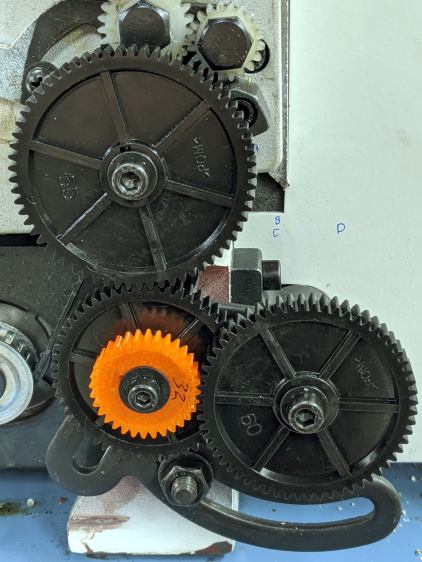
Going from a 21 tooth gear to a 42 tooth gear means you must reduce the remaining train ratio by a factor of two for a given thread pitch. Here’s a 42-50-45-60 train, with the same -125 ppm error as the 21-50-60-40 train and no screw / washer clearance issues between the A screw and the C gear:

The original 60-40 CD pair has a 3:2 ratio, the 45-60 CD pair is 3:4, so that’s where the factor-of-two reduction happens.
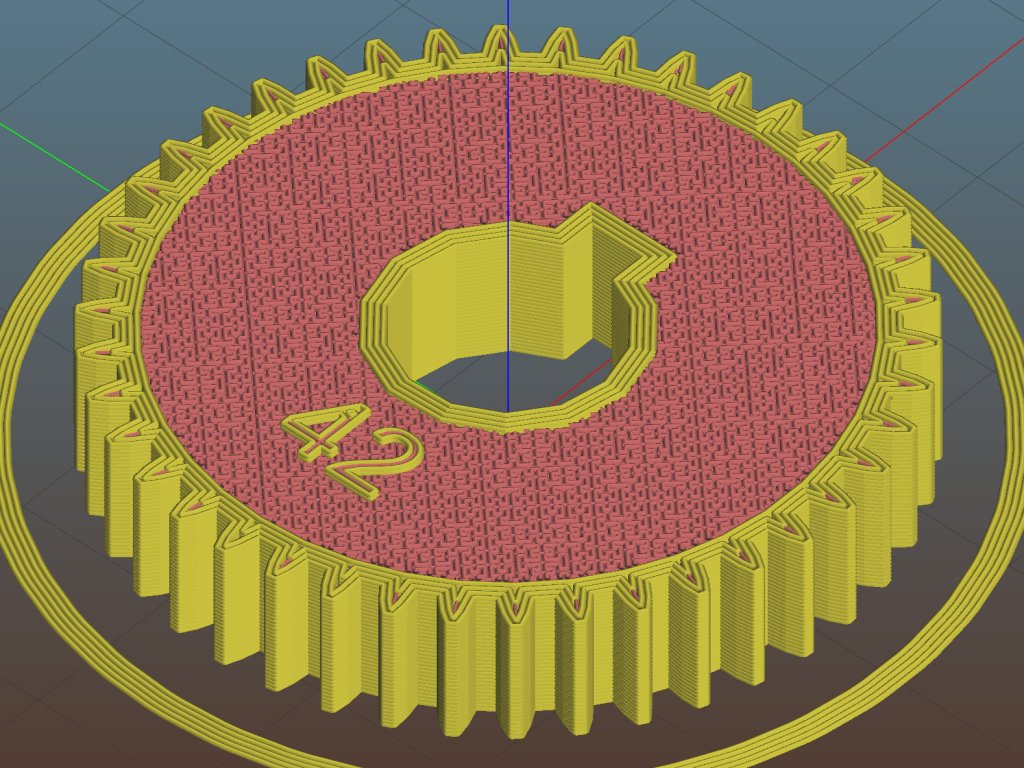
The first pass at the solid model included a debossed legend:

With a printed gear in hand, I realized the legend must be embossed below the surface, so as not to rub against an adjacent gear; better modeling is in order.
The general idea is to set Inkscape’s (known-good) gear generator to the correct gear parameters (module 1 → 3.14 mm circular pitch, 20° pressure angle):

Save the outline as an SVG:
If you do like I did and neatly position the gear at the bottom-left origin, all SVG viewers will show only the Quadrant I arc, probably because Inkscape sets the SVG file to display it that way. I’ve made that mistake before and maybe, someday, I’ll remember.
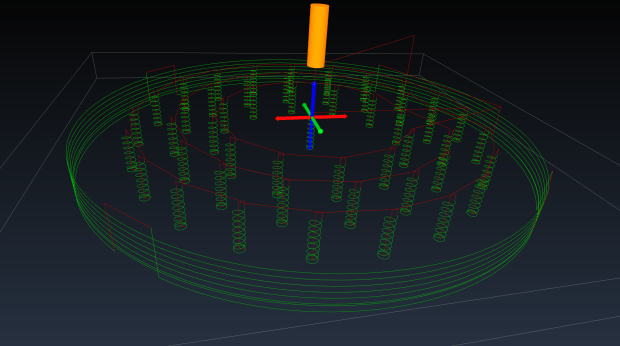
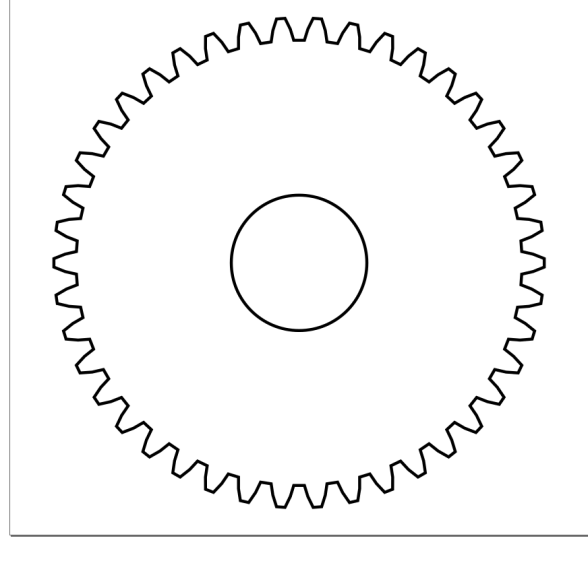
Load the SVG into OpenSCAD, which will find the entire gear, no matter where it falls in the coordinate space, and spike it at the origin:
linear_extrude(8.0,center=false,convexity=5)
import(file="/the-source-directory/Mini-Lathe/Change Gear - 42 teeth.svg",center=true);
The linear_extrude( … center=false … ) keeps the bottom of the blank at Z=0. The import( … center=true … ) puts the 2D shape at the XY origin. Because OpenSCAD centers the bounding box, gears with an odd number of teeth will be ever so slightly off-center, which would matter a whole lot more in a fancier machine tool than a mini-lathe.
All of which produces a tidy 3D gear blank:

OpenSCAD ignores SVG holes, which isn’t a problem for me, because I’d rather punch the bore, keyway, and so forth programatically.
But that’s another story …