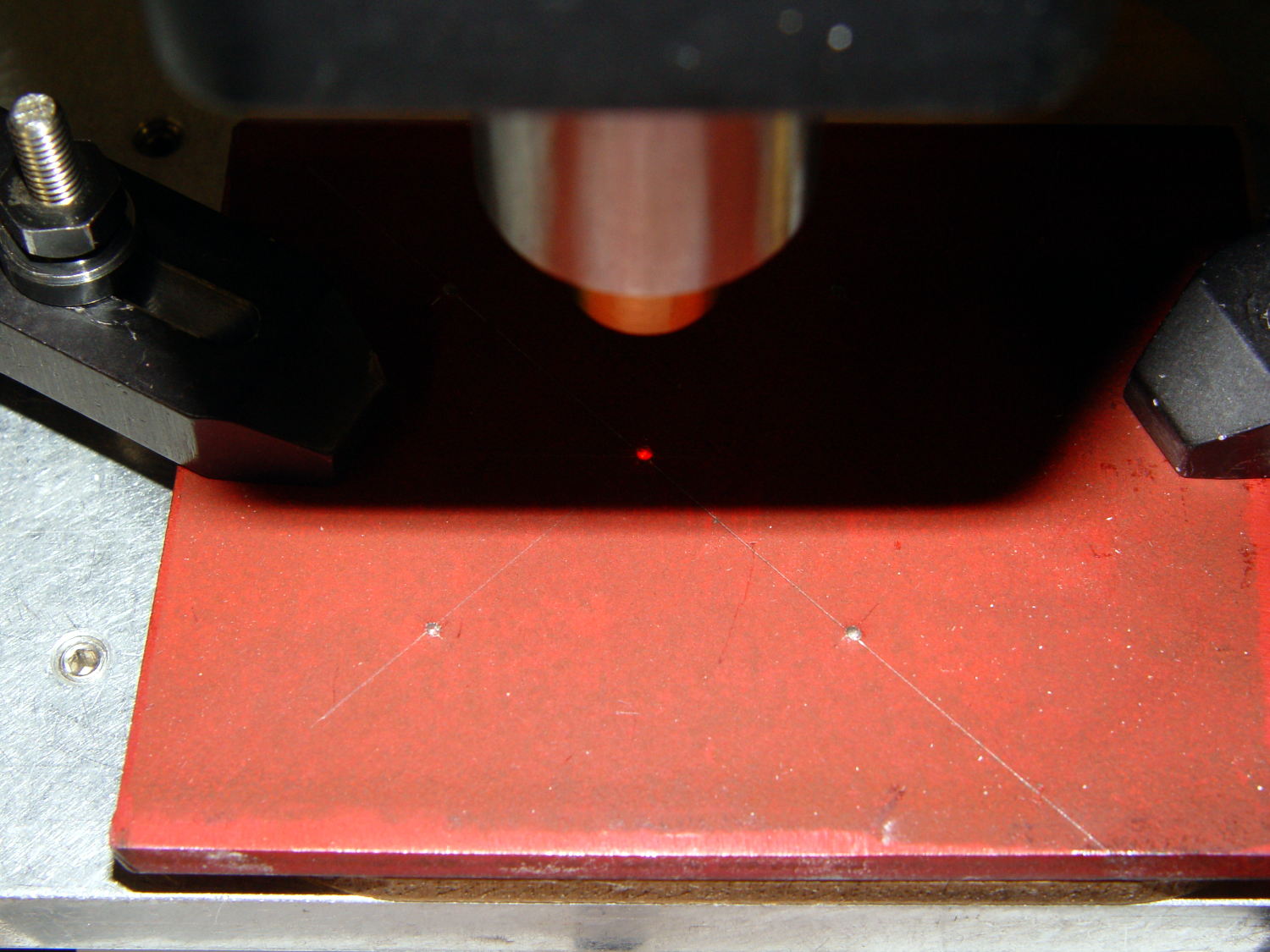
But then, realizing I’d have to mill the central hole anyway, I did what I should have done from the beginning and lined it up on the Sherline:
Motor Mount – Sherline laser centering
With the part zeroed at the center, everything has polar coordinates. The bolt holes are #10 on a 50 mm BCD, which is G0 @25^[45+90*i]. Rather than writing & debugging a program, I did it all by feeding manual instructions into the interpreter; the i gets typed as 0, 1, 2, and 3 by clicking on a previous command, backspacing, and retyping, which is both faster and easier than it sounds. The holes are drill cycles: G81 Z-7 R1 F30
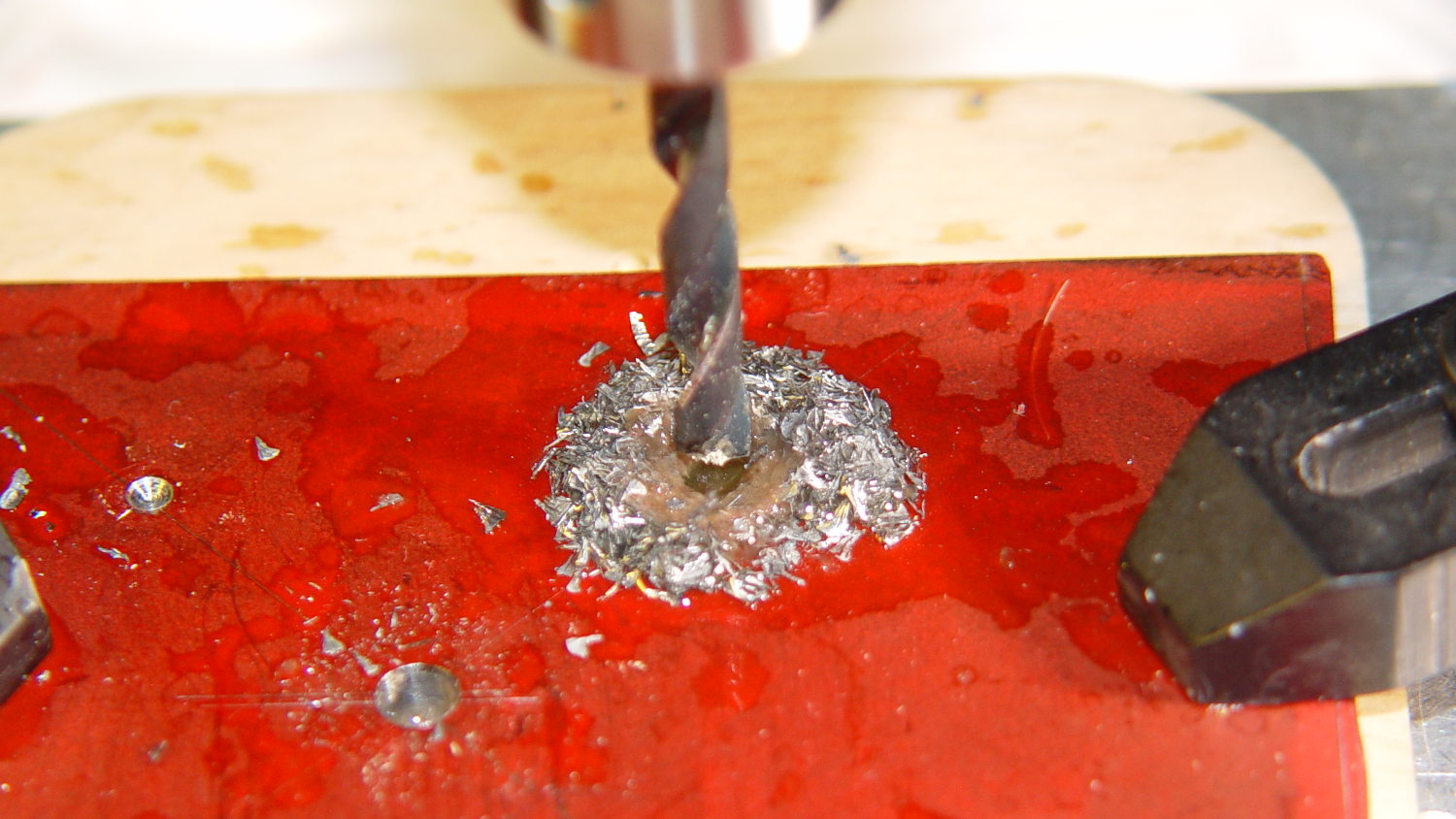
This being steel on a Sherline, the rule of thumb that says you can drill at 100x the drill diameter (in inch/min or mm/min, as appropriate) at 3000 RPM gets derated by at least factor of 10. I settled on 30 mm/min for a #10 drill (0.194 inch = 4.9 mm → 500 mm/min = hogwash) after trying the first hole at 50 mm/min:
Motor Mount – bolt holes
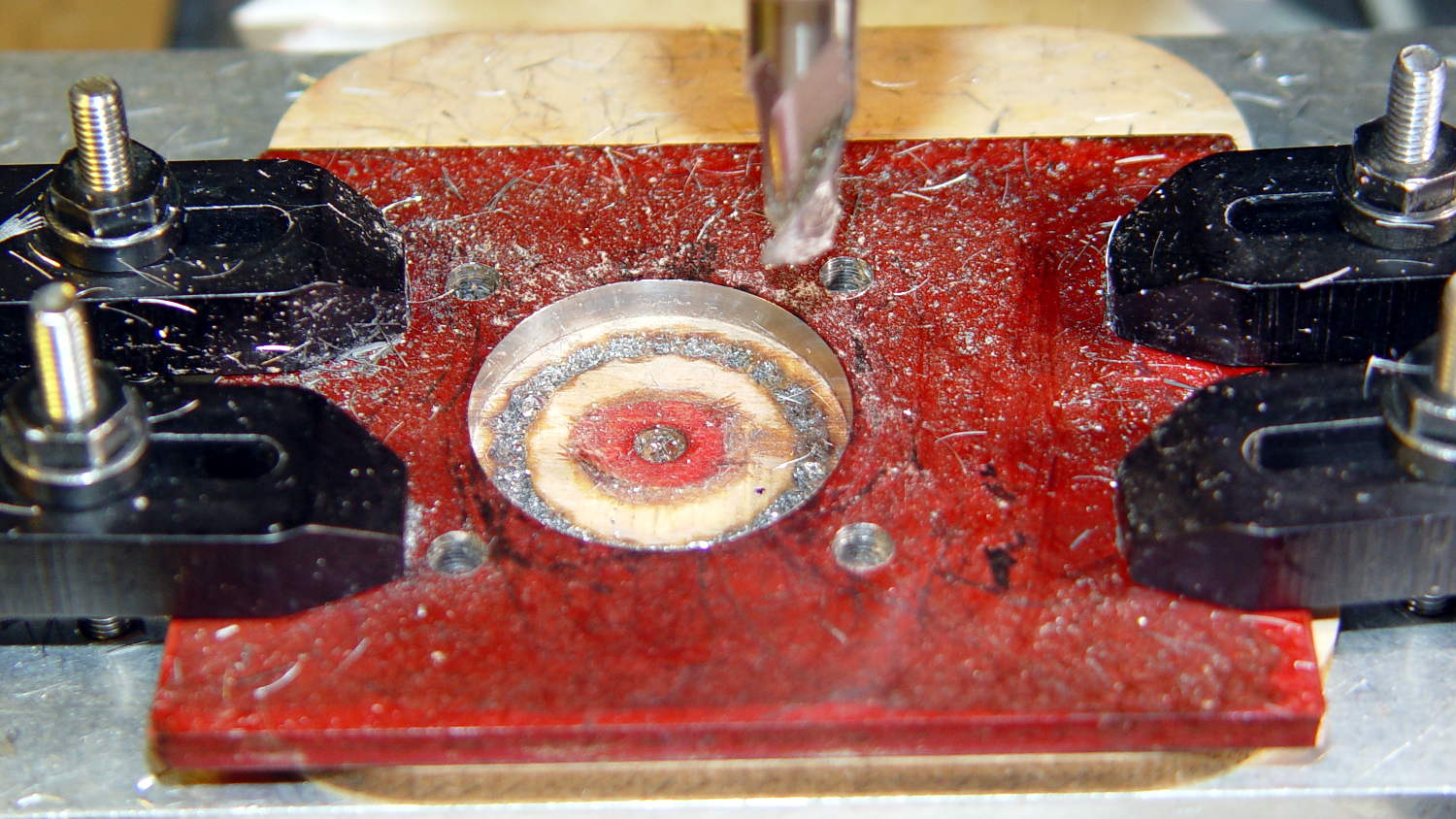
The least horrible way to cut out the hole for the motor mounting boss involved chain drilling to excavate the most steel with the least effort. These center drill points are at G0 @14 ^[15*i] with i in [0..23]:
Motor Mount – chain center drilling
I drilled every even hole #27, then every odd hole #28, both at 50 mm/min, to get a thin web:
Motor Mount – chain drilled
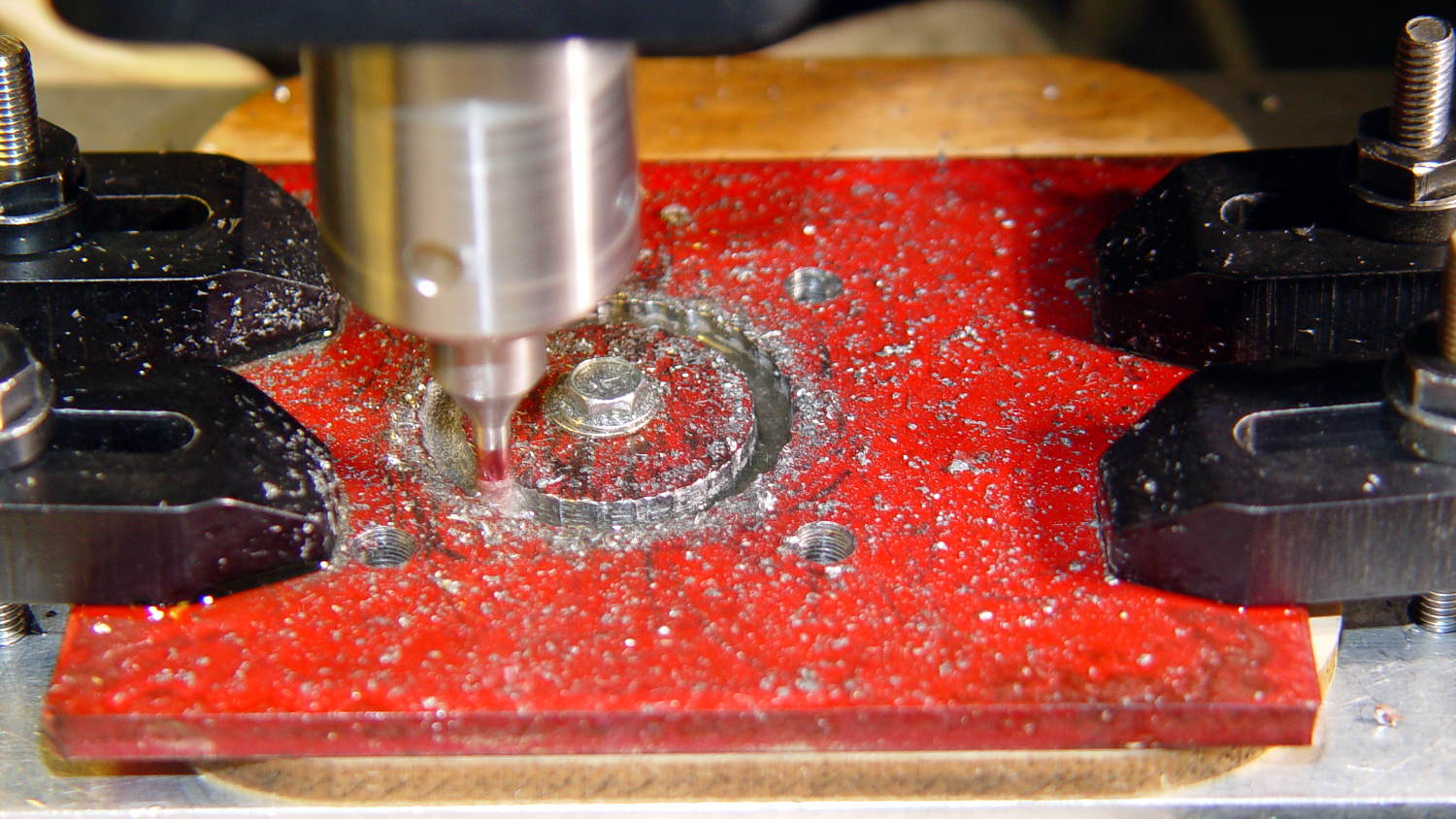
Then helix-mill downward with a 1/8 inch end mill at 1 mm per pass:
Motor Mount – helix milling
That started at 14 mm from the origin to match the hole circle: G3 I-14 F100 Z-1
Then I switched to a 3/8 inch = 9.5 mm end mill to bring the hole up to size, ending with G3 I-12.75 F300
Motor Mount – center hole milled
A trial fit showed the hole was slightly off-round, probably due to a few mils of backlash in both axes, and slightly too small, because that’s how I wanted it. Flipped back-to-front, reclamped, recentered, ran the cutter around at 12.75 mm to clear the ovalness, then crept out to 12.8 mm, and it was all good:
Motor Mount – test fit
That’s an easy fit with maybe 0.1 mm = 4 mil radial play around the boss. Better than that, I cannot do.
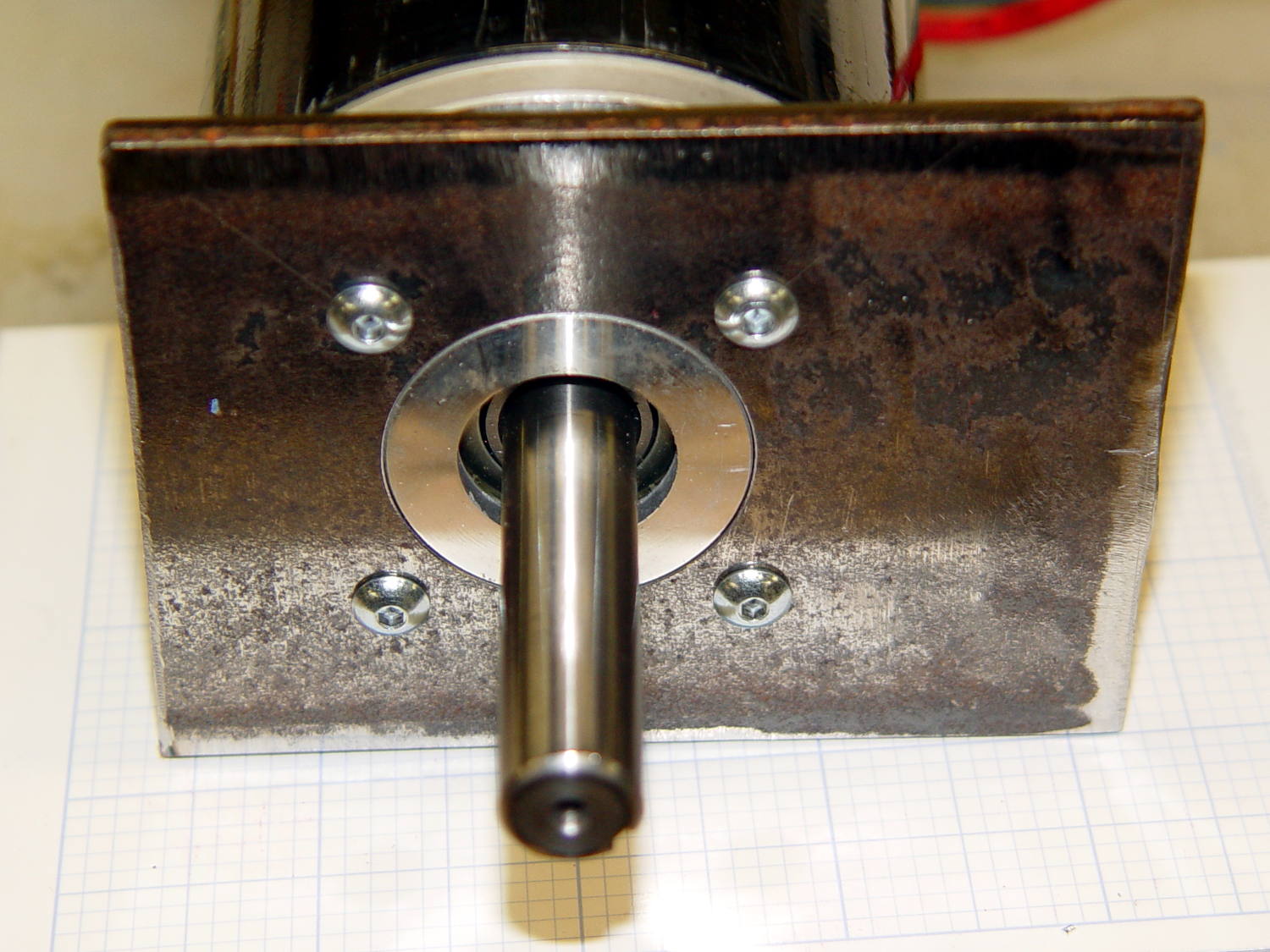
Lacquer thinner stripped the layout dye and it’s ready for welding:
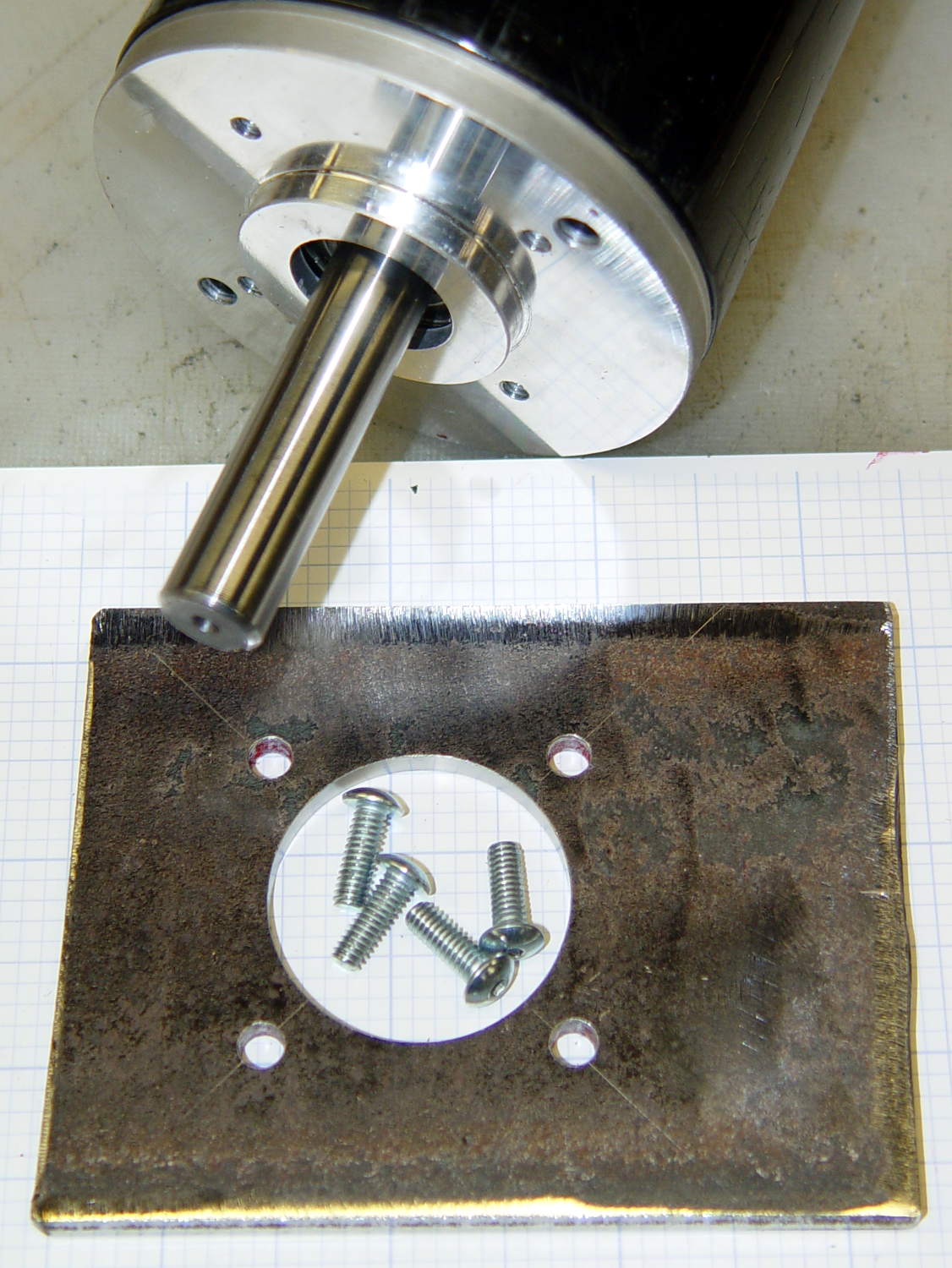
Motor Mount – with motor
Reminders for next time…
The drill feed on a rigid machine with plenty of spindle power is 100 x (drill dia) @ 3000 RPM. On the Sherline, in steel, 10 x dia is optimistic. Aluminum feeds run higher, but don’t get stupid.
Re-centering to the accuracy required for this job is a matter of noting the coordinates where the cutter kisses the perimeter across a diameter along each axis, adding the coordinates, dividing by two, moving to that position, and zeroing the origin. Do that in X, Y, X, and Y and it’s good enough. You could automate that with a touch probe, of course. Hand-turning the spindle with the cutter in place to feel it kiss the workpiece is fine, but use the same cutting edge on both sides of the diameter.
Figure the chain drill diameter thusly:
Pick a reasonable drill diameter; #10 is about as large as you want on a Sherline
Drill circle dia = final milled hole diameter – drill dia – 2 mm, round down to lower integer
# holes = π x DCD / drill dia, rounded down to lower integer
Hole angle = 360 / # holes
Hole radius = DCD / 2
Wisely is it written that a man with a CNC milling machine has many friends.
I embossed the studs into a pad of Geek Scratch Paper, eyeballed the stud-to-stud spacing from a cheap ruler, back-calculated the BCD, rounded it from 2.742 to the obvious 2.75, then fed that into the first BCD calculator that appeared in the obvious search.
The can is just over 3.5 inch OD and stands 1.5 inch tall.
The can will run at +24 V in relation to the rest of the circuitry, so the studs must be insulated from the PCB’s copper pours. That, most likely, will require some 3D printed doodads.
The circuitry must live inside a grounded metallic can that excludes random electric fields. Somewhere in the pile, I have a few sheets of Mu-metal that, while grossly overqualified for the task (even without heat treatment), should solder up nicely…
When you download that file, you’ll get something ending in .zip.odt. Rename it to remove the .odt extension, because it’s really a ZIP file; WordPress doesn’t allow users to uploads ZIP files.