Ed Nisley's Blog: Shop notes, electronics, firmware, machinery, 3D printing, laser cuttery, and curiosities. Contents: 100% human thinking, 0% AI slop.
A discussion on the Makergear Google Group about a heated enclosure prompted me to run the numbers for cooling stepper motors with water, rather than fans and finned heatsinks.
The general idea comes from my measurements of the air-cooled heatsink stuck to a stepper’s end cap. The metal-to-metal conductivity works surprisingly well and reduces the case temperature to slightly over ambient with decent airflow through the heatsink; epoxying a cold plate to the end cap should work just as well. A NEMA 17 stepper case is 42.3 mm square, so a standard 40 mm square CPU cooling plate will fit almost exactly.
The question then becomes: how much water flow do you need to keep the motors cool?
Some numbers:
Water’s heat capacity is 4.2 J/g·K
1 J = 1 W·s, 1 W = 1 J/s
NEMA 17 motors dissipate about 5 W (13 W if you’re abusing them)
We’ll cool all four motors in parallel, for a total of 20 W
Allow a 5 K = 5 °C temperature rise in each cold plate
Rub them all together:
(20 J/s) / (5 K * (4.2 J/g·K)) = 0.95 g/s
For water, 1 g = 1 cc, so the total flow is 1 cc/s = 3600 cc/h = 3.6 liter/h, which, here in the US, works out to a scant 1 gallon/hour. It’s tough getting a pump that small and cheap flowmeters run around 0.5 liter/m…
If you don’t want a pump. put an aquarium up on a (sturdy) shelf and drain it through the cold plates. A cubic foot of water, all eight gallons and sixty-some-odd pounds of it, will last 8 hours, which should be enough for most printing projects.
If you want reliability, drain the coolers into a sump with a float switch (high = on), put another float switch (high = off) on the aquarium, and have the pump top up the aquarium. If the pump fails, your steppers stay cool for the next 8 hours. Heating the water about 5 °C during 8 hours won’t require active cooling.
Now, managing the hoses leading to the X axis stepper may be challenging, but a cable drag chain would control the rest of the wiring, too.
Browning HP Mag Blocks – stainless and plastic – side
It’s actually bronze-infused stainless steel powder, so it’s not exactly solid steel. The parts spend a day rattling around in a vibratory polisher that slightly rounds off their edges and smooths the surface, but (as with all 3D printed objects) you must learn to love the results; it’s certainly more photogenic than the black plastic version from my M2.
The bottom view shows the hole I added to reduce the metallic volume; they charge a bit under $0.01/mm3, which encourages airy design:
Browning HP Mag Blocks – stainless and plastic – bottom
A cross-section view of the solid model shows the interior structure:
The vent pipes are somewhat larger than in the plastic version and, obviously, I didn’t include the yellow support structures in the model I sent to Shapeways.
Their specs give a minimum wall thickness of 3.0 mm, which I’m definitely pushing on some of the internal features. The pipes came out perfectly, as nearly as I can tell, although some polishing media did get wedged in the smaller hole. Air passes freely across the top, which is the important part.
Although the specs list a ±2 mm (!) tolerance, a comment in a Shapeways forum said that applies to larger objects, with 0.2 mm being typical for smaller objects. The steel and plastic parts match within 0.2 mm of the nominal model dimensions, so that lower tolerance seems about right; I have no idea how consistent it is.
Another comment recommended carbide tools for secondary operations and that’s definitely true; I wrecked a perfectly good HSS tap trying to thread the central hole. Fortunately, I made the block slightly smaller outside and slightly larger inside, specifically to avoid having a deep thread; I intend to ram a standard M3x0.5 SHCS into that hole and epoxy it in place without worrying about thread damage.
That image has desaturated red to suppress the camera’s red burnout. It looks better in the realm of pure math:
Planetary Gear Bearing – Kurled – solid model
Reducing the tolerance parameter to 0.4 produced a surprisingly rigid, yet freely turning, bearing that required no cleanup: it popped off the plate ready to roll!
The heavy lifting in the OpenSCAD source code remains emmitt’s work. I replaced the outer cylinder with a knurl and simplified his monogram to stand out better amid the diamonds. This is the affected section:
Turns out that it’s 0.1340 inches, determined by bracketing the sliver above that 0.1300 block with feeler gauges. I don’t believe that last zero, either, as the Basement Shop was about 10 °F below the block’s 68 °F calibration temperature. [grin]
The actual size of that gap makes absolutely no difference whatsoever, but fooling around with the gauge blocks gave me an excuse to renew my acquaintance with them and, en passant, massage some oil over their long-neglected bodies:
Gauge block set
I used La Perle Clock Oil, which isn’t Official Gauge Block Oil, but doesn’t go bad on the shelf. Verily, this bottle may be the last of its kind, as it’s no longer available from any of the usual sources; it appears I bought it back in 2000.
The blocks are in good shape, probably because they don’t often see the light. FWIW, I have experimentally determined that my body oil doesn’t etch fingerprints into steel.
The block set, which is similar to a current box o’ blocks from Enco, claims “Workshop Grade”, but the ±0.00050 inch = 1.27 μm tolerance shown in the top row of the labels is much worse than even grade B’s sub-micron tolerance. That newer box claims “Economy” accuracy with the same spec, so I suppose somebody kvetched about mis-using the terms.
Ah, well, they’re far better than any measurements I’ve needed in a while and entirely suitable for verifying my other instruments.
Turns out that I managed to crunch it, exactly as I expected: I’d added a block to the Z-axis stage that poked the home switch just slightly before the anti-backlash nut unscrewed from the top of the leadscrew, but the stage could continue moving another few millimeters.
You can see the gap just above the brass anti-backlash nut:
Sherline Z-axis leadscrew nut – top end
At that point, the nut has barely a single micro-smidgen of thread engaged; that last 0.1340 inch of travel (yeah, I measured it) isn’t usable.
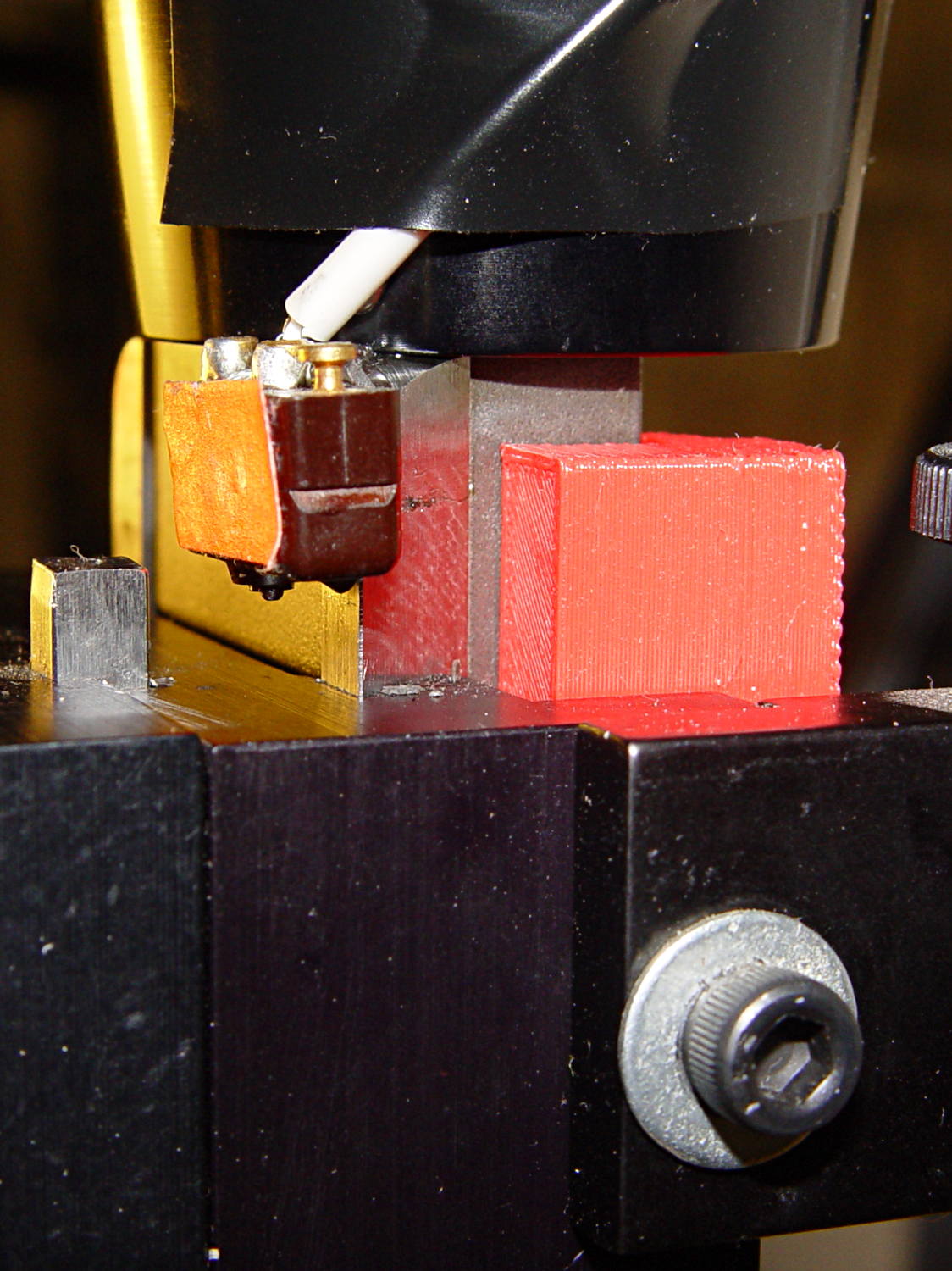
Rather than put a collar around the end of the leadscrew, I opted for a brute-force block atop the Z-axis saddle nut that will slam into the bottom of the stepper motor mount just before the anti-backlash nut disengages:
Sherline Z-axis Overrun Block – rear view
A strip of tapeless sticky (double-sided tape, minus the tape) holds the block in place on the saddle nut. It’s not subject to any particular stress: as long as it doesn’t fall off, it’s all good.
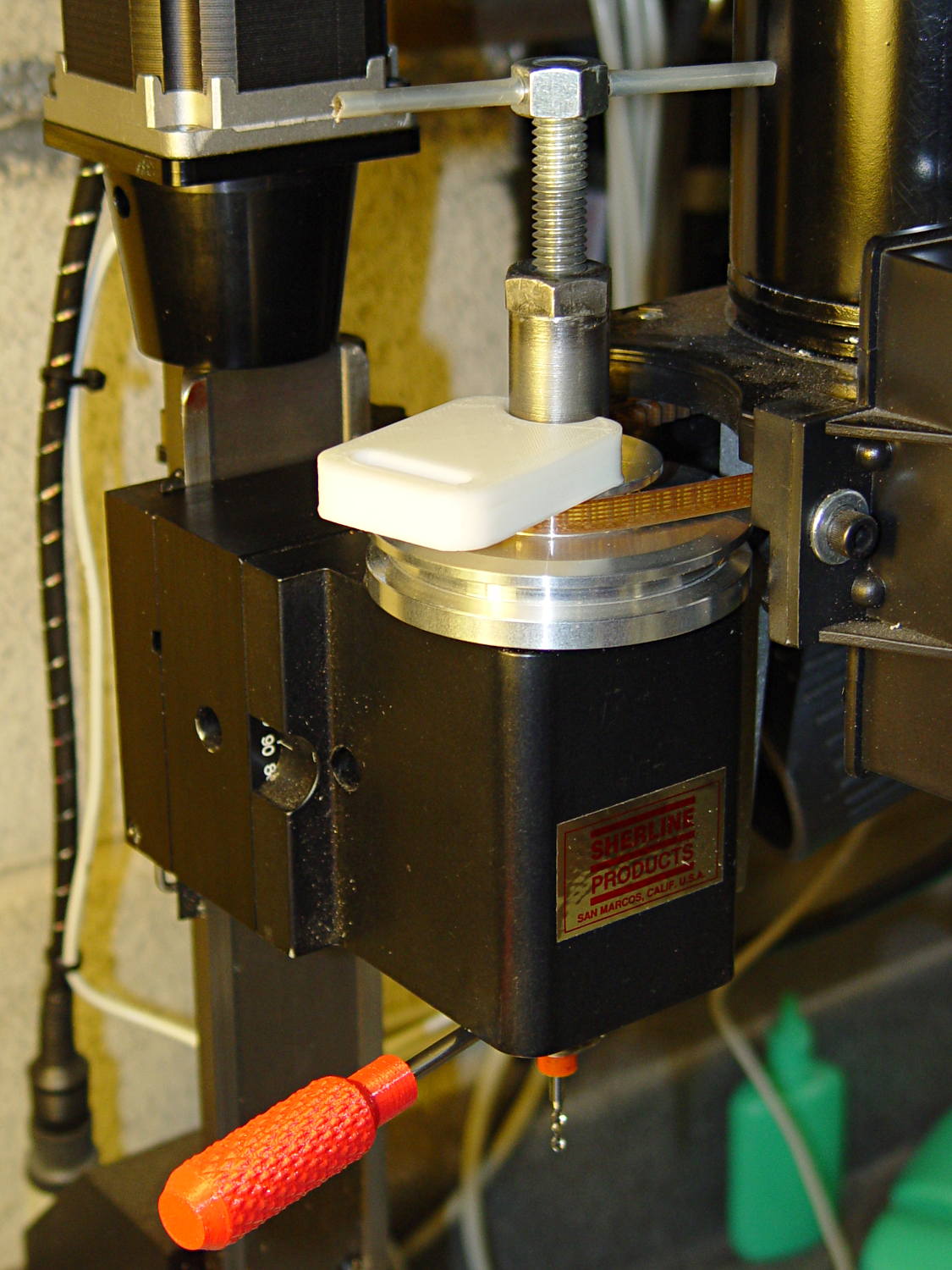
I ran the stage upward until it stalled, then epoxied a new switch (with the old fluorescent tape) in place. This shows the result after backing the stage down a few millimeters:
Sherline Z-axis Overrun Block – side view
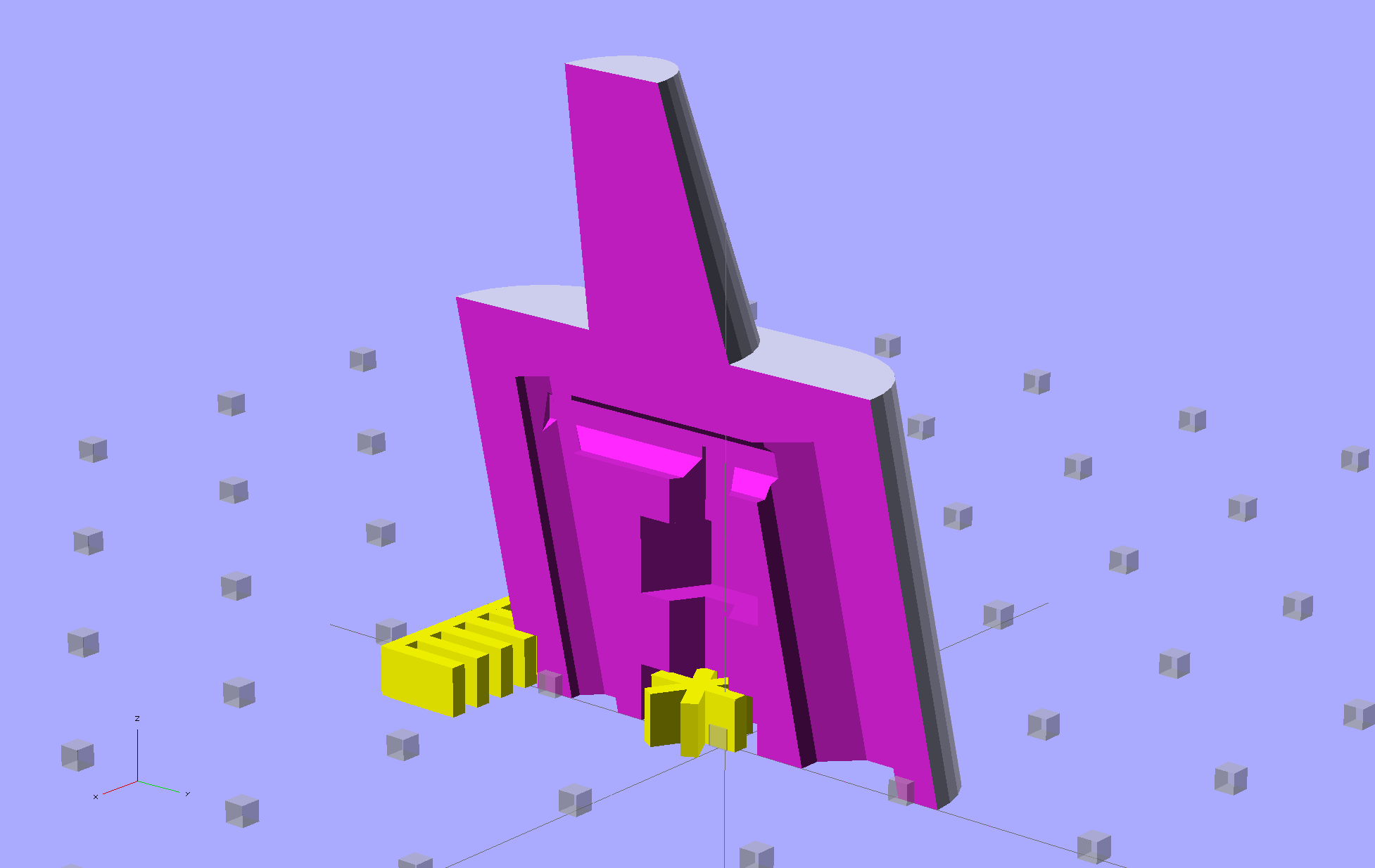
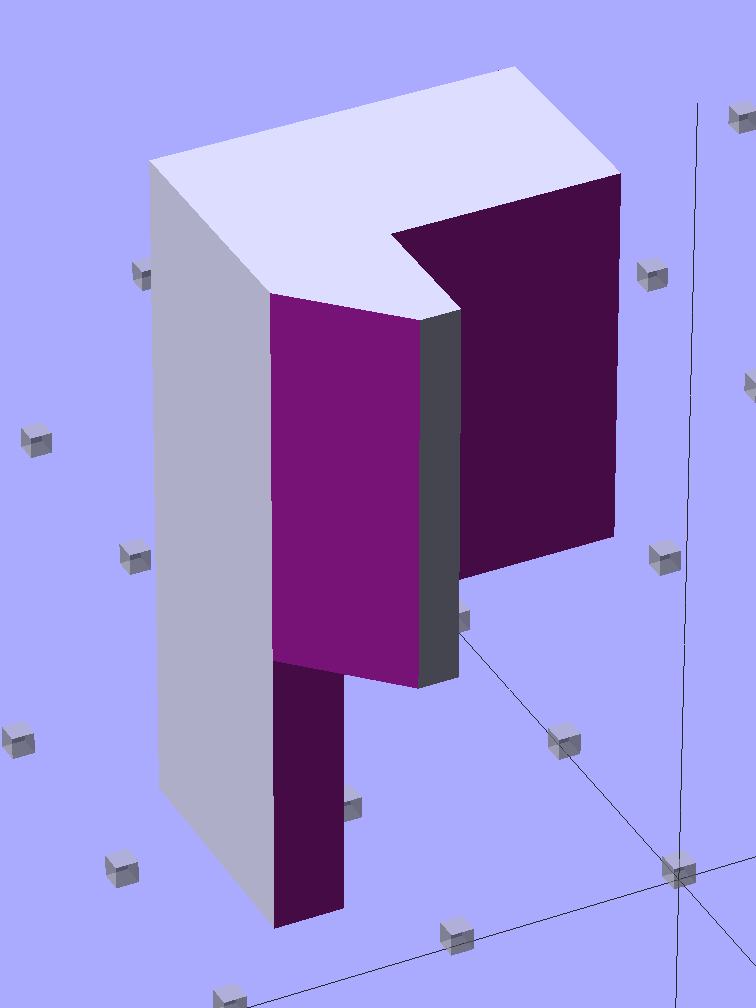
The solid model shows off the bevel that provides a bit more room for anti-backlash nut adjustment, not that I ever adjust it that much:
Sherline Z-Axis Overrun Prevention Block – solid model
Obviously, it doesn’t print in that position, but it’s easier to design it in the natural orientation and flip it around for printing.
The OpenSCAD source code:
// Sherline Z-axis Overrun Prevention Block
// Ed Nisley KE4ZNU December 2013
Layout = "Show"; // Show Build
//- Extrusion parameters must match reality!
// Print with 2 shells and 3 solid layers
ThreadThick = 0.25;
ThreadWidth = 0.40;
HoleWindage = 0.2;
Protrusion = 0.1; // make holes end cleanly
//----------------------
// Dimensions
BlockZ = 30.0; // overall height
ZLimit = 17.0; // Z travel limit
TongueX = 9.0; // beside Z axis dovetail
TongueY = 10.0;
StubX = 6.0; // behind Z axis pillar
StubY = 3.0;
BlockX = TongueX + StubX; // overall X
TabY = 3.0; // behind brass bracket
TabX = BlockX - sqrt(2)*TabY;
TabZ = BlockZ - ZLimit;
BlockY = TongueY + StubY + TabY; // overall Y
//----------------------
// Useful routines
module ShowPegGrid(Space = 10.0,Size = 1.0) {
Range = floor(50 / Space);
for (x=[-Range:Range])
for (y=[-Range:Range])
translate([x*Space,y*Space,Size/2])
%cube(Size,center=true);
}
//- The Block
module Block() {
difference() {
cube([BlockX,BlockY,BlockZ]);
translate([-Protrusion,-Protrusion,-Protrusion]) // remove column
cube([(StubX + Protrusion),(TongueY + Protrusion),2*BlockZ]);
translate([-BlockX/2,-Protrusion,-Protrusion]) // form tab
cube([2*BlockX,(TongueY + StubY),(TabZ + Protrusion)]);
translate([0,BlockY,(BlockZ/2 - 0*Protrusion)])
rotate(45)
cube([3*StubY,2*StubY,(BlockZ + 2*Protrusion)],center=true);
translate([0,0,-Protrusion])
cube([sqrt(2)*TabY,2*BlockY,(TabZ + Protrusion)]);
}
}
//-------------------
// Build it...
ShowPegGrid();
if (Layout == "Show")
Block();
if (Layout == "Build")
translate([-BlockZ/2,-BlockY/2,BlockX])
rotate([0,90,0])
Block();
While putting the speed wrenches in the box with the Sherline four-jaw chuck, it occurred to me that I had all the makings of a handle for Sherline’s steel tommy bars:
Sherline Tommy Bar Handle – solid model
Because these are intended for pushing, rather than twisting, I dialed the knurl back to 32 DP, reduced the depth to 0.5 mm, and ran the bar almost all the way through the handle for strength:
Sherline Tommy Bar Handles
A dab of urethane adhesive inside the handle holds the bar in place. They started out a snug slip fit, so we’ll see how well that holds the bars in place.
A tommy bar holds the spindle against the torque from the collet pusher:
Sherline CNC mill – tommy bar and collet pusher
A pair will come in handy with the three-jaw chuck the next time that one appears.
The white slab is a very early 3D printed tool from my Thing-O-Matic, made to hold the pin at exactly the proper distance from the pulley so it fits squarely into the pusher and locks it to the spindle:
Locking pin holder – spindle end view
Other folks make much nicer tommy bar handles than mine, but I’d say my 3D printed handles beat a common nail any day!
The OpenSCAD source code:
// Knurled handles for Sherline tommy bars
// Ed Nisley - KE4ZNU - December 2013
use <knurledFinishLib_v2.scad>
//- Extrusion parameters must match reality!
// Print with 2 shells and 3 solid layers
ThreadThick = 0.20;
ThreadWidth = 0.40;
HoleWindage = 0.2; // extra clearance
Protrusion = 0.1; // make holes end cleanly
PI = 3.14159265358979;
inch = 25.4;
//----------------------
// Dimensions
ShaftDia = 10.0; // un-knurled section diameter
ShaftLength = 10.0; // ... length
SocketDia = 4.0; // tommy bar diameter
SocketDepth = 40.0;
KnurlLen = 35.0; // length of knurled section
KnurlDia = 15.0; // ... diameter
KnurlDPNom = 32; // Nominal diametral pitch = (# diamonds) / (OD inches)
DiamondDepth = 0.5; // ... depth of diamonds
DiamondAspect = 2; // length to width ratio
NumDiamonds = floor(KnurlDPNom * KnurlDia / inch);
echo(str("Num diamonds: ",NumDiamonds));
NumSides = 4*(NumDiamonds - 1); // 4 facets per diamond. Library computes diamonds separately!
KnurlDP = NumDiamonds / (KnurlDia / inch); // actual DP
echo(str("DP Nom: ",KnurlDPNom," actual: ",KnurlDP));
DiamondWidth = (KnurlDia * PI) / NumDiamonds;
DiamondLenNom = DiamondAspect * DiamondWidth; // nominal diamond length
DiamondLength = KnurlLen / round(KnurlLen/DiamondLenNom); // ... actual
TaperLength = 0.75*DiamondLength;
//----------------------
// Useful routines
module PolyCyl(Dia,Height,ForceSides=0) { // based on nophead's polyholes
Sides = (ForceSides != 0) ? ForceSides : (ceil(Dia) + 2);
FixDia = Dia / cos(180/Sides);
cylinder(r=(FixDia + HoleWindage)/2,
h=Height,
$fn=Sides);
}
module ShowPegGrid(Space = 10.0,Size = 1.0) {
Range = floor(50 / Space);
for (x=[-Range:Range])
for (y=[-Range:Range])
translate([x*Space,y*Space,Size/2])
%cube(Size,center=true);
}
//- Build it
ShowPegGrid();
difference() {
union() {
render(convexity=10)
translate([0,0,TaperLength])
knurl(k_cyl_hg=KnurlLen,
k_cyl_od=KnurlDia,
knurl_wd=DiamondWidth,
knurl_hg=DiamondLength,
knurl_dp=DiamondDepth,
e_smooth=DiamondLength/2);
color("Orange")
cylinder(r1=ShaftDia/2,
r2=(KnurlDia - DiamondDepth)/2,
h=(TaperLength + Protrusion),
$fn=NumSides);
color("Orange")
translate([0,0,(TaperLength + KnurlLen - Protrusion)])
cylinder(r2=ShaftDia/2,
r1=(KnurlDia - DiamondDepth)/2,
h=(TaperLength + Protrusion),
$fn=NumSides);
color("Moccasin")
translate([0,0,(2*TaperLength + KnurlLen - Protrusion)])
cylinder(r=ShaftDia/2,h=(ShaftLength + Protrusion),$fn=NumSides);
}
translate([0,0,(2*TaperLength + KnurlLen + ShaftLength - SocketDepth + Protrusion)])
PolyCyl(SocketDia,(SocketDepth + Protrusion),6);
}
A Home Shop Machinist article (A Speed Key for Your Four-Jaw Chuck, p 67 Nov-Dec 2013, David Morrow) showed some lovely knurled steel knobs. These 3D printed knobs aren’t nearly as pretty, but they do much the same thing:
Sherline Knobs – in 4 jaw chuck
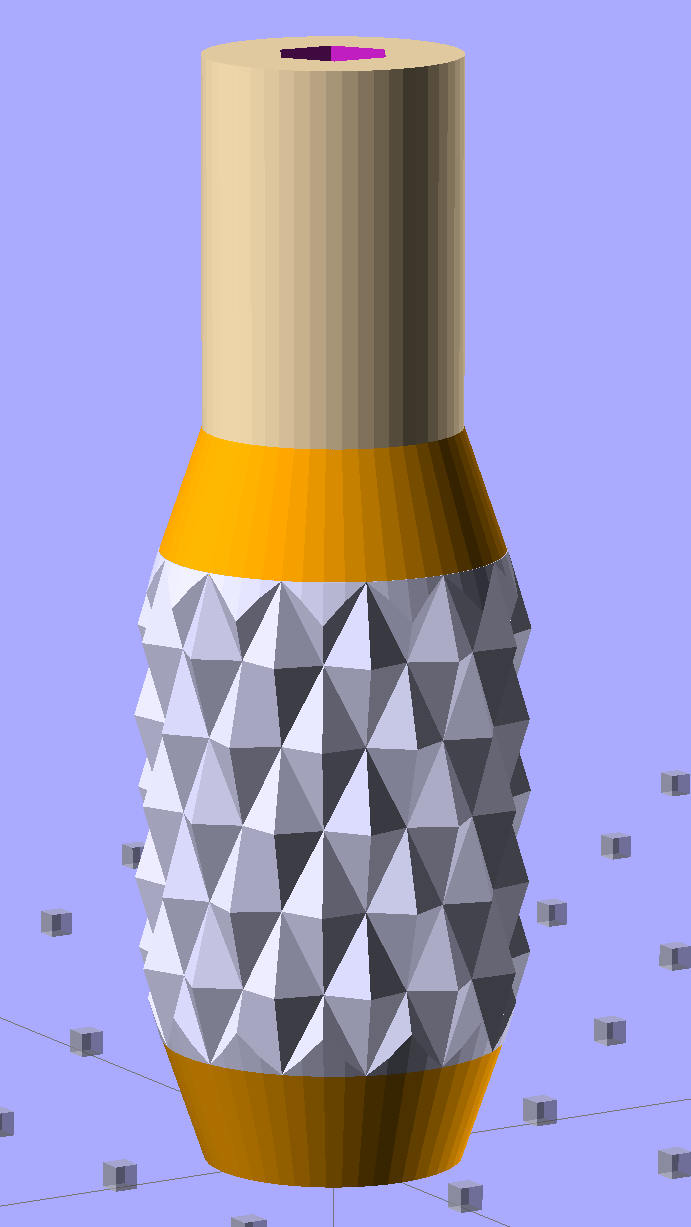
The solid model resembles the illegitimate offspring of a wine bottle and a pineapple:
Sherline Knob – solid model
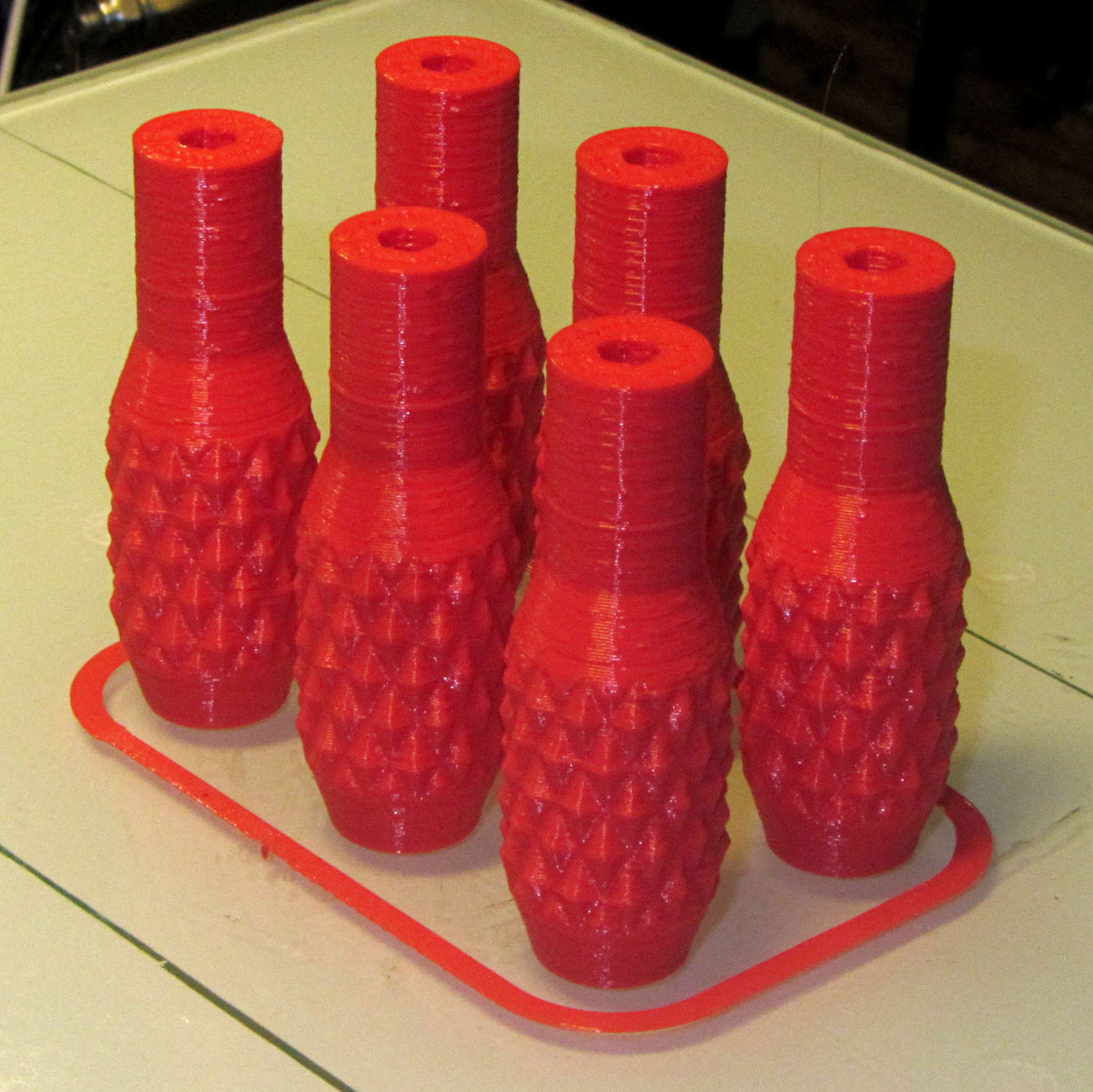
The knurling comes from aubenc’s Knurled Surface Library v2. I ran off a prototype (on the left), then tweaked the dimensions to get the final version on the right:
Sherline Knobs – knurl depth variation
Being that type of guy, I define the knurl in terms of its diametral pitch, compute the diamond width & length to fit in the available space, then hand those measurements to the knurling library… which recomputes everything and decides on one less diamond than I do: NumSides has a Finagle Constant of -1 to make the answer come out right. We may be using a different diameter or something, but I haven’t deciphered the source code. It’s parametric out the wazoo, as usual, so you can spin up what you like, how you like it.
Anyhow, a 24 DP knurl with 1.0 mm depth looks and feels pretty good; the XY resolution isn’t good enough for a 48 DP knurl around that knob diameter. The diamonds don’t come out as crisp and pointy as crushed steel knurls, but they’re OK for my fingers.
Doing half a dozen doesn’t take much longer than doing a few, because there’s a 20 second minimum layer time in effect and those things don’t have much plastic, so now I have one for the hold-down clamps and another for Show-n-Tell sessions:
Sherline Knobs – M2 platform
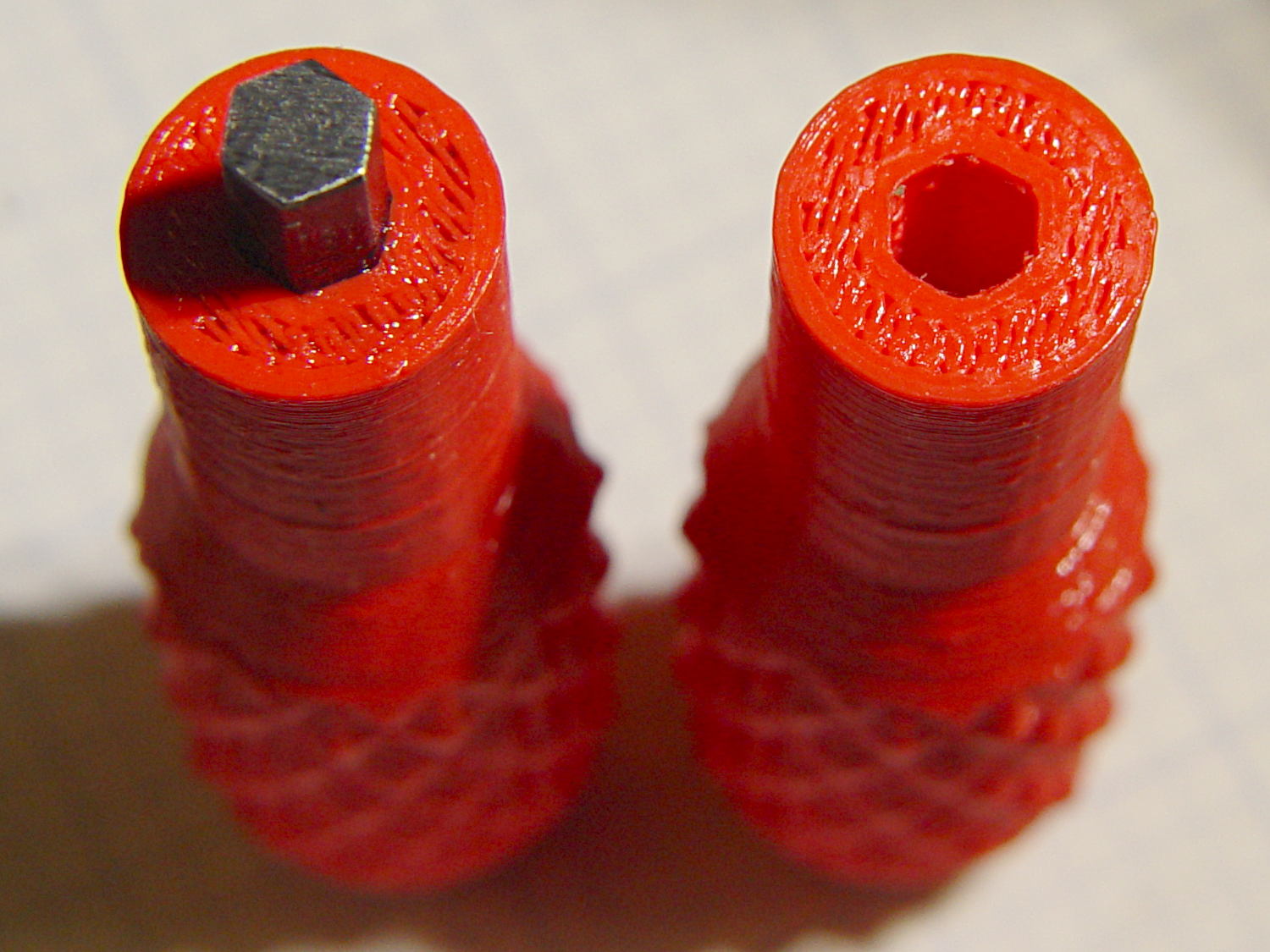
I chopped a 5/32 inch hex key into five 15 mm lengths with a Dremel cutoff wheel, then filed both ends flat and broke the edges. The hex stubs were a press fit in the hex holes, so I finger-started them, grabbed the hex in the drill press, aligned the handle below, and rammed the stub about 5 mm deep. The final depth comes from jamming the wrench into the chuck and pressing firmly, so the stubs project exactly as far as possible:
Sherline Knobs – hex key inserted
One might quibble about the infill on the end; one may go adjust one’s own printer as one prefers.
There’s 0.1 mm more HoleWindage than usual, because these holes must fix a hex shaft, not a circular pin, and the corners need some clearance. They came out a firm press fit: exactly what’s needed.
They’re no good for final tightening of those chuck jaws, but that’s not their purpose…