Ed Nisley's Blog: Shop notes, electronics, firmware, machinery, 3D printing, laser cuttery, and curiosities. Contents: 100% human thinking, 0% AI slop.
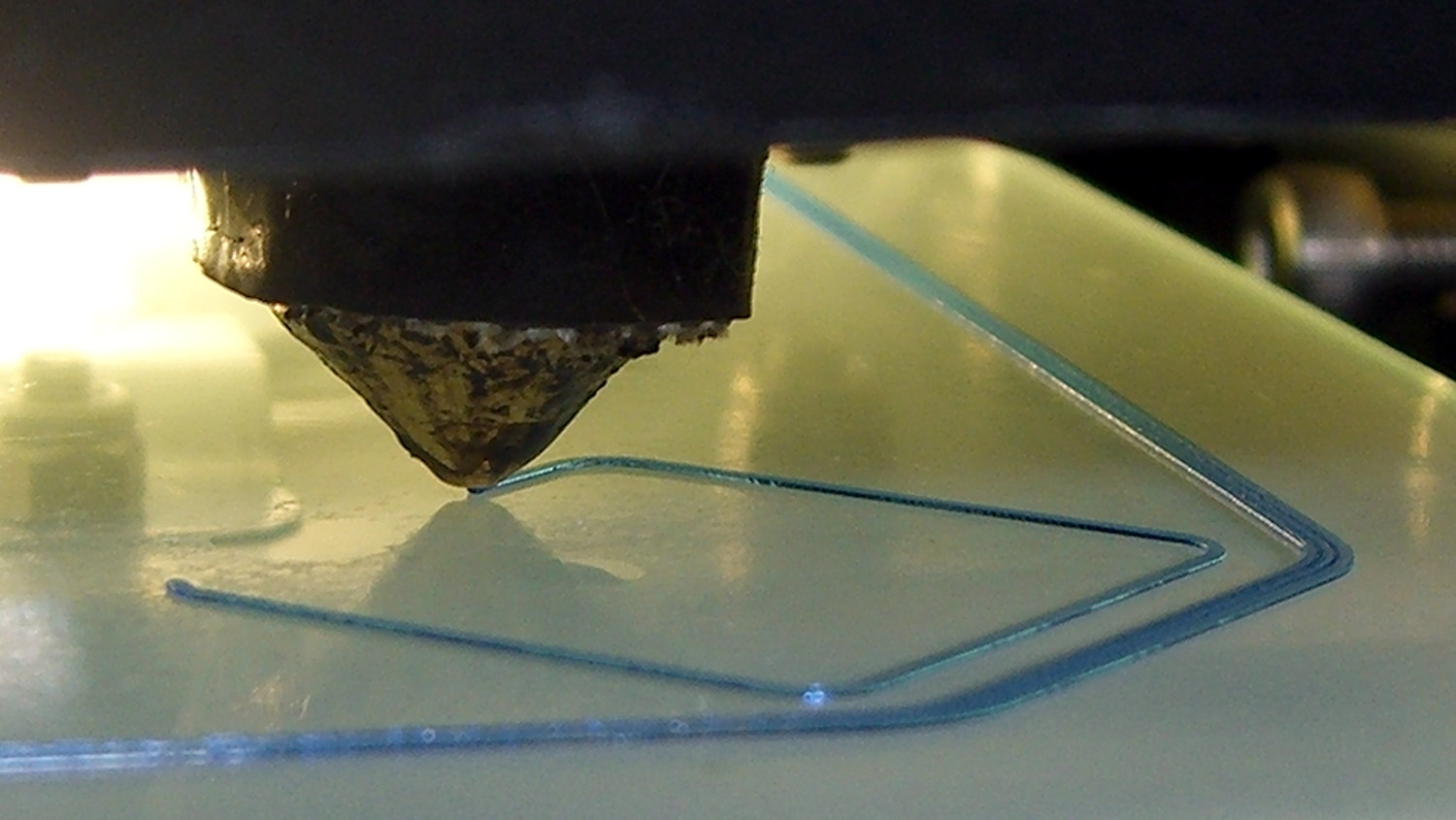
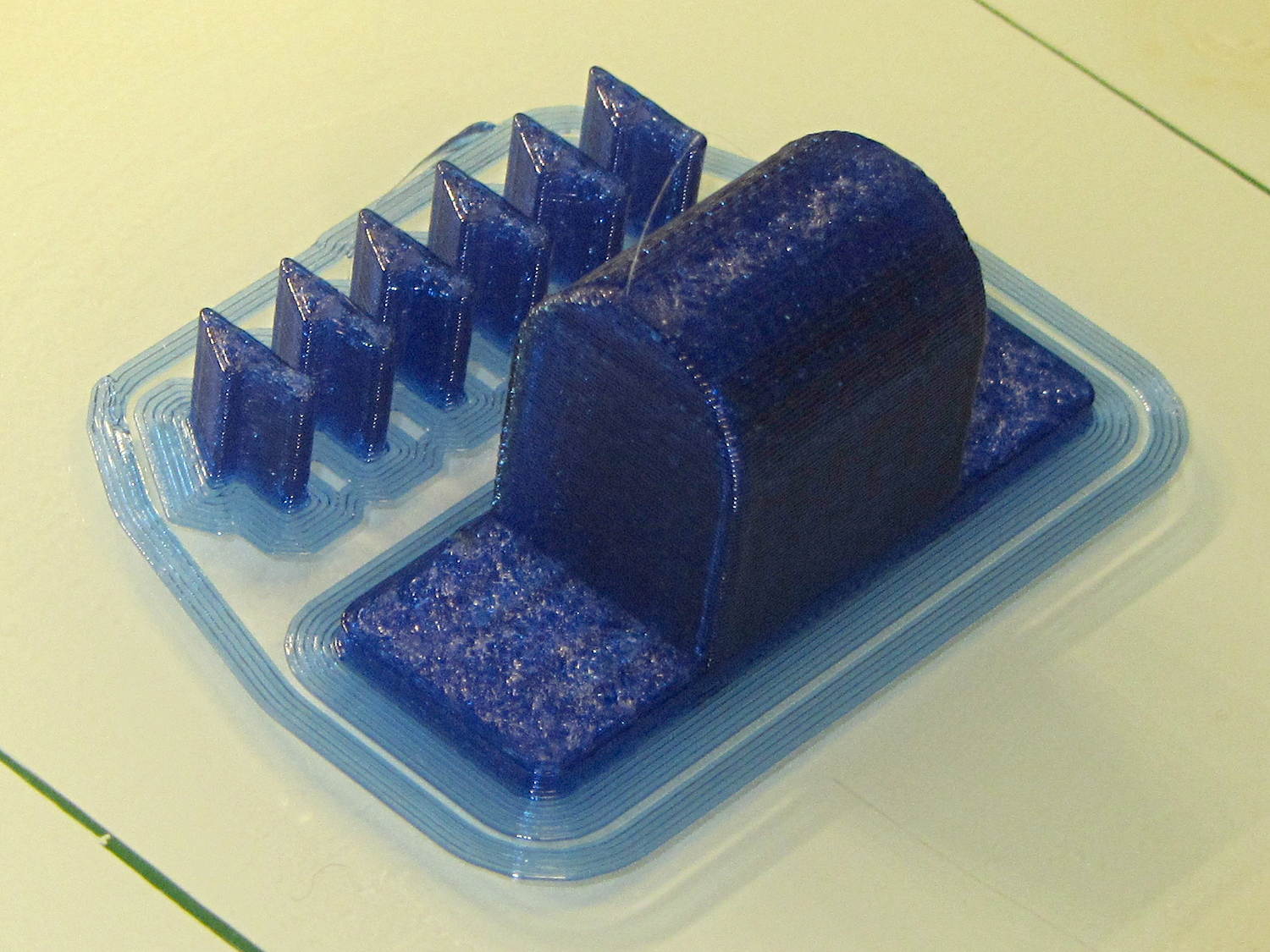
Here’s what the 0.35 mm diameter nozzle of my Makergear M2 looks like when printing a 0.40×0.25 mm thread on borosilicate glass with a coating of hairspray:
M2 V4 nozzle – thinwall box first layer
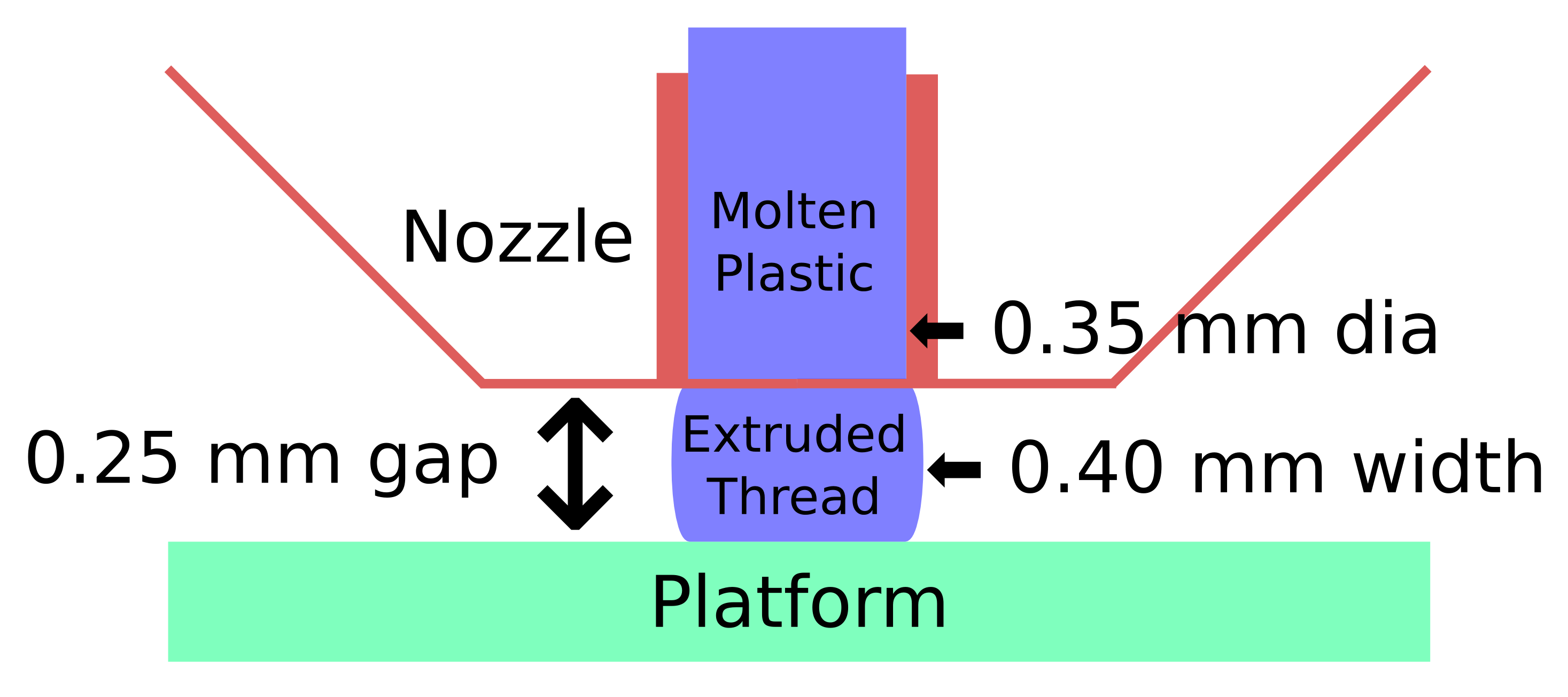
The dimensions:
Extrusion Dimensions
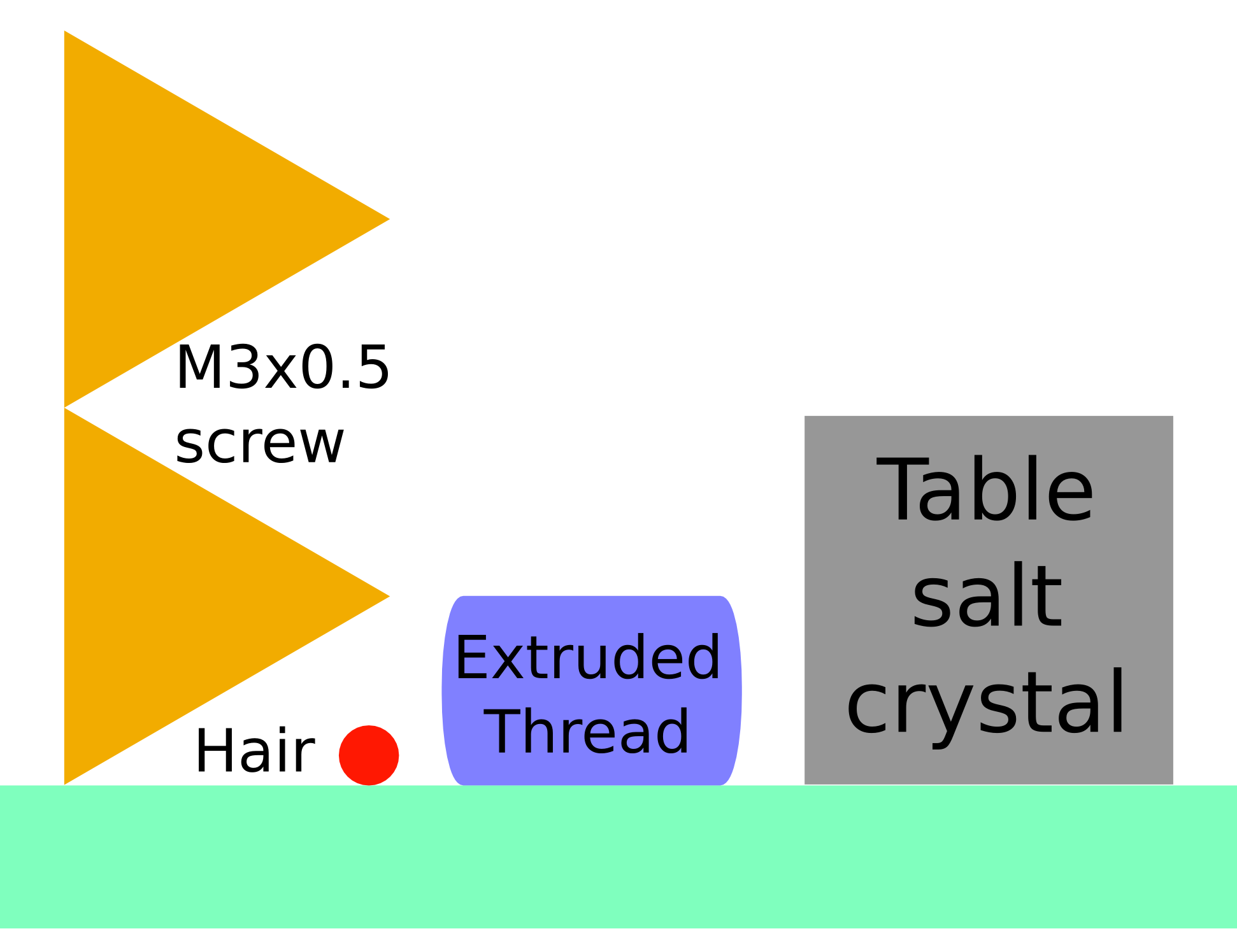
Some common household objects at the same scale:
Objects vs Thread Comparison
The accuracy required is literally hair-fine: being off by the diameter of the hair on your head can wreck the first layer of the printed object.
One turn of the M3 screws supporting the M2 platform move the mounting point by twice the thread thickness. Their positions on the platform amplify the motion by about a factor of two, so if you’re tweaking the screws by more than 1/6 turn at a time, you’re overdoing it.
For first-layer nozzle-to-platform distance adjustment:
If it increases by 0.25 mm, the plastic won’t touch the platform
If it decreases by 0.25 mm, the plastic won’t come out of the nozzle
For platform alignment:
If your printer can’t maintain the proper gap to within ±0.10 mm across the entire platform, it won’t produce accurate results
Works for me, anyhow. All I do is slice whatever object I’ve just designed, turn the M2 on, and print it. No muss, no fuss, no wasted motion: It Just Works.
The sketches come from my Digital Machinist column (DM 10.4). They’ve been covering a bunch of 3D printing topics, so if you’re interested in that kind of stuff…
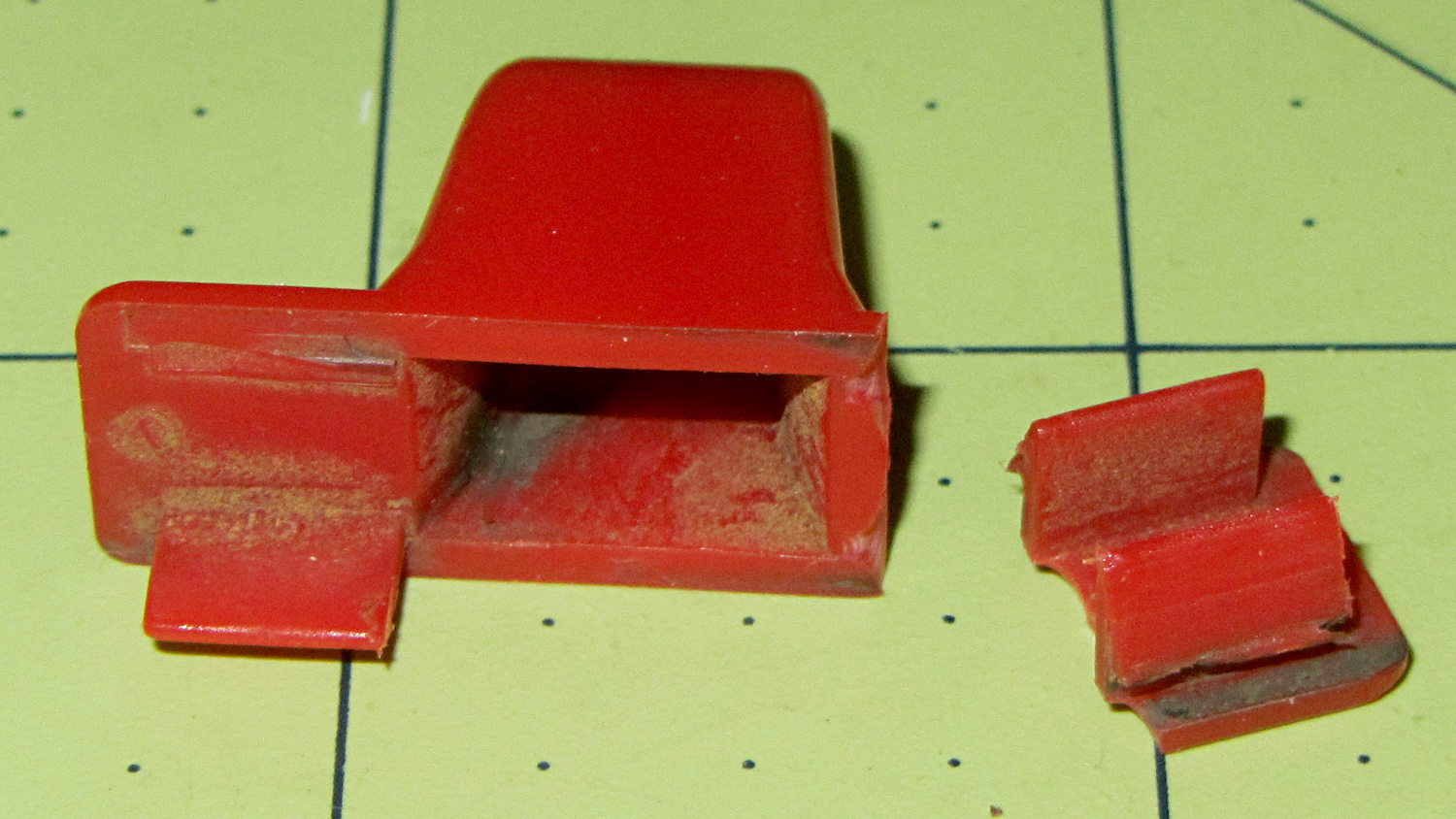
The upper-left tab broke off this “knob” shortly after we got the leaf shredder:
Throttle knob – broken original
But it worked well enough that, following my usual course of action, I could ignore the problem. Until a few days ago, that is, when the remaining tab on that end pulled out of the slot on the engine and the whole affair bent into uselessness.
It’s a $10 item from eBay (with free shipping), $8 from Amazon ($4, not eligible for Prime, so plus $4 shipping), out of stock at my usual online small engine source, and not worth biking a few dozen miles here & there to see if anybody has one. I know better than to look for repair parts at Lowe’s / Home Depot. It’s Tecumseh Part 36638, which may come in handy some day.
So, we begin…
It’s one of those pesky injection-molded miracle plastic doodads that can’t be printed in one piece, so I designed the tabs as separate parts and glued them in place. The solid model shows the intended assembly, with a bit of clearance around the tabs for tolerance and glue slop:
Tecumseh Throttle Knob – solid model – show view
External clearances aren’t an issue, so I made the base plate longer, wider, and thicker, which gave the tabs something to grab onto. The half-round knob is bigger, more angular, and uglier than the OEM knob, because I had trouble holding onto the original while wearing work gloves.
Printing a few extra tabs allows the inevitable finger fumble:
Throttle knob – on platform
The tabs stand on edge to properly orient the printed threads around the perimeter: a great force will try to rip that triangular feature right off the tab, so wrapping the thread as shown maximizes the strength. Laying them flat on their backs would put the force in shear, exactly parallel to thread-to-thread bonds; I wouldn’t bet on the strength of those layers.
The brim provides enough platform footprint around the tabs to keep them upright, but obviously isn’t needed around the knob. Although you could wrap a modifier mesh around one or the other, trimming the brim off the knob with a precision scissors seemed more straightforward.
Slobbering generous drops of of IPS #4 solvent adhesive into the slots and over the tabs softened the PETG enough that I could ram the tabs into place, using a big pliers to overcome their feeble resistance:
Throttle knob – glued latches
With the plastic still dazed from the fumes, I force-fit the knob into the slot on the engine:
Throttle knob – installed
The tabs eased back into position and seem to be holding the knob in place. Worst case: make a new knob, butter up the tabs with slow epoxy, ram knob into slot, then poke a screwdriver inside to realign the tabs against the slot edges.
The solvent had a few cloudy days to evaporate before the next shredding session, whereupon the throttle once again worked exactly the way it should.
The OpenSCAD source code:
// Tecumseh 36638 Throttle Knob
// Ed Nisley KE4ZNU November 2015
Layout = "Build"; // Build Show Tab Base
//- Extrusion parameters must match reality!
ThreadThick = 0.25;
ThreadWidth = 0.40;
HoleWindage = 0.2;
Protrusion = 0.1; // make holes end cleanly
inch = 25.4;
function IntegerMultiple(Size,Unit) = Unit * ceil(Size / Unit);
//----------------------
// Dimensions
BaseSize = [40,14,3.0]; // overall base plate outside engine controller slot
Knob = [18,BaseSize[1],17];
TabSize = [7.5,1.6,6.0]; // ovarall length, minimum width, overall height
TabSocket = [8.0,2.0,BaseSize[2] - 2*ThreadThick]; // recess in base plate for tab
TabOuterSpace = 30.0; // end-to-end length over tabs - sets travel distance
SlotWidth = 7.75; // engine controller slot width
SlotThick = 1.5; // engine controller slot thickness
TabShape = [
[0,0],
[BaseSize[2] + TabSize[2],0],
[BaseSize[2] + TabSize[2],ThreadWidth],
[BaseSize[2] + SlotThick,2*TabSize[1]],
[BaseSize[2] + SlotThick,TabSize[1]],
[0,TabSize[1]]
];
CapBaseOpening = [11,7.5,15]; // opening in base plate, Z = clearance from controller plate
//----------------------
// Useful routines
module PolyCyl(Dia,Height,ForceSides=0) { // based on nophead's polyholes
Sides = (ForceSides != 0) ? ForceSides : (ceil(Dia) + 2);
FixDia = Dia / cos(180/Sides);
cylinder(r=(FixDia + HoleWindage)/2,
h=Height,
$fn=Sides);
}
//----------------------
// Pieces
module Tab() {
linear_extrude(height=TabSize[0]) {
polygon(points=TabShape);
}
}
module Base() {
CornerRad = BaseSize[1]/8;
difference() {
union() {
linear_extrude(height=BaseSize[2])
hull()
for (i=[-1,1], j=[-1,1])
translate([i*(BaseSize[0]/2- CornerRad),j*(BaseSize[1]/2 - CornerRad)])
circle(r=CornerRad,$fn=4*4);
translate([Knob[0]/2,0,BaseSize[2] - Protrusion])
rotate([0,-90,0])
linear_extrude(height=Knob[0])
hull() {
translate([Knob[2] - Knob[1]/2,0])
circle(d=Knob[1],$fn=8*4);
translate([0,-Knob[1]/2,0])
square([Protrusion,Knob[1]]);
}
}
translate([-CapBaseOpening[0]/2,-CapBaseOpening[1]/2,-Protrusion])
cube(CapBaseOpening + [0,0,-CapBaseOpening[1]/2 + Protrusion],center=false);
translate([0,0,CapBaseOpening[2] - CapBaseOpening[1]/2])
rotate([0,90,0]) rotate(180/8)
cylinder(d=CapBaseOpening[1]/cos(180/8),h=CapBaseOpening[0],center=true,$fn=8);
for (i=[-1,1], j=[-1,1])
translate([i*(TabOuterSpace/2 - TabSocket[0]/2),j*(SlotWidth/2 - TabSocket[1]/2),TabSocket[2]/2 - Protrusion])
cube(TabSocket + [0,0,Protrusion],center=true);
}
}
//----------------------
// Build it
if (Layout == "Base")
Base();
if (Layout == "Tab")
Tab();
if (Layout == "Show") {
Base();
for (i=[-1,1], j=[-1,1])
translate([i*(TabOuterSpace/2 - TabSocket[0]/2),j*(SlotWidth/2 - TabSocket[1]/2),0])
translate([j < 0 ? TabSize[0]/2 : -TabSize[0]/2,j < 0 ? TabSize[1]/2 : -TabSize[1]/2,BaseSize[2] - 2*ThreadThick])
rotate([0,90,j < 0 ? -180 : 0])
Tab();
}
if (Layout == "Build") {
Base();
for (i=[0:5]) // build a few spares
translate([-7*TabSocket[1] + i*3*TabSocket[1],BaseSize[1],0])
rotate(90)
Tab();
}
The original doodle showing the OEM knob dimensions and some failed attempts at fancy features:
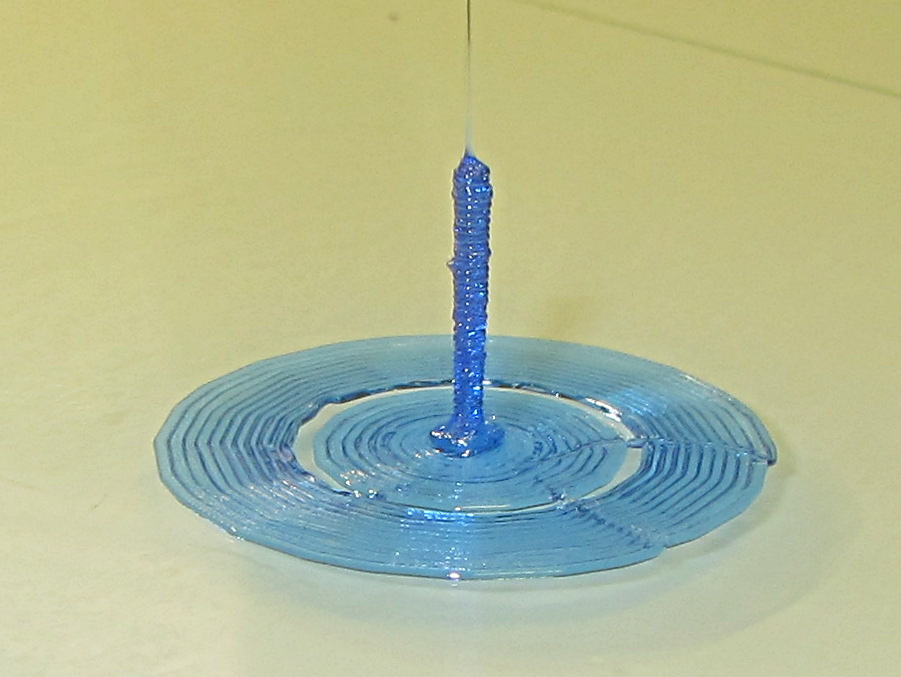
Sliced with Slic3r for PETG at 1 mm/s, with fans in full effect. It sits amid a 5 mm brim, inside a skirt that uses 15 mm of filament, giving it a Washington Monument aspect.
The challenge was to print a 0.7x9.0 cylinder, which doesn’t work well with a 0.35 mm nozzle. Instead, I went with 0.9 mm diameter. The result measures 1.1 mm over all the obvious bumps, so it’s surprisingly close. The “nail head” at the bottom most likely comes from the hot end depressurizing as it suddenly transitions from 15 mm/s in the brim to 1 mm/s for the cylinder.
Fairly obviously, you can’t print something like that at full speed (50 mm/s was claimed for a Rep 2 and I don’t believe that for an instant). Indeed, it’s such a pathological model that Slic3r’s minimum layer time and small perimeter settings had no effect; I had to manually set the extrusion speed to 1 mm/s in order to make it work. Plus adding that brim, because I knew it wouldn’t stand by itself.
Other than that, printing it was no big deal.
A picture from that M2 forum discussion suggests you can go crazy with this stuff:
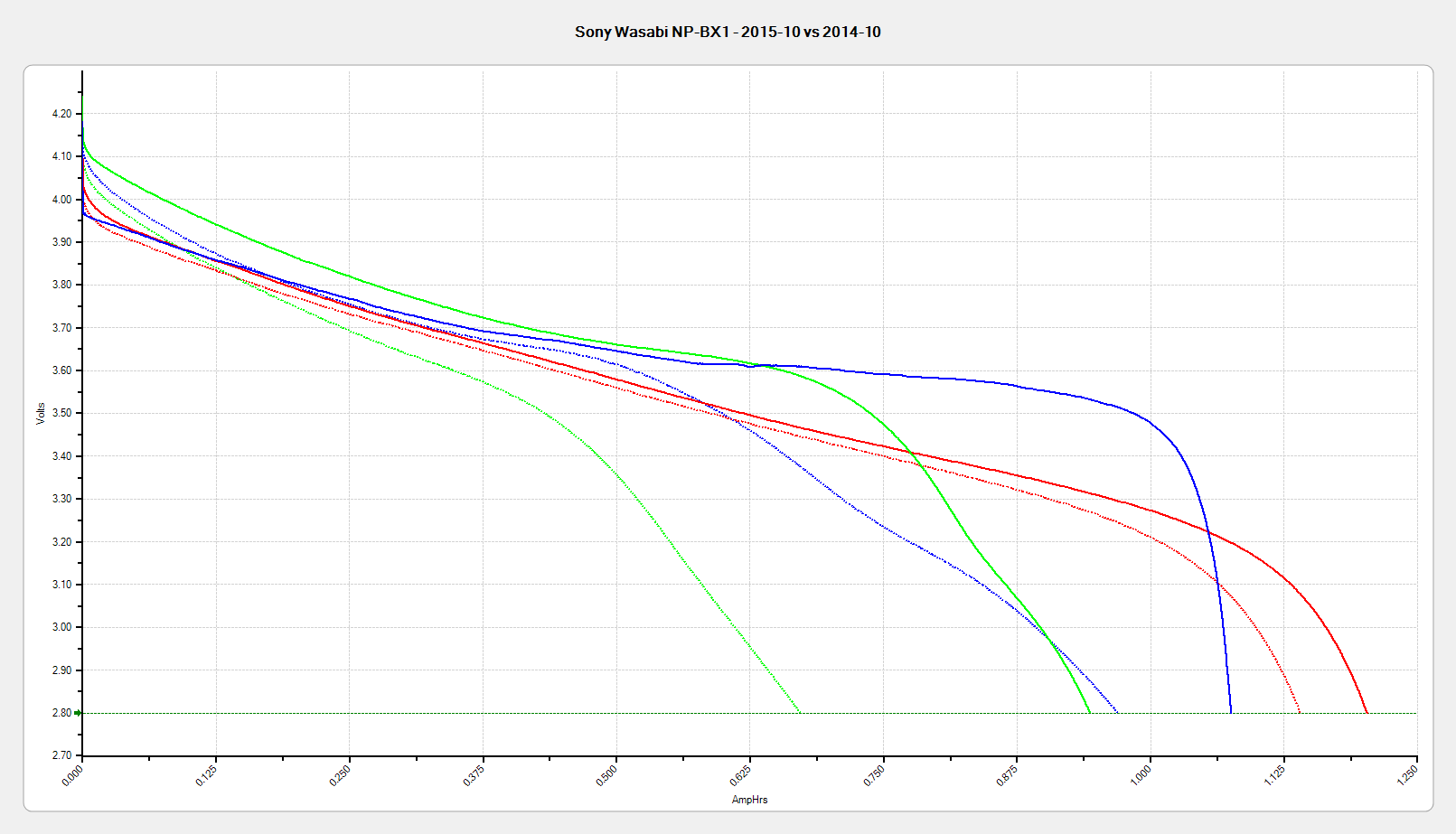
All the tests are at 500 mA, approximately half the camera’s load. Oddly, the numeric values along the mA·h axis work out pretty close to the actual runtime in hours:
Sony – 1:30
Wasabi D – 1:15
Wasabi B – 0:40
Given that a typical bike ride takes an hour, the two year old Wasabi B battery’s 40 minute runtime isn’t useful. The Wasabi D battery is a bit over a year old and looks very much like the B battery did last year.
The Wasabi batteries march through the camera and charger in order, so each one gets used about once a week. The Sony battery gets used once every half-dozen complete cycles, just so I have a standard “good” battery.
The Sony and Wasabi B cells over the course of two years:
Sony NP-BX1 – OEM Wasabi – 2015-10 2014-10 2014-01
Much to my surprise, the Wasabi batteries started out slightly better than the Sony OEM battery, at least as measured by the available voltage and energy. The camera runs from an internal switching power supply, so the area under the curve (basically equal to energy in W·h) above the cutoff voltage is all that matters.
In round numbers, I can expect 100 cycles out of each battery before the run time drops below the ride time; at $10/battery, that’s a dime a ride. Any claims that the batteries can be recharged “1000 times!” may be true, but they’ll have a useless fraction of their original capacity by then.
Back in the day, you could install a Genuine HP 09872-60066 Digitizing Sight in your Genuine HP 7475A plotter, maneuver the sight to an interesting point on the paper, press the Enter button, send the point’s coordinates through the serial port to the computer, then do whatever you like with the numbers.
Here in the future, I twiddled the demo code that draws Superformula patterns to send a digitization command and await the response at the end of each plot. I can then change the paper, press the Enter button, and get the next plot: exactly what I need for the upcoming Poughkeepsie Mini Maker Faire.
The only gotcha turns out to be that, having hacked the Chiplotle interface to use hardware handshaking, there’s no way to tell when the outgoing buffer has drained. Until that happens, the plotter can’t respond to the digitizing command and, eventually, Chiplotle kvetches about not hearing anything.
The least awful solution seems to be sleeping for 40 seconds (!) while the plotter trudges through the last line of the legend (!!), then continuing apace:
print "Waiting for plotter... ignore timeout errors!"
sleep(40)
while NoneType is type(plt.status):
sleep(5)
print "Load more paper, then ..."
print " ... Press ENTER on the plotter to continue"
plt.clear_digitizer()
plt.digitize_point()
plotstatus = plt.status
while (NoneType is type(plotstatus)) or (0 == int(plotstatus) & 0x04):
plotstatus = plt.status
print "Digitized: " + str(plt.digitized_point)
When the interface times out, Chiplotle doesn’t set the status code to anything in particular (which makes sense), so you can’t do anything useful with it. Therefore, the operand order in the last while statement matters: you can’t convert a value of type NoneType into anything else.
The other change wraps the entire plotting loop with an always-and-forever loop: hit Ctrl-C to break out at the end of the day.
You can’t change the new plot’s paper size, because the digitizing command preempts the Enter button that’s part of the Enter+Size combination. That makes perfect sense, even in retrospect.
Testing that gave me the opportunity to run all the pens, refilled and OEM, through their paces:
As part of a discussion on the M2 forums about using rice to dehumidify 3D printer filament, I replaced the 500 g bag of silica gel in the basement safe with a bowl containing 200 g of long-grain brown rice from our rice supply and let it sit for a while:
Basement Safe Humidity – Rice vs. Silica Gel – 2015-10-31
The abrupt drop in humidity from 52% to the logger’s minimum 15% marks the point where I replaced the rice with a fresh bag of silica gel, with a door opening shortly thereafter. The basement air outside the safe varied between 52% and 54% during that time, so the air inside the safe trended upward toward that goal.
The rice still weighed exactly 200 g after its stay in the safe, so we can conclude it hadn’t absorbed or released any water.
Conclusion: nope, rice doesn’t work as a dehumidifier…
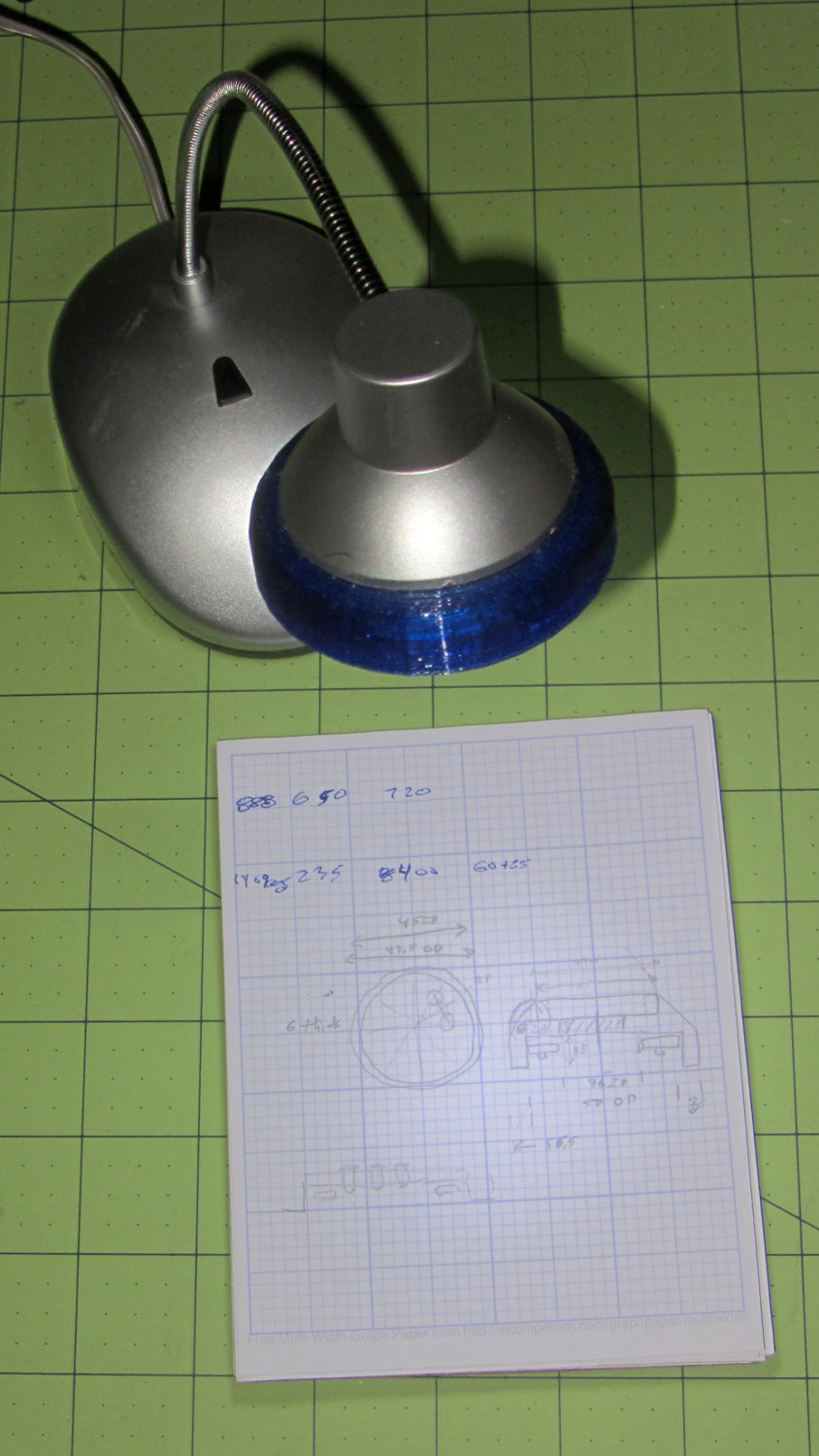
A defunct desk lamp emerged from the clutter and cried out for bright, new LEDs. This adapter puts a small LED ring and nine white LEDs on the original lamp head:
Ring Light Mount – in operation
Peering into the business end, before mounting it on the lamp, shows some abrasive adjustment on the inside layer:
Ring Light Mount – LEDs installed
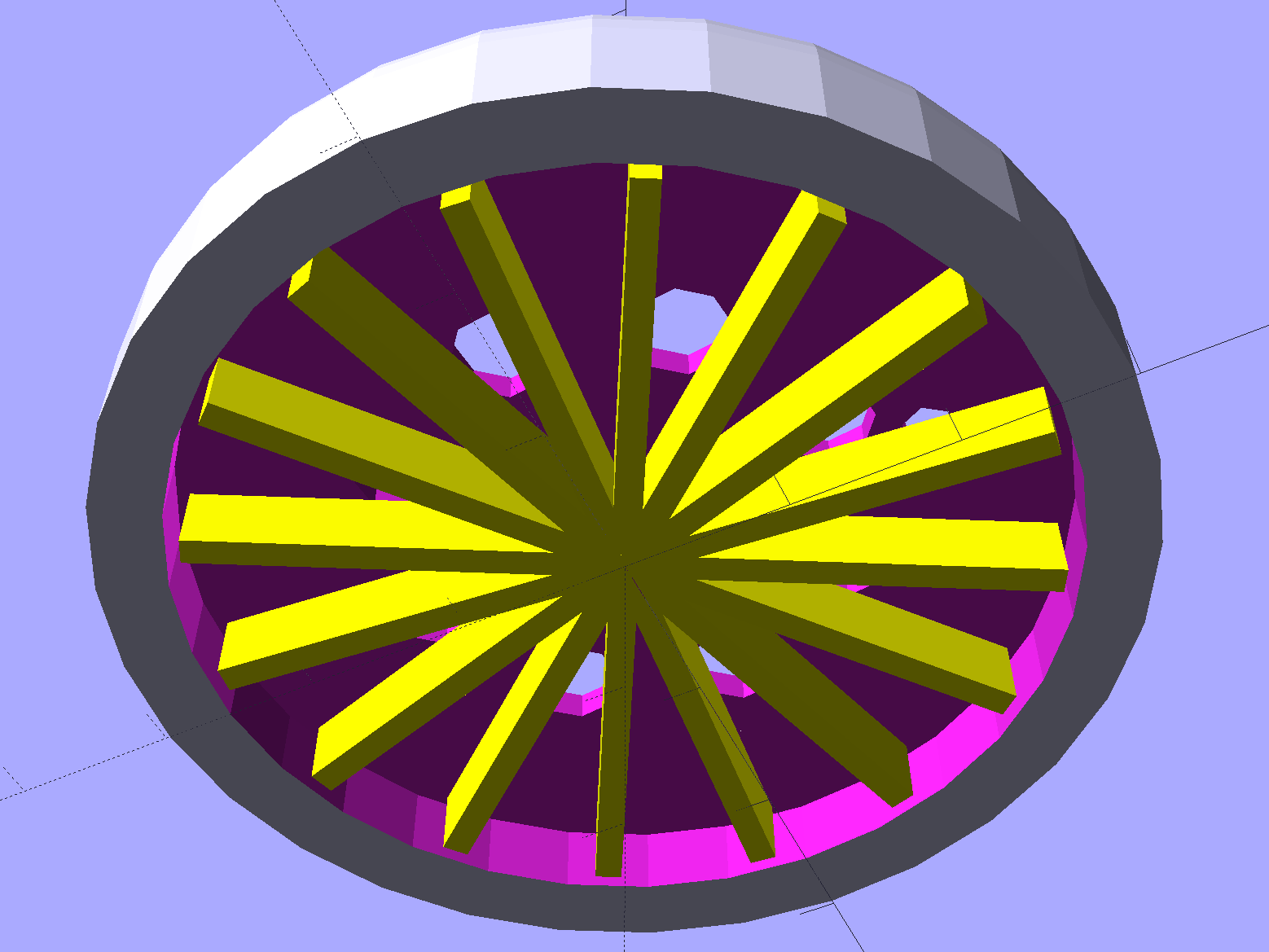
That layer printed over a quick-and-easy support spider:
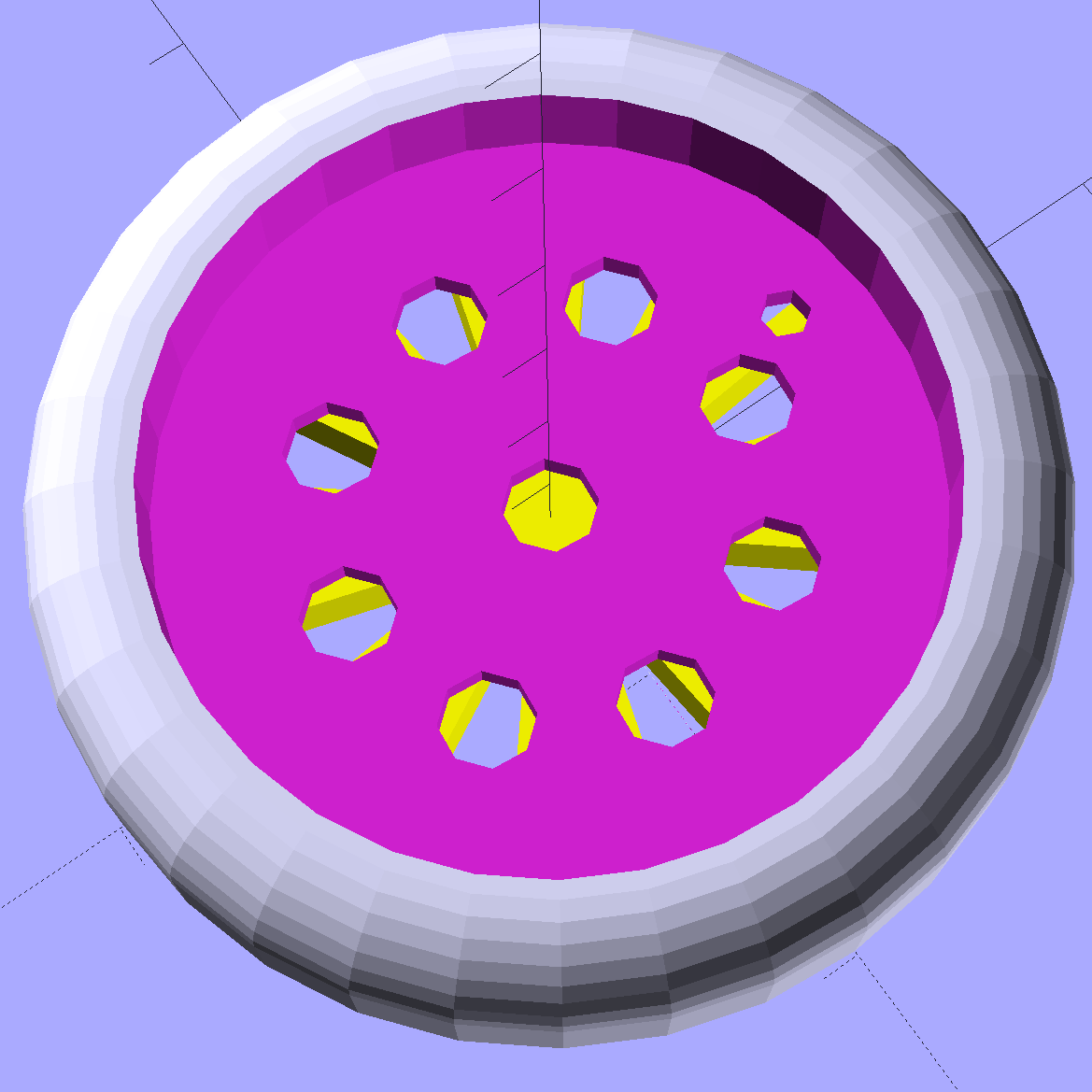
Ring Light Mount – solid model – bottom
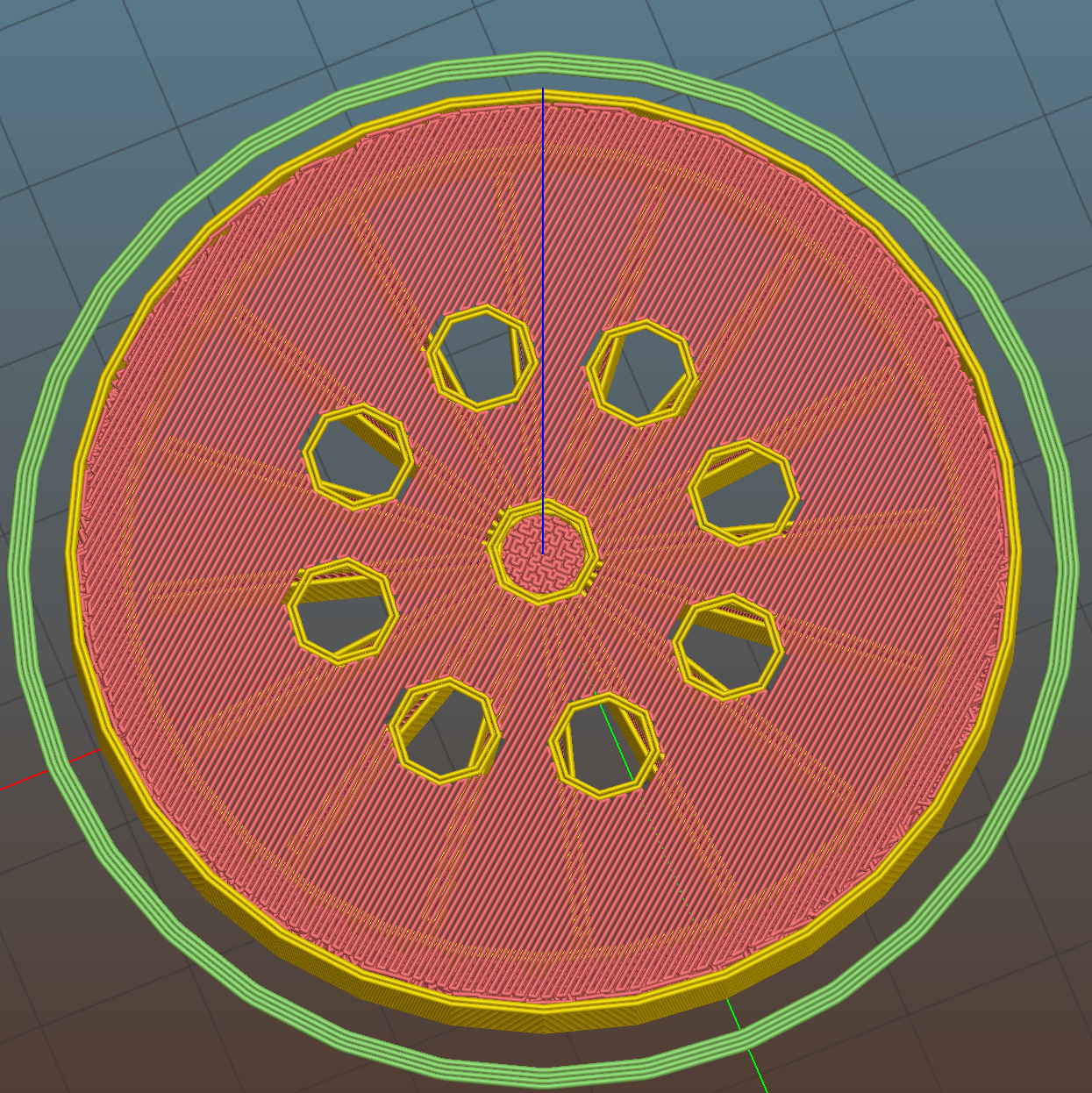
The Slic3r preview looking down through the layer just over the support shows that the perimeter of those LED holes doesn’t have much support:
Ring Light Mount – Slic3r preview – bridge layer
The obvious threads drooped in the predictable way, so I just clipped them off, sanded the high spots into submission, and epoxied everything in place:
Ring Light Mount – LED wiring
That nice Hilbert Curve infill is completely wasted inside the OEM shade, but the smooth curve around the rim had to be on the top surface.
Rather than beefing up the support, you should print the bottom ring (or the top rim) separately, then glue it back on, but I wanted to see how well simple support worked with PETG.
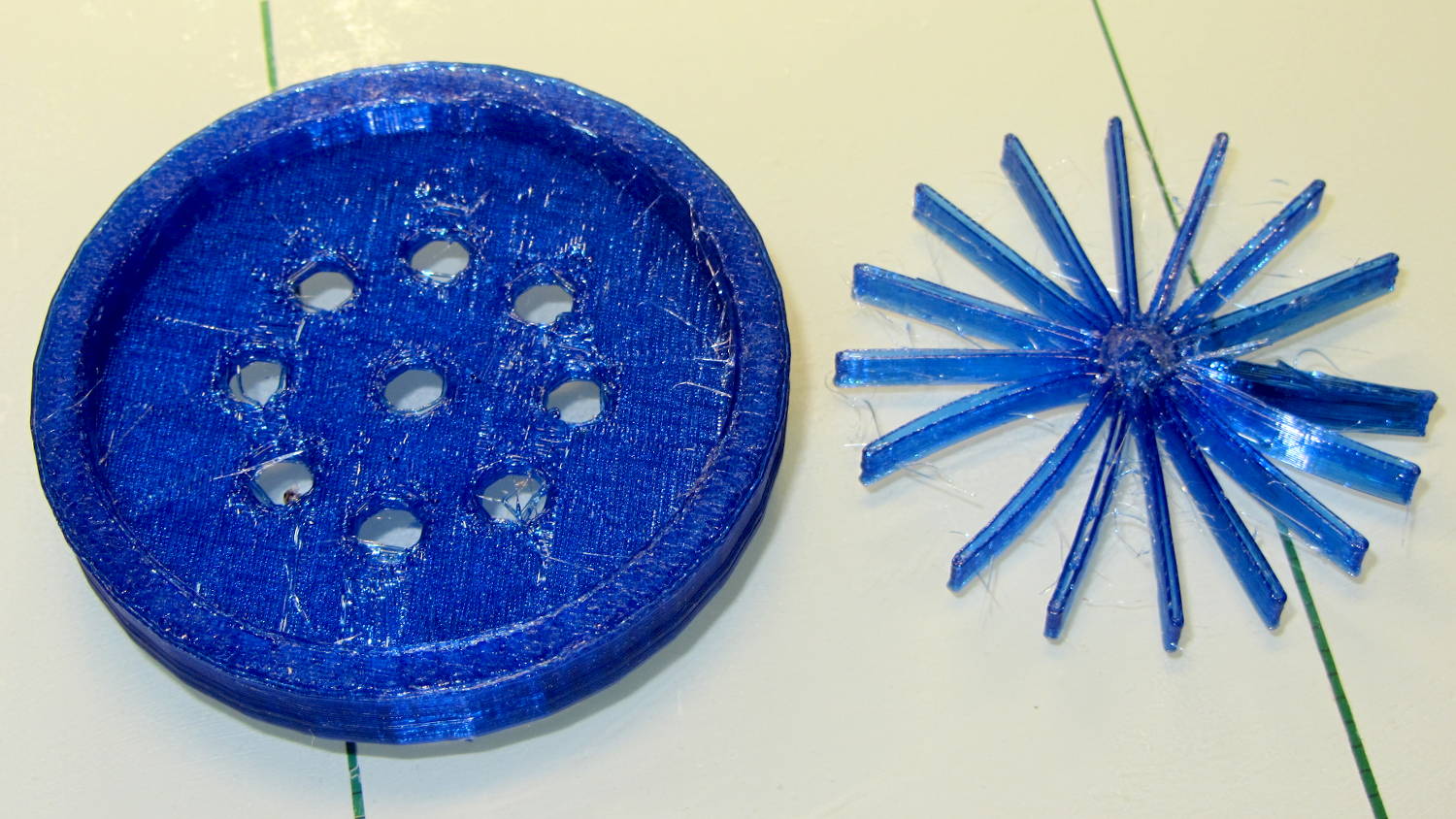
It came out reasonably well:
Ring Light Mount – support spider
That’s far more hair than usual, even for PETG, because I made the spider’s legs exactly three thread widths wide. Slic3r reduced the single infill thread to, literally, a hair that didn’t stick to the platform; the model now has four-thread-wide legs.
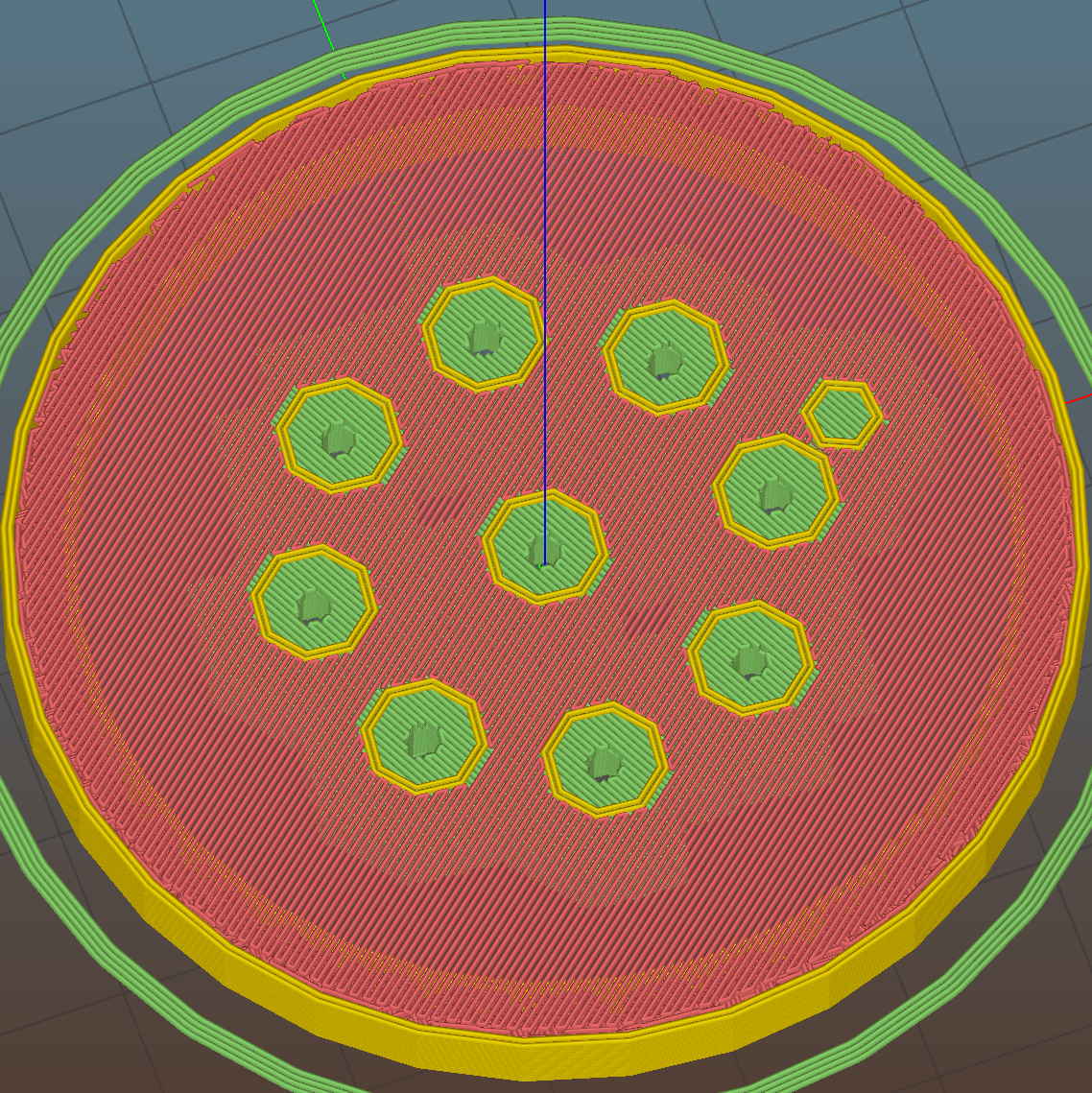
Slic3r’s automatic support would do a better job of holding up the underside, albeit with more plastic and printing time:
Ring Light Mount – Slic3r preview – auto support
The top view looks about like you’d expect:
Ring Light Mount – solid model – top
Those two solid models show the small hole for the LED ring wiring, which I drilled into the as-printed plastic. The original layout included just the LED ring, with the wire through a big central hole, but then I realized the wall wart had enough moxie for a few more LEDs. So it goes.
Anyhow, the lamp provides just enough illumination below my big monitors to suffice. The gooseneck might not be quite long enough, but that’ll be another project…
The OpenSCAD source code:
// LED Ring Light Mount
// Ed Nisley KE4ZNU October 2015
DoSupport = true;
//- Extrusion parameters must match reality!
ThreadThick = 0.25;
ThreadWidth = 0.40;
HoleWindage = 0.2;
Protrusion = 0.1; // make holes end cleanly
inch = 25.4;
function IntegerMultiple(Size,Unit) = Unit * ceil(Size / Unit);
//----------------------
// Dimensions
NumSides = 8*4; // number of sides on each "cylinder"
LENGTH = 0;
ID = 1;
OD = 2;
Shade = [6.0,45.2,47.5]; // threaded end of OEM lamp shade
RingLED = [4.5,36.0,51.0];
SpotLED = [2.0,0,5.0]; // discrete LEDs in center
NumSpots = 8; // discrete LEDs around the one in the middle
Support = [(RingLED[LENGTH] - 1*ThreadThick),0,(RingLED[OD] - 4*ThreadWidth)];
NumSupports = NumSides/2;
ThreadBase = RingLED[LENGTH] + SpotLED[LENGTH];
OAHeight = ThreadBase + Shade[LENGTH];
//----------------------
// Useful routines
module PolyCyl(Dia,Height,ForceSides=0) { // based on nophead's polyholes
Sides = (ForceSides != 0) ? ForceSides : (ceil(Dia) + 2);
FixDia = Dia / cos(180/Sides);
cylinder(r=(FixDia + HoleWindage)/2,
h=Height,
$fn=Sides);
}
//----------------------
// Build it
difference() {
union() { // overall shape
translate([0,0,ThreadBase])
rotate_extrude(convexity = 2, $fn=NumSides)
translate([Shade[OD]/2,0])
circle(r=Shade[LENGTH],$fn=NumSides);
cylinder(d=(Shade[OD] + 2*Shade[LENGTH]),h=ThreadBase,$fn=NumSides);
translate([0,0,ThreadBase])
cylinder(d=Shade[OD],h=Shade[LENGTH],$fn=NumSides);
}
translate([0,0,ThreadBase - Protrusion])
cylinder(d=(Shade[ID] + HoleWindage),h=(Shade[LENGTH] + 2*Protrusion),$fn=NumSides); // opening for shade thread
translate([0,0,-Protrusion])
cylinder(d=(RingLED[OD] + HoleWindage),h=(RingLED[LENGTH] + Protrusion),$fn=NumSides); // opening for LED ring
rotate(180/NumSides) // LED ring power wire
translate([RingLED[ID]/2,0,0])
rotate(180/6)
PolyCyl(2.5,OAHeight,6);
rotate(180/8 - 180/NumSides)
PolyCyl(SpotLED[OD],OAHeight,8); // central LED SpotLED
for (i=[0:NumSpots-1]) // surrounding spots
rotate(i*360/NumSpots - 180/NumSides)
translate([(RingLED[ID] - 2*SpotLED[OD])/2,0,0])
rotate(180/8)
PolyCyl(SpotLED[OD],OAHeight,8);
}
//-- Support structure
if (DoSupport)
color("Yellow")
rotate(180/NumSides) // align bars to flat internal faces
for (i=[0:NumSupports/2 - 1]) {
rotate(i * 360 / NumSupports)
translate([0,0,Support[LENGTH]/2])
cube([Support[OD],4*ThreadWidth,Support[LENGTH]],center=true);
}