Because the 123 block hole spacing doesn’t match the Sherline tooling plate’s 1.16 inch screw hole grid, each block has only a single 10-32 SHCS holding it down through a cap screw head pin:

The spring clamp squashes a pair of reasonably straight steel bars against the blocks, whereupon gentle tightening can produce perfect Good Enough™ alignment.
You could remove the tooling plate and attach the blocks directly to the Sherline’s table with two (or more!) T-nuts and screws per block. I expect no standard SHCS length would be quite right for the distance between the head held in the block pin and the T-nut in the table slot, not to mention removing and reinstalling the tooling plate is enough of a nuisance I’d rather not do it without good reason.
Just to see how things looked, I attached the cursor milling fixture with threaded block pins:
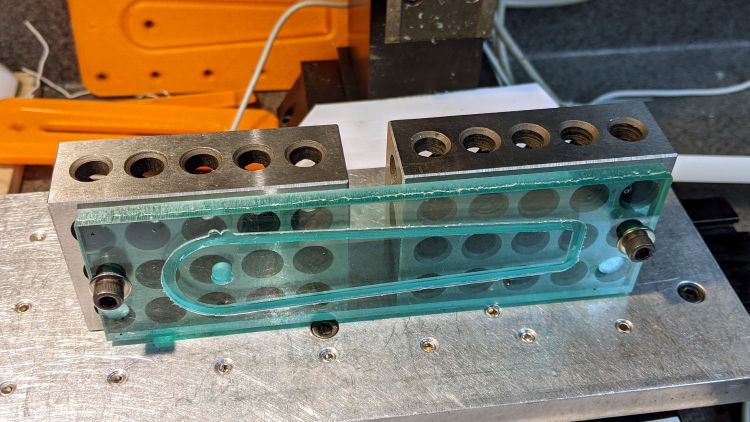
Note that the remaining 10-32 clearance hole in the fixture (for the cursor hub) doesn’t align with the underlying hole in the block; the next fixture must take into account both the Sherline and the 123 block grids, as well as which block holes align with the tooling plate. Bleh!

Comments
2 responses to “123 Block Links: Sherline Tooling Plate”
what on earth kind of monster builds something on a 1.16″ grid?!?
That is not, I assure you most sincerely, an original question. [sigh]
Aaaaand 29.46 doesn’t look any neater in metric, which was my first guess.
Next guess: might one clamp a 1.000 inch block between a pair of studs in those 10-32 threaded holes? Unfortunately, one cannot, although it comes heartbreakingly close.
I’m sure the real reason, now lost in the mists of time, went along those lines and now they’re stuck with backwards compatibility forever more.
Mercifully, it’s just another line of OpenSCAD code.