A discussion on the M2 forums prompted this test object:
Sliced with Slic3r for PETG at 1 mm/s, with fans in full effect. It sits amid a 5 mm brim, inside a skirt that uses 15 mm of filament, giving it a Washington Monument aspect.
The challenge was to print a 0.7x9.0 cylinder, which doesn’t work well with a 0.35 mm nozzle. Instead, I went with 0.9 mm diameter. The result measures 1.1 mm over all the obvious bumps, so it’s surprisingly close. The “nail head” at the bottom most likely comes from the hot end depressurizing as it suddenly transitions from 15 mm/s in the brim to 1 mm/s for the cylinder.
Fairly obviously, you can’t print something like that at full speed (50 mm/s was claimed for a Rep 2 and I don’t believe that for an instant). Indeed, it’s such a pathological model that Slic3r’s minimum layer time and small perimeter settings had no effect; I had to manually set the extrusion speed to 1 mm/s in order to make it work. Plus adding that brim, because I knew it wouldn’t stand by itself.
Other than that, printing it was no big deal.
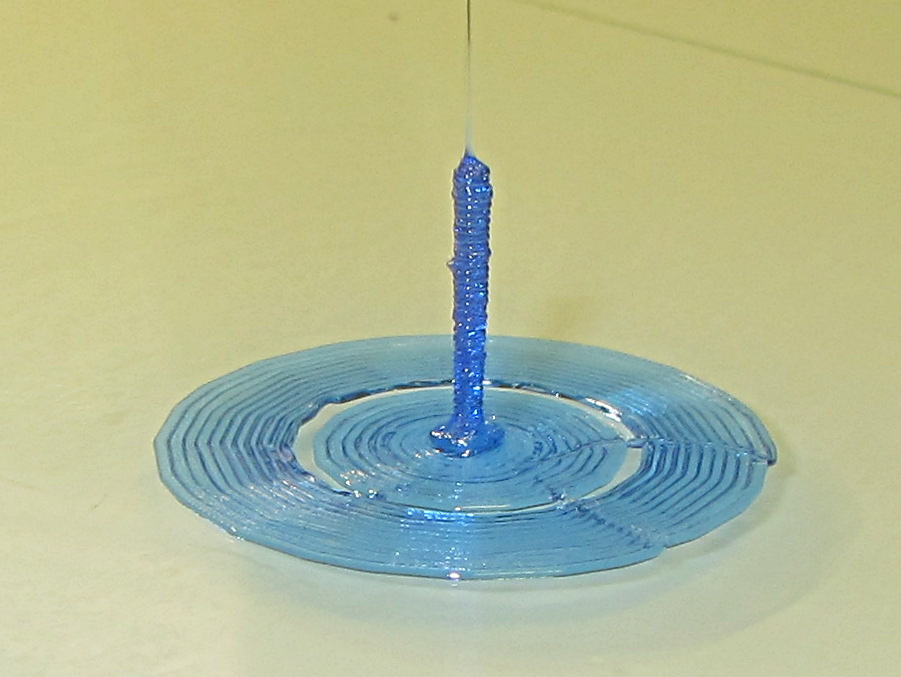
A picture from that M2 forum discussion suggests you can go crazy with this stuff:
The OpenSCAD source code for my version:
cylinder(d=0.9,h=9,$fn=8);
There, now, that wasn’t so hard, was it?

Comments
2 responses to “Tiny Cylinder Test Object”
It probably negates the purpose of the exercise, but you could probably drop the slicer all together and cobble the G code for this object by hand, just one slow G1 command in Z axis. You’d probably want to preface that with standard brim to avoid adhesion problems and tinker with E vs. Z axis speed to get the right diameter (0.9 is a bit much, but 0.6 seems attainable with 0.35 nozzle) but just think how nice it would come out :)
Slicers have a “spiral vase” mode that does the outline as a helix (it’s too late to change the name), but pooting the column as a straight line of goo would be a neat hack. I’d go for a simple anchor at the bottom: pause for a second or two while extruding to paste a blob, then head for the sky!