Mini-lathes sold everywhere except the USA have hard-metric leadscrews with a 1.5 mm pitch, so they can cut metric threads without any trouble at all. USA-ian mini-lathes have hard inch leadscrews with a 1/16 inch pitch and require gymnastics to cut decent metric threads.
For inch threads:

For metric threads, it’s upside-down and converted:
Including a 21 tooth change gear at A or C in the train will get closer to metric threads, but the stud holding the B-C gears on my lathe imposes a minimum B gear size. Here’s a 1 mm thread with a 21-30-45-50 train:
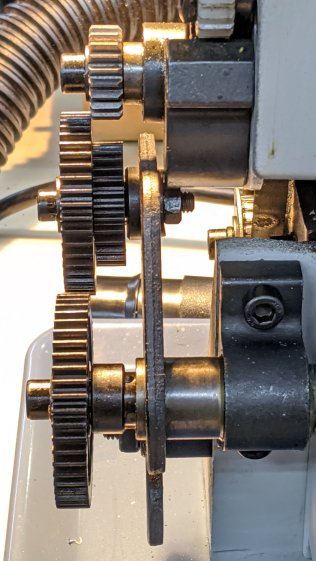
Oops.
You can interchange the AB and CD gear pairs, but the CD pair also has a minimum spacing:

If it worked, the 1 mm thread would be off by -125 ppm, which is surely close enough.
Without the 21 tooth gear, the LittleMachineShop gear calculator produces a 45-55-50-65 train that fits much better, albeit with +875 ppm thread error:

Dropping the 21 tooth gear into the LMS calculator produces a (barely) workable 21-50-60-40 train with -125 ppm error:

The very very snug fit of the screw (omitted here) on the 21 tooth gear nearly hits the 60 tooth gear. Your mileage may vary, of course.
Various sources suggest the gears are module 1, 20° pressure angle, 12 mm bore, and 8 mm thick (mine measure a scant 7.75 mm), with a 3 × 1.4 mm keyway (the key itself is 3 mm square, but it’s half-buried in the shaft).

Comments
2 responses to “Mini-Lathe Metric Threading: 21 Tooth Gear”
[…] Both of those trains have a 600 ppm error, so they’re definitely suboptimal compared to the results with a 21 tooth gear in the train. […]
[…] from a 21 tooth gear to a 42 tooth gear means you must reduce the remaining train ratio by a factor of two for a […]