Having hacked back the end of the USB gooseneck extension, a tweak of the COB LED heatsink mount for my desk lamp produces a smaller version for a 1.8 W LED:
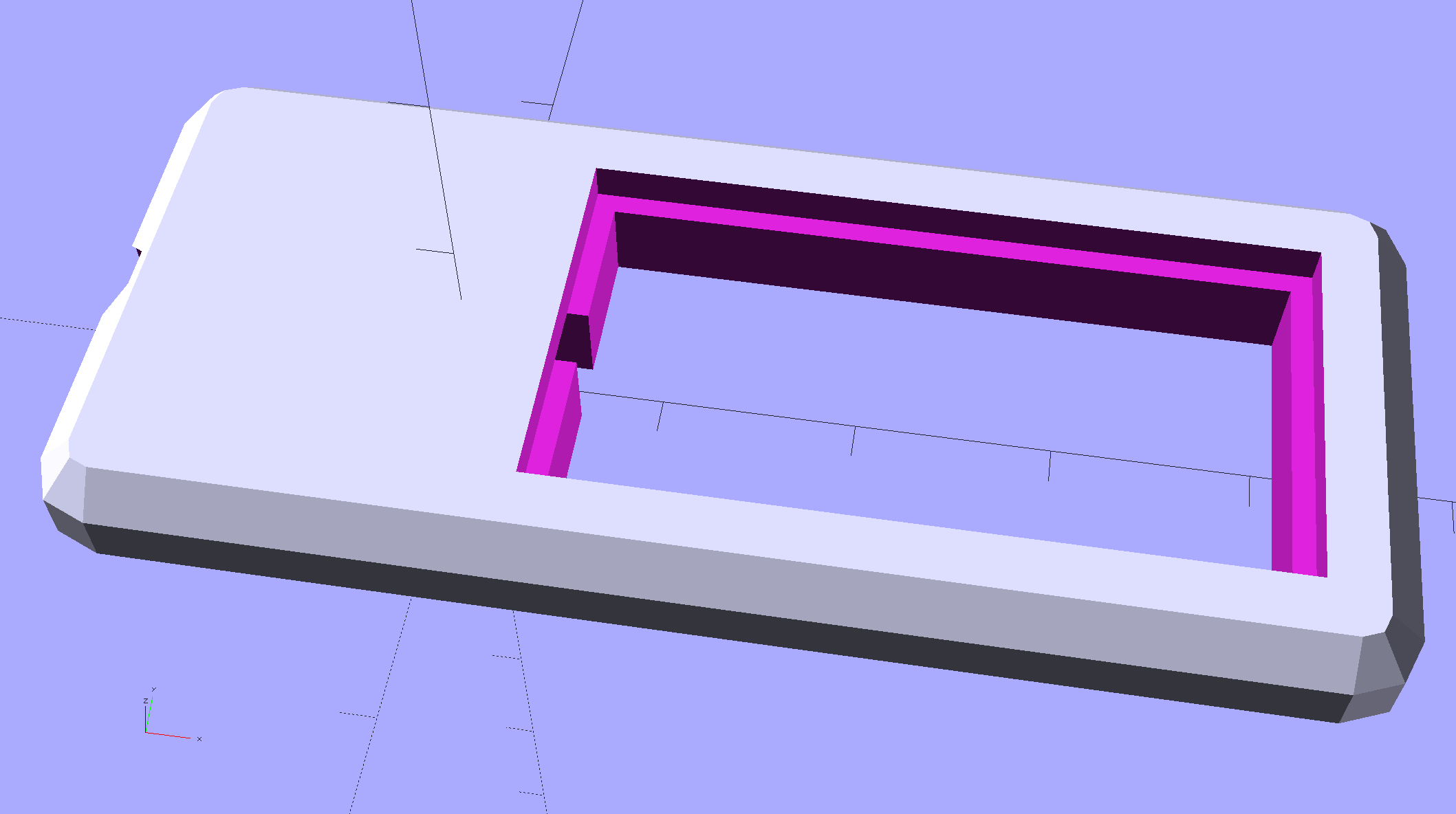
That fits half of a random heatsink, bandsawed just to the far side of the middle fin and milled flat.
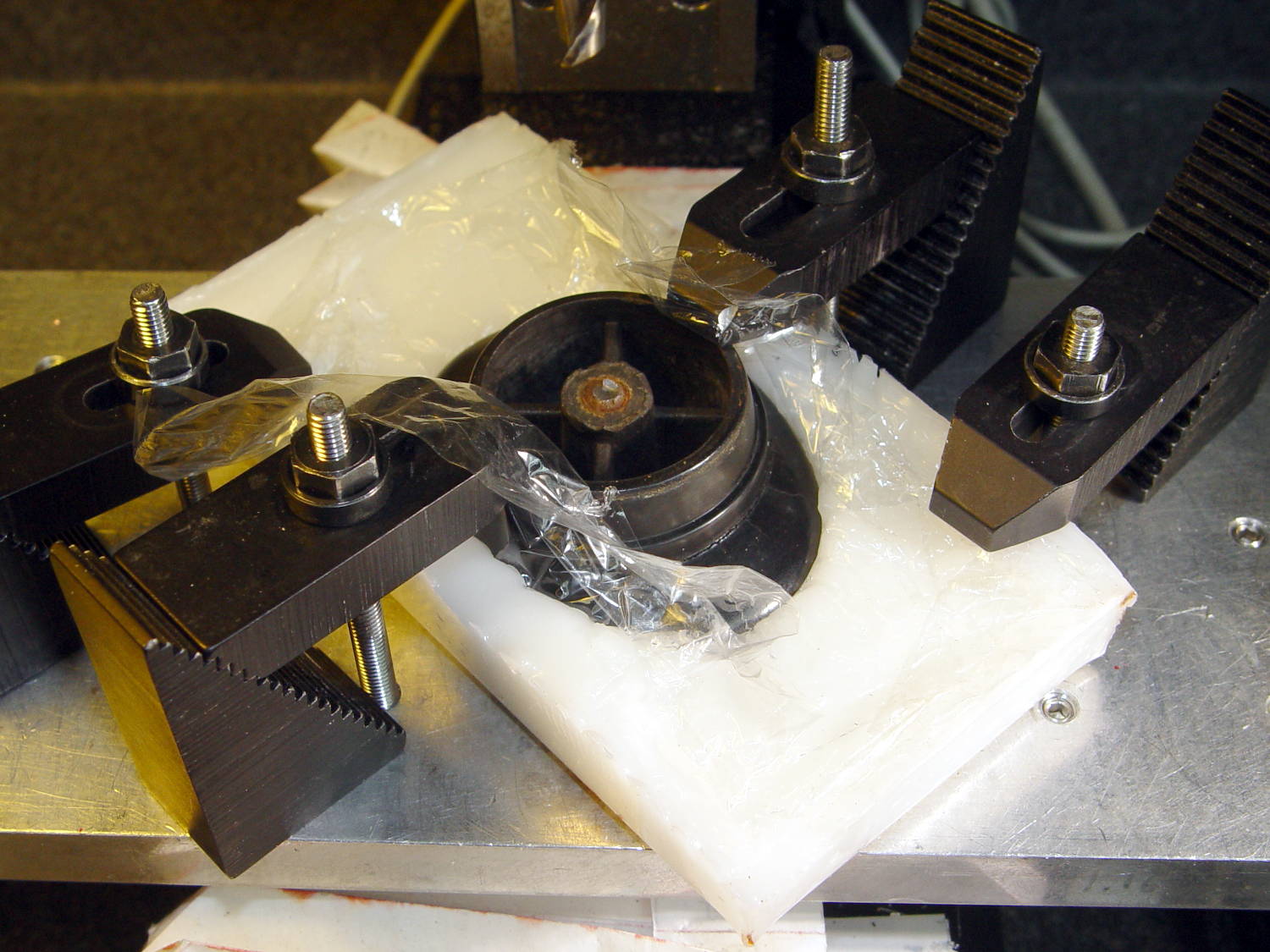
Ream out the 5 mm hole with a #8 drill for a snug fit around the gooseneck, jam gooseneck in place, dab epoxy on the corners of the recess, mash the heatsink in place, solder wires to LED, smear epoxy on the aluminum backplate, clamp while curing:

And it looks pretty good, if I do say so myself:

The hook-n-loop tape holding the cable to the bandsaw gotta go, but should suffice until I conjure a better mount.
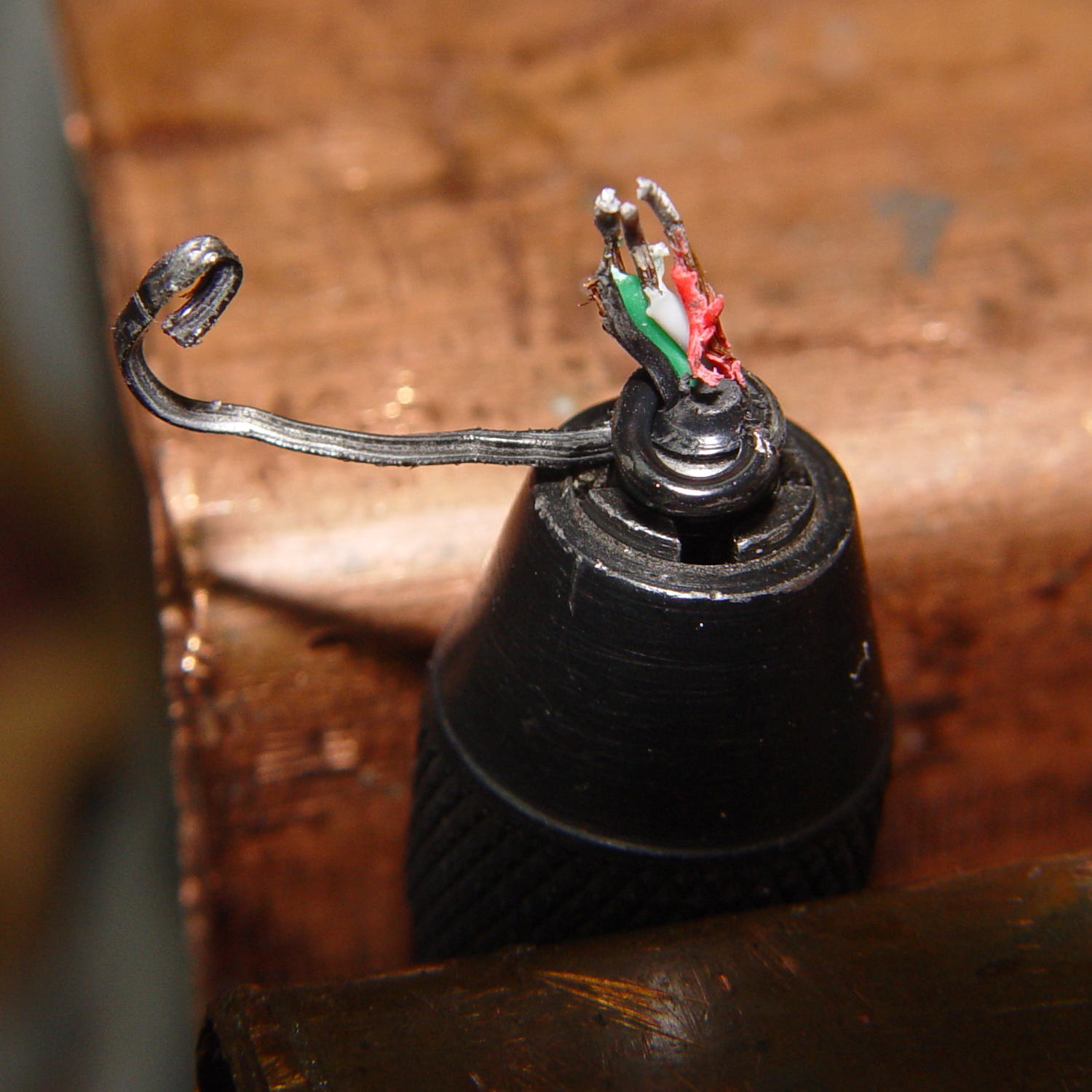
The alert reader may wonder how a 9 V COB LED runs from a 5 V USB cable with nary a trace of a voltage booster to be seen. Well, that’s not really a USB cable any more; I paralleled the red+white and black+green wires for lower resistance, then hacked a 9 VDC power supply into an old USB hub:

I ripped out the upstream USB plug, hotwired the 9 V supply where the 5 V USB wires used to be, soldered jumpers on the downstream sockets to short the outer two pin pairs together, razor-knifed the power leads going into the epoxy-blobbed USB controller, and declared victory:

Admittedly, that “In Use” LED runs a bit brighter now.
I have a few other tools on that bench in need of LED lights; when I build ’em, they can all plug into this hub. No reason to invent new connectors & cables & all that. It may need a power switch.
Turns your stomach, eh?
The OpenSCAD source code as a GitHub Gist:
| // Chip-on-board LED light heatsink mount for desk lamp | |
| // Ed Nisley KE4ZNU December 2015 | |
| // February 2017 – rectangular COB, smaller heatsink | |
| Layout = "Show"; // Show Build | |
| //- Extrusion parameters must match reality! | |
| ThreadThick = 0.25; | |
| ThreadWidth = 0.40; | |
| HoleWindage = 0.2; | |
| Protrusion = 0.1; // make holes end cleanly | |
| inch = 25.4; | |
| function IntegerMultiple(Size,Unit) = Unit * ceil(Size / Unit); | |
| //———————- | |
| // Dimensions | |
| ID = 0; // for round things | |
| OD = 1; | |
| LENGTH = 2; | |
| Gooseneck = [3.0,5.0,15.0]; // anchor for end of gooseneck | |
| COB = [30.0,11.0,2.5]; // Chip-on-board LED module | |
| Heatsink = [37.1,19.2,10.0]; // overall | |
| HeatsinkBase = 2.0; // solid base below fins | |
| HSLip = 1.0; // width of lip under heatsink | |
| BaseMargin = 2*2*ThreadWidth; | |
| BaseRadius = 3*ThreadThick + Gooseneck[OD]/2; // defines slab thickness | |
| BaseSides = 2*4; | |
| Base = [(Gooseneck[LENGTH] + Gooseneck[OD] + Heatsink[0] + 2*BaseRadius + BaseMargin), | |
| (Heatsink[1] + 2*BaseRadius + 2*BaseMargin), | |
| 2*BaseRadius]; | |
| echo(str("Slab thickness: ",Base[2])); | |
| //———————- | |
| // Useful routines | |
| module PolyCyl(Dia,Height,ForceSides=0) { // based on nophead's polyholes | |
| Sides = (ForceSides != 0) ? ForceSides : (ceil(Dia) + 2); | |
| FixDia = Dia / cos(180/Sides); | |
| cylinder(r=(FixDia + HoleWindage)/2, | |
| h=Height, | |
| $fn=Sides); | |
| } | |
| //– Lamp heatsink mount | |
| module Lamp() { | |
| difference() { | |
| translate([(Base[0]/2 – BaseRadius – Gooseneck[LENGTH]),0,0]) | |
| hull() | |
| for (i=[-1,1], j=[-1,1]) | |
| translate([i*(Base[0]/2 – BaseRadius),j*(Base[1]/2 – BaseRadius),Base[2]/2]) | |
| sphere(r=BaseRadius/cos(180/BaseSides),$fn=BaseSides); | |
| translate([(Heatsink[0]/2 + Gooseneck[OD]), // main heatsink recess | |
| 0, | |
| (Base[2] + Heatsink[2]/2 – HeatsinkBase)]) | |
| cube((Heatsink + [HoleWindage,HoleWindage,0.0]),center=true); | |
| translate([(Heatsink[0]/2 + Gooseneck[OD]),0,HeatsinkBase]) // lower lip to shade lamp module | |
| scale([1,1,2]) | |
| cube(Heatsink – [2*HSLip,2*HSLip,0],center=true); | |
| translate([0,0,Base[2]/2]) // goooseneck insertion | |
| rotate([0,-90,0]) rotate(180/8) | |
| PolyCyl(Gooseneck[OD],Base[0],8); | |
| translate([0,0,Base[2]/2 + Gooseneck[ID]/2]) // wire exit | |
| rotate([180,0,0]) | |
| PolyCyl(Gooseneck[ID],Base[2],6); | |
| translate([Gooseneck[OD],0,(Base[2] – HeatsinkBase – Protrusion)/2]) // wire slot | |
| rotate([180,0,0]) | |
| cube([2*Gooseneck[OD],Gooseneck[ID],(Base[2] – HeatsinkBase + Protrusion)],center=true); | |
| } | |
| } | |
| //———————- | |
| // Build it | |
| if (Layout == "Show") { | |
| Lamp(); | |
| } | |
| if (Layout == "Build") { | |
| } |