While not strictly necessary for metric threading on a USA-ian mini-lathe, a 32 tooth gear can produce reasonable approximations, so I printed a pair from a Thingiverse collection:

The model was designed for a slightly different mini-lathe, as it includes a short boss and thinner plate, but it did fit on the shaft:

The gear mesh seemed odd, though, and comparing it with a standard 30 tooth gear and a different printed 32 tooth gear (about which, more later) showed it was definitely not compatible:

Yes, the 32 tooth Thingiverse gear on the right is slightly smaller than the stock 30 tooth gear in the middle.
The larger 32 tooth gear (on the left, above) meshes better:
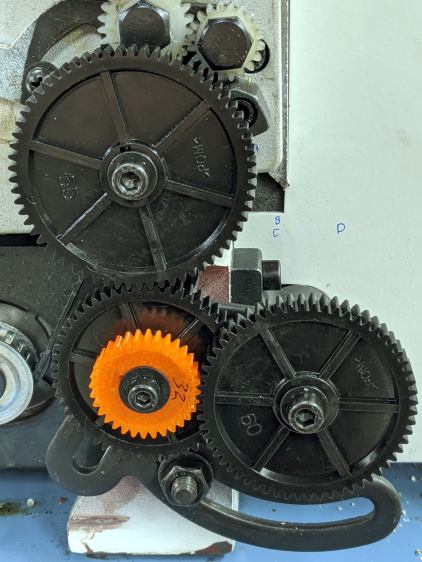
Both of those trains have a 600 ppm error, so they’re definitely suboptimal compared to the results with a 21 tooth gear in the train.
The real reason you need a 32 tooth gear is for exact 25, 50, and 100 TPI threads with a 1/16 inch leadscrew. I don’t foresee much need for those around here, but you can never have too many change gears …

Comments
12 responses to “Mini-Lathe Metric Threading: 32 Tooth Gear”
Clough42 on youtube has created an electronic leadscrew so you can do all those conversions in code. Sounds like a project. :-D
Looks good to me, but I do so very little threading it wouldn’t be worth the effort.
Particularly on a mini-lathe where the compound collides with the cross-slide DRO, so I can’t do threading as it should be done. [grumble]
Stipulated: “not worth the effort” doesn’t have much influence around here.
An interesting thing is, I think that the electronic lead screw could fake the effect of a 29.5 degree compound and you could get rid of the compound for a more rigid toolpost. Even more so if a stepper was slapped on the cross-slide. I took deliver of my 10×22 so maybe what I am really writing, here, are project plans for me. :-D
The compound feeds the cutter into the thread, while the leadscrew pulls it along the axis, so they’re pretty much orthogonal. The 30°-ish angle feeds the cutter (almost) parallel to one side of the thread, so it cuts only on one side, while 0° feeds it straight into the thread and both sides must cut equally. That’s apparently how CNC lathes do it, so it can’t be All Bad™.
Yeah, but the computer could apply a bit of advance of the cutter to the left relative to it’s (virtual) leadscrew position to simulate being fed in at 29/30 degrees.
I doubt I could synch manual cutter advance with an automagic leadscrew! Maybe full manual, with the compound at 0° (parallel to the bed), and some trig? Still seems fraught with peril.
I never tried a mini-lathe, and I’m relearning the Enco 9 x 20 (last used in ’04, maybe). Not forgiving, though the bent shaft in the apron only costs $50 (as a Jet-branded part). Note to self; trying to take too deep a cut in steel is a very bad idea. [wince]
Further note: the manual is supposed to have a section describing how to change the shear pin for the leadscrew driver. (It doesn’t.) Apparently, nobody told the roll pin that it was supposed to shear. [facepalm]
Have to take a look at that linkage and conjure a shear pin from 1/8″-ish stock.
Perhaps the original aluminum shear pin got cheapnified to steel when the factory cost-reduced their production?
It’s the same thinking that replaced copper wire with copper-plated steel: anything is possible …
I’ve seen and used steel shear pins, from the necked down bolts for the snow thrower to the 1/2″ Grade 2 bolt my brush cutter uses, but I’ve never seen a roll pin used for shear duty. I’ll have to see if copper works; have some ground wire and #10 Romex. I might end up using mild steel rod in the right size at worse case. Aluminum shapes that size aren’t a local item, though I might still have some 1/4″ hex that could be turned to size.
The 12″ Atlas has its problems (chatter, mostly) but the slip clutch for the leadscrew kept a disaster or two from occurring.
I keep fantasizing about a 14″ lathe, maybe a LeBlonde, but it’s not going to happen.
A roll pin just won’t save you, no how, no way.
I can see why the leadscrew pretzelized …
Not the leadscrew [whew], but a shaft/gear driven by the worm gear. $400 for a new leadscrew would be a non-starter, though turret accessories might have made the lathe worth keeping.
Looks like Enco cheaped out and skipped the shear pin; the Jet manual has it, but the Enco came from the low rent district, along with a spindle thread (37-ishmm x 6mm) that it cannot do, instead of the Jet’s 1-1/2″ x 8. The replacement parts seem to match otherwise.
The roll pin is about 1/4″. I have some suitable brass, so a new shear pin is high on the to-do list.