|
// Ironing weight pocketing |
|
// Ed Nisley KE4ZNU – 2023-01 |
|
|
|
//—– |
|
// Library routines |
|
|
|
include("/opt/gcmc/example/cc_hole.inc.gcmc"); |
|
include("varcs.inc.gcmc"); |
|
include("tracepath_comp.inc.gcmc"); |
|
include("trochoidal.inc.gcmc"); |
|
|
|
/* |
|
include("tracepath.inc.gcmc"); |
|
include("engrave.inc.gcmc"); |
|
*/ |
|
|
|
//—– |
|
// Useful constants |
|
|
|
SafeZ = 10.0mm; // above all obstructions |
|
TravelZ = 2.0mm; // within engraving / milling area |
|
|
|
BlockHome = [0.0mm,0.0mm,TravelZ]; // Origin on surface at center of pocket |
|
|
|
FALSE = 0; |
|
TRUE = !FALSE; |
|
|
|
//—– |
|
// Overall values |
|
|
|
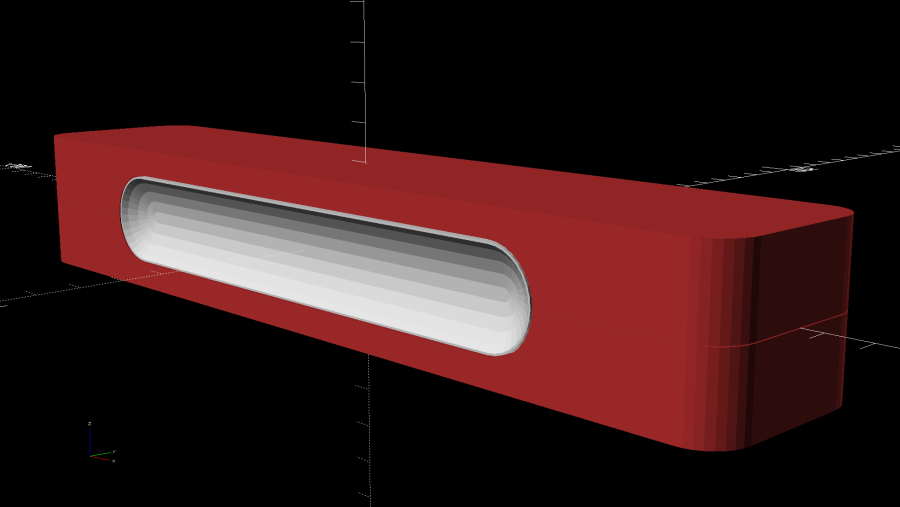
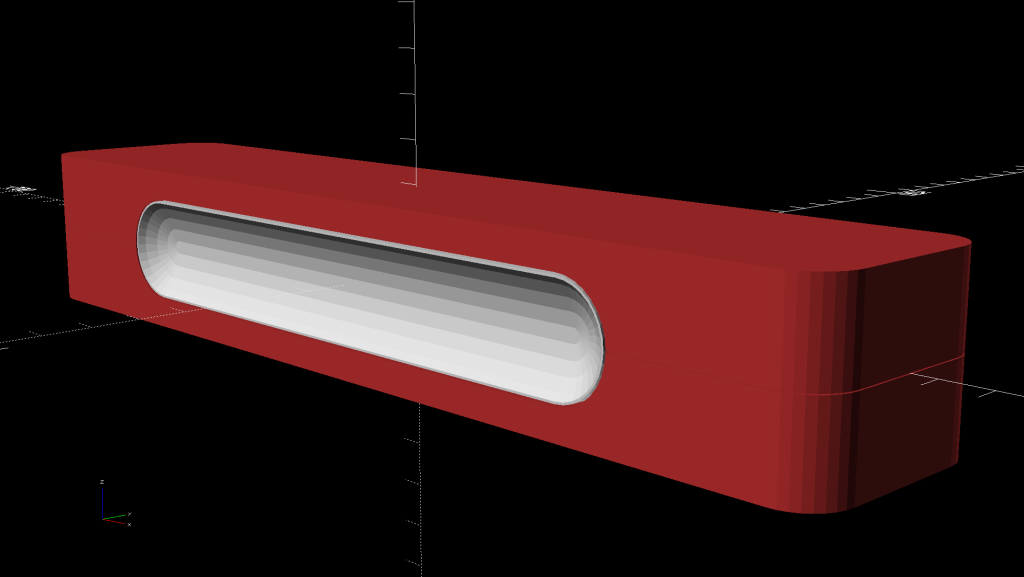
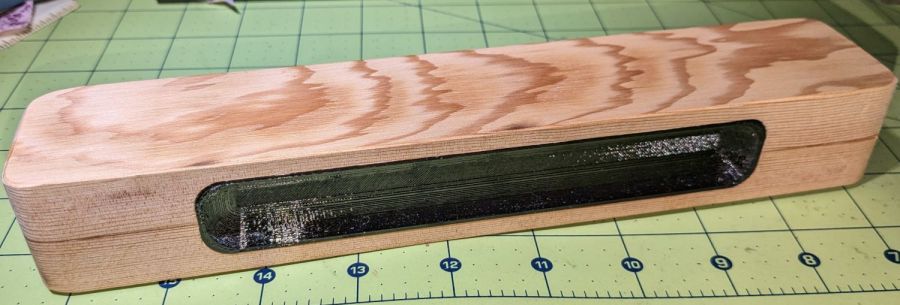
Socket = [160.0mm,25.0mm,7.0mm]; // raw grip recess into block |
|
|
|
RoundEnds = TRUE; // TRUE for smooth rounded endcaps |
|
|
|
SocketRadius = RoundEnds ? Socket.y/2 : 10.0mm; |
|
comment("SocketRadius: ",SocketRadius); |
|
|
|
CutterDia = 6.32mm – 0.15; // actual cutter diameter – windage |
|
MillStep = 0.25 * CutterDia; // stepover in XY plane |
|
comment("CutterDia: ",CutterDia," MillStep: ",MillStep); |
|
MillClean = MillStep/2; |
|
|
|
PlungeSpeed = 150.0mm; // cutter Z plunge into work |
|
MillSpeed = 600.0mm; // XY speed |
|
|
|
if (CutterDia > SocketRadius) { |
|
error("Cutter too large for corner radius"); |
|
} |
|
|
|
CornerOC = head(Socket,2) – 2*[SocketRadius,SocketRadius]; |
|
comment("CornerOC: ",CornerOC); |
|
|
|
Corners = RoundEnds ? // rear left CCW around slot |
|
{-CornerOC/2, CornerOC/2} : |
|
{[-CornerOC.x,CornerOC.y]/2, [-CornerOC.x,-CornerOC.y]/2, [CornerOC.x,-CornerOC.y]/2, CornerOC/2}; |
|
comment("Corners: ", Corners); |
|
|
|
if (RoundEnds) { |
|
SlotPerimeter = {[0.0mm,Socket.y/2,-Socket.z]}; // entry point at center rear |
|
SlotPerimeter += {Corners[0] + [0.0mm,SocketRadius]}; |
|
SlotPerimeter += varc_ccw([-SocketRadius,-SocketRadius],SocketRadius) + SlotPerimeter[-1]; |
|
SlotPerimeter += varc_ccw([+SocketRadius,-SocketRadius],SocketRadius) + (Corners[0] + [-SocketRadius,0.0mm]); |
|
SlotPerimeter += {Corners[1] + [0.0mm,-SocketRadius]}; // across front |
|
SlotPerimeter += varc_ccw([+SocketRadius,+SocketRadius],SocketRadius) + SlotPerimeter[-1]; |
|
SlotPerimeter += varc_ccw([-SocketRadius,+SocketRadius],SocketRadius) + (Corners[1] + [+SocketRadius,0.0mm]); |
|
} |
|
else { |
|
SlotPerimeter = {[0.0mm,Socket.y/2,-Socket.z]}; // entry point at center rear |
|
SlotPerimeter += {Corners[0] + [0.0mm,SocketRadius]}; |
|
SlotPerimeter += varc_ccw([-SocketRadius,-SocketRadius],SocketRadius) + SlotPerimeter[-1]; |
|
SlotPerimeter += {Corners[1] + [-SocketRadius,0.0mm]}; |
|
SlotPerimeter += varc_ccw([+SocketRadius,-SocketRadius],SocketRadius) + SlotPerimeter[-1]; |
|
SlotPerimeter += {Corners[2] + [0.0mm,-SocketRadius]}; // across front |
|
SlotPerimeter += varc_ccw([SocketRadius,SocketRadius],SocketRadius) + SlotPerimeter[-1]; |
|
SlotPerimeter += {Corners[3] + [SocketRadius,0.0mm]}; |
|
SlotPerimeter += varc_ccw([-SocketRadius,SocketRadius],SocketRadius) + SlotPerimeter[-1]; |
|
} |
|
|
|
|
|
//— Begin cutting |
|
|
|
goto([-,-,TravelZ]); |
|
goto(BlockHome); |
|
|
|
if (!RoundEnds) { // clear corners outward of main pocket |
|
foreach(Corners; xy) { |
|
comment("Plunge corner at: ",xy); |
|
feedrate(PlungeSpeed); |
|
goto(xy); |
|
move([-,-,-Socket.z]); |
|
comment(" pocket"); |
|
feedrate(MillSpeed); |
|
cc_hole(xy,(SocketRadius – MillClean),CutterDia/2,MillStep,-Socket.z); |
|
goto([-,-,TravelZ]); |
|
comment(" done!"); |
|
} |
|
} |
|
|
|
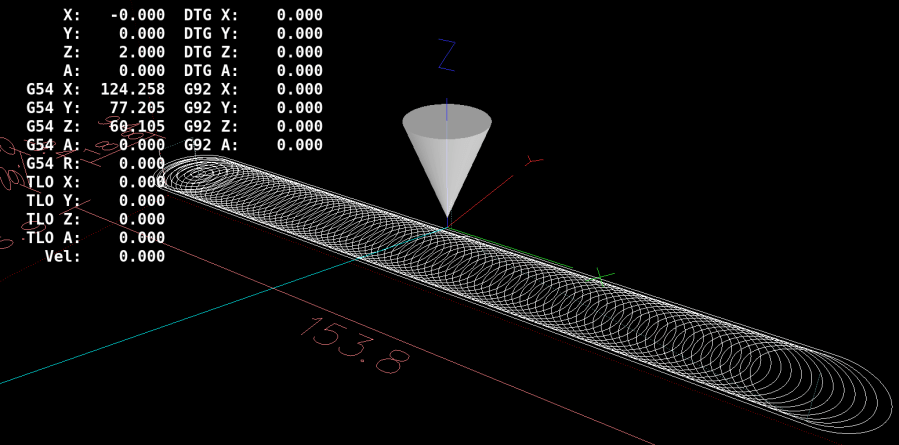
comment("Open slot"); |
|
|
|
TrochRadius = (Socket.y – CutterDia)/2 – MillClean; |
|
TrochPath = {[-(Socket.x/2 – TrochRadius – CutterDia/2 – MillStep),TrochRadius], |
|
[ (Socket.x/2 – TrochRadius – CutterDia/2 – MillStep),TrochRadius]}; |
|
|
|
comment(" clear landing zone"); |
|
xy = [TrochPath[0].x,0.0mm]; |
|
feedrate(PlungeSpeed); |
|
goto(xy); |
|
move([-,-,-Socket.z]); |
|
feedrate(MillSpeed); |
|
cc_hole(xy,Socket.y/2 – MillClean,CutterDia/2,MillStep,-Socket.z); |
|
goto([-,-,TravelZ]); |
|
|
|
comment(" trochoid pocket milling"); |
|
|
|
feedrate(MillSpeed); |
|
trochoid_move(TrochPath[0],TrochPath[1], |
|
-Socket.z, TrochRadius, MillStep); |
|
goto([-,-,TravelZ]); |
|
|
|
comment("Clean slot perimeter"); |
|
feedrate(MillSpeed); |
|
goto([-,-,-Socket.z]); |
|
tracepath_comp(SlotPerimeter,CutterDia/2,TPC_CLOSED + TPC_LEFT + TPC_ARCIN + TPC_ARCOUT); |
|
|
|
goto([-,-,TravelZ]); |
|
goto(BlockHome); |



















{kind=link}
{kind=link}
{kind=link}