A stack of PCB proto boards arrived from halfway around the planet and, in a rare preemptive strike, I made some holders before I need them:
That called for trimming eight 4-40 screws, so I also tried a first pass at a screw cutting fixture:

That’s an ordinary 4-40 brass insert epoxied inside a drilled hole, with a snug 4-40 clearance hole on the other side.
If I needed slightly longer screws, they’d get a jam nut on the inside, but in this case I just tightened it firmly, ran the lathe in reverse, and cut against the far side to keep the screw from working loose:
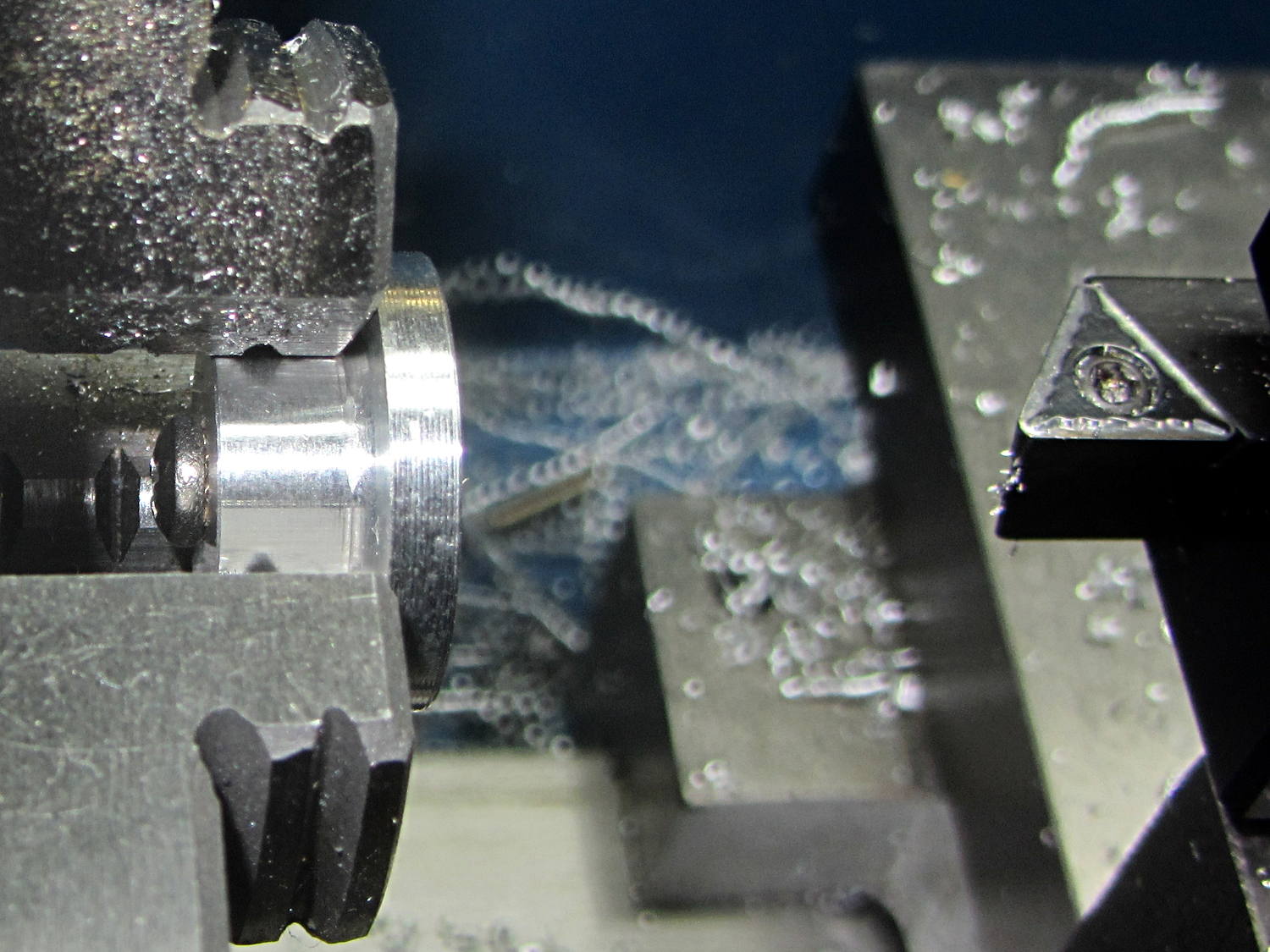
The insert is on the left side of the fixture, just under the screw head.
Unfortunately, my faith in epoxy bonding led me astray: there’s just not enough griptivity to lock the insert inside that drilled aluminum hole. Despite my taking sissy cuts, the cutting forces pushed the insert out of its hole. I completed the mission by cutting the last four screws by hand.
The original idea for the fixture would have me turning the fixture from steel and tapping the screw hole. That puts a lot of labor into something that may get chewed up fairly quickly, so I wondered if a brass insert would suffice.
Not in that orientation, it doesn’t. Putting the insert on the other side of the fixture (to the right, away from the chuck) would have the cutting forces pushing it into the fixture, which should have been obvious from the start. So it goes.
When I must cut a larger screw, I’ll redrill that fixture, put the insert on the other side, and see how that plays.
If I turned the fixture from steel with similar drilled similar holes, I could braze / silver solder the insert into the hole: that would prevent it from turning, even if the jam nut wasn’t quite up to the task.

Comments
17 responses to “Screw Cutting Fixture: Not Quite Right”
I would have put the insert at the other end to start with, on the thinking that it would support the threads better than a clearance hole. I mentally toyed with the idea of pressing the insert into place in the fixture but (as you presumably did) discarded that approach. The idea of knurling the inside of the hole occurred to me during the process, but that nutty notion only progressed far enough to make me laugh.
Part my motivation for posting this stuff is that, if nothing else, I can serve as a bad example: “Hey, kids, don’t be like that guy!”
All I can say in my defense is that it made perfect sense at the time. [mutter]
Why did you used an insert instead of tapping the hole?
It’s infinitely easier to epoxy an insert into a hole than to tap a thread in a steel disk!
I expected an insert wouldn’t work nearly as well as a tapped hole, but if it worked well enough, I’d be done. Didn’t happen that way, alas.
I must be missing something. You drill a through hole in that aluminum piece, tap it with a tap, drop the screw in on one side and secure it with the other from the back. Should be easy and no steel involved. If threading in steel is problem you can always make a hole a bit bigger before tapping.
For holding screws I like collets best though. Very concentric, good grip and no damage to the threads. Downside is you have to have collets in your toolbox, preferably spindle type with pass through hole like 5C so you can work with long stock.
You’ve got it all in one piece.
The whole issue boils down to my tapping allergy: I’ll do almost anything to avoid tapping.
I have a set of spindle collets, but the jaws are 20 mm long and that board holder wanted 10 mm screws. A thin disk with an insert let me cut ’em shorter or, at least, it would have if I didn’t have … issues.
Obviously, I must take something for my allergy. A good snort of high-sulfur tapping lube should get me over the hump.
When I use collets I remove a regular 3 jaw chuck from the machine. Is that not possible on your lathe?
If you meant collet jaws, just pop the screw in with the head facing the tailstock – that’s how I do mine. You can come in with something like a 30° diamond tool or a parting tool to set it free. If concentricity is not an issue, you can put couple of nuts all the way on the screw, align the flats and hold the whole thing in a 3 jaw chuck.
To get really fancy, you can turn and bore a small pipe, slit it down one side and make a custom collet :)
Not in aluminum as I hear. Real machinists apparently swear by tap magic (Al flavour) and cheapskates like me use WD40 to good effect :)
As for tapping allergy I’d say it’s all fine if you can afford to lose the part to a broken tap. Extracting them seems like a really unpleasant chore
The chuck unbolts just like your and the collets slip into the spindle, with a hardened bolt as a drawbar; there’s no hole behind the collet for long stock. It works fine, although clearance for the nuts behind the chuck seems intended for much smaller fingers than mine.
I’d much rather capture the screw in the chuck / collet: otherwise, I must file off the cut end after finding the screw in the swarf tray. I hoped to avoid all of that with a clever cutoff fixture. [mutter]
Not too many industrial supply places locally, so I end up using plumbing-grade cutting oil. I do most of my tapping in steel, but have been known to use the goop for aluminum.
I don’t want to throw a wet blanket on the “facing a screw to length in a lathe party”, but my el-cheapo wire strippers have a built in screw shear that cuts usable 4-40 screws to length in seconds.
Which, as it happens, I used on the last four screws. Plus, of course, a 4-40 die to clean up the threads and a file to make a nice end.
Drat. This is going to become a Project in the worst possible way…
I’m in a similar situation. The house came with a bunch of landscape lights that are held together with steel 10-32 screws that are 3-3/4″ long. They’re rusting out and I would like to replace them with stainless or brass screws, but I haven’t found any vendors that offer those materials in that length. It’s starting to look like I’m going to have to cut and file a depressing number of screws. I found one vendor that claimed to do custom lengths, but they don’t answer the phone or email.
That last quarter-inch is a dealkiller.
Zoro has 3-½ inch SHCS. Admittedly, for 45¢ each in lots of 100, plus P&H.
Maybe they’re metric? I see M5 x 100 mm (= 3.9 inch) stainless button screws on eBay for 60¢ apiece; that’s just barely bigger than you want in all directions.
Cutting #10 stainless screws with my wire stripper is 100% no fun at all!
At work, our techs came up with a solution to a similar problem. Take some relevant all-thread, add a nut, and cut to length. Solder or braze the nut to the all thread, and you have a custom length bolt. Pretty sure they did it with 10-32. Not terribly pretty (unless you went with an acorn nut), but functional. I suppose Loc-tite would work, particularly with the brass all thread (copper is a catalyst for the stuff).
I like it, but that won’t work in this particular instance. The screw heads sit at the bottom of round holes in these fixtures. Fortunately, 4″ brass screws are obtainable, and I’d have to do the cutting/filing anyway.
[…] stack of proto boards arrived, this time 80×120 mm, and I ran off another pair of […]
[…] another length of the same aluminum rod, this time with a full-length M3x0.5 thread down the middle, and a screw with a neatly trimmed […]