Contemplating a project using a small saw in the Sherline suggested that attaching the workpiece to the side of a 123 block would simplify the machining. My blocks have a centered quintet of 3/8-16 tapped holes through the 2×3 side, all the remaining holes are untapped, and it has no smaller holes. The hole spacing doesn’t match the Sherline tooling plate, but the T-nut slots in the underlying table would suffice.
Rather than run long 10-32 screws through the entire block, It Would Be Nice to use short screws from, say, the nearest holes:

I cannot possibly be the first person to have this idea, but the obvious keywords don’t produce any useful results on The Intertubes, other than a link to a different (and far more complex) block with counterbored holes of various sizes.
Update: Jason found a video about building those blocks and somebody else built some pins similar to mine. Nope, I’m definitely not the first person to have this idea!
Further doodling produced some useful dimensions:

The holes through the blocks probably came from a 5/16 inch drill, the 75% thread depth diameter for the 3/8-16 taps used on the threaded holes. They’re distorted, full of debris, and hardened enough to kill a file, so I eventually settled on 8.2 mm pins that pass through most of the holes.
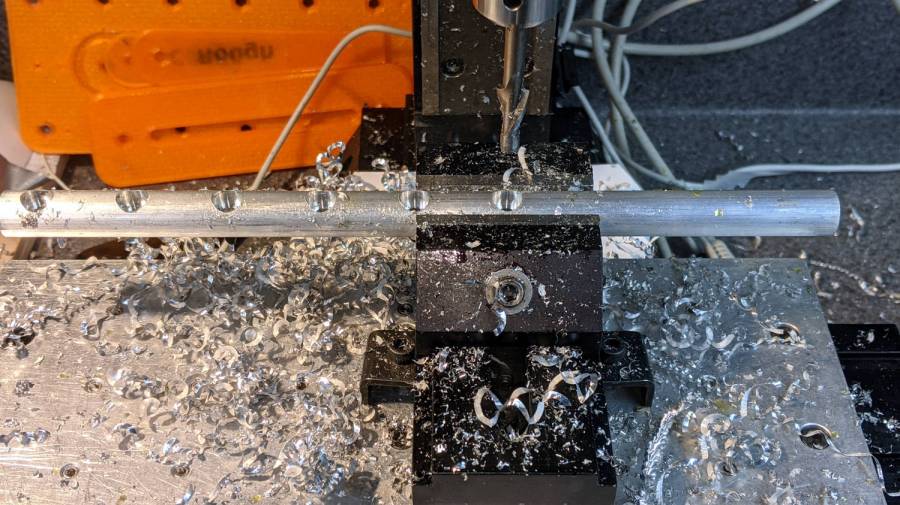
The socket head screws seat at the pin axis, because the pin diameter is scary close to the counterbore diameter and I didn’t see much point in finesse. I started with a half-inch aluminum rod and peeled it to size, because it simplified the clamping and I have a bunch of them.
The pins are 3/4 inch long to leave a little space on either side of the 1 inch deep holes. I started with comfort marks along the length of the rod:

Center-drill so the clearance drill doesn’t skitter off the top:

The counterbore calls for a 0.204 inch = #6 drill, just slightly larger than the #7 clearance drill for a 10-32 screw:

I touched off the counterbore flutes on the sides of the hole, then drilled downward half the 12.8 mm actual rod diameter:

Lower the counterbore into the hole again, relax the vise enough to let the rod slide, jog the spindle to X = -25.4 mm, and tighten the vise again:

I figured I needed four pins, tops, so make half a dozen to be sure:
Stick the rod in the mini-lathe chuck, add some comfort marks, and prepare to peel it down to 8.2 mm:

Having done the lathe work during a Squidwrench remote meeting, I have no pictures of the process, but it goes a little something like this:
- Peel off 0.5 mm at a time, stopping just beyond the mark on the left
- Mark 3/8 inch on each side of the hole center
- Face the end
- Chamfer the rim with a file
- Clean up the body hole and counterbore
- Part the pin off a bit to the left of the mark
- Remove the rod
- Chuck the pin with the cut off end outward
- Face to the mark
- Chamfer
- Repeat for all six pins
- Done!
It’s tedious, but not particularly difficult.
Futher doodling suggested the need for threaded pins to join two blocks together.

Comments
7 responses to “123 Block Links: Cap Screw Head Pins”
Certainly these inexpensive 123 blocks are not made the way they are supposed to be but your solution is a good one to make them a lot more useful.
From what I can find on The Intertubes, even name-brand blocks have equally crappy interiors, which leads me to believe everybody buys from the same factories, with the only differences being how much exterior feature QC you’re willing to pay for. Spendy blocks may have better outside tolerances and maybe nicer threaded holes, but that’s about it.
I think that really cheap 123 blocks (looking at Enco’s ghost) don’t have much (if any) chamfer on the edges. I haven’t dinged any edges yet, but…
One of my round tuit projects is to mount the Taig lathe and the Sherline mill on disused cutting boards to let me do small projects without tying up benchtop space all the time. I have a couple of them 1.5″ thick, which seems to be robust enough.
These are Really Cheap™ blocks with chamfers under 1 mm, but they seem about as well-ground on the outside as one might expect.
I hauled the Sherline to Cabin Fever atop a slice of plywood and it worked fine: go for the cutting boards!
[…] pins capturing the SHCS heads will mount the 123 blocks to the Sherline’s table or tooling plate, but attaching things to […]
[…] Because the 123 block hole spacing doesn’t match the Sherline tooling plate’s 1.16 inch screw hole grid, each block has only a single 10-32 SHCS holding it down through a cap screw head pin: […]
[…] of the 123 blocks is held to the Sherline tooling plate with a 10-32 SHCS in a little aluminum pin, with another threaded pin for the screw holding the fixture on the side. The minimal top clearance […]