The bCNC G-Code sender sends jogging commands to GRBL from an ordinary numeric keypad:

Unlike the keypads on my streaming radio players, this one requires no configuration at all, because bCNC regards it as just another keyboard input. The catch: you must select any screen element other than a text entry field to have bCNC recognize the keystrokes as “not text”.
You would get the same results from the numeric keys on the right side of a full-size / 104-key plank. I’m using a small “tenkeyless” keyboard, which means I can put the keypad wherever it’s easiest to reach while tweaking the MPCNC.
The ÷10 and ×10 keys along the top row alter the step size by factors of ten, which is pretty much what you need: jog to within a big step of the target, drop to the next lower decade, jog a few more times, maybe drop another decade, jog once, and you’re as close as you need to be with an MPCNC. The -1 and +1 keys aren’t as useful, at least to me: changing from 5 mm to 4 mm or 6 mm doesn’t make much difference.
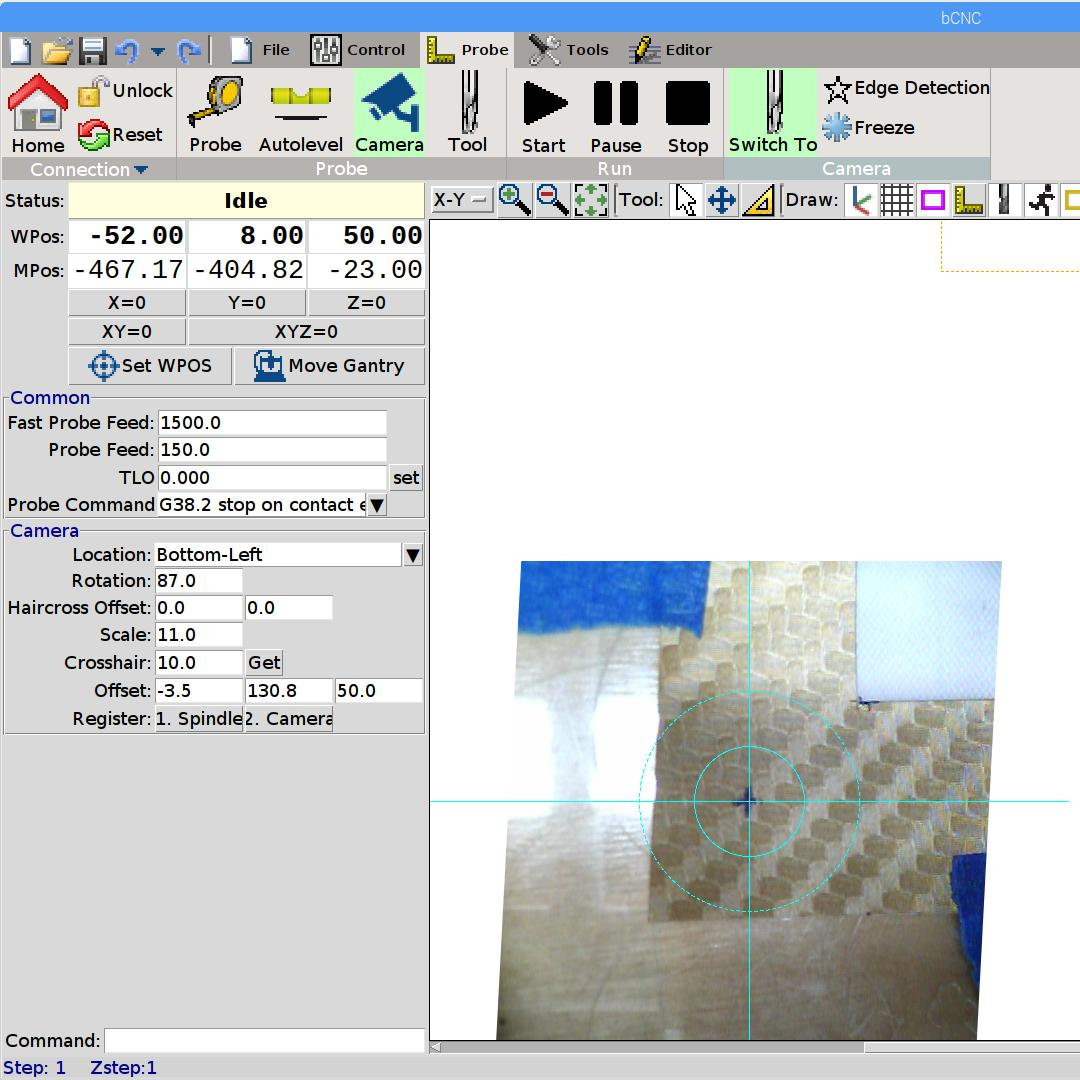
Jogging to align the spindle (well, a pen or drag knife) with a target using the video camera works really well:
GRBL and bCNC don’t do smooth jogging and the discrete steps aren’t as nifty as the Joggy Thing with LinuxCNC, but it gets the job done.

Comments
4 responses to “MPCNC: Jogging Keypad for bCNC”
So is that just a USB webcam perfectly centered in the chuck?
It’s stuck to the central assembly, far from the spindle, with bCNC applying an offset:
I’ve moved the camera several times and still don’t like the layout, but it works reasonably well.
The Sherline has a laser boresighted on its (hollow) spindle, which works perfectly:
I was also pleased to see the OpenSCAD code in this project. I have done at least a half dozen projects in OpenSCAD and had prints made at Shapeways.
The MPCNC is definitely a light-duty / low-rigidity machine and you must choose projects with that in mind. I like it a lot!