The cheese slicer frame looked much better after sandblasting with 220 aluminum oxide grit:

The flower bed outside the Basement Laboratory door seems a bit dusty, though.
Slathering it with JB Weld steel-filled epoxy went reasonably well:

JB Weld is much much more viscous than the clear XTC-3D I used last year and the final coating, while smoother than what you see here, has too many sags and dents to say “good job”. I didn’t bother coating the upper tips, because the epoxy will wear off from my morning KP.
The aluminum roller turned on those bare stainless steel screws in the tray, with the threads chewing into the roller bore. While the epoxy was curing, I drilled out the roller to remove most of the ridges:

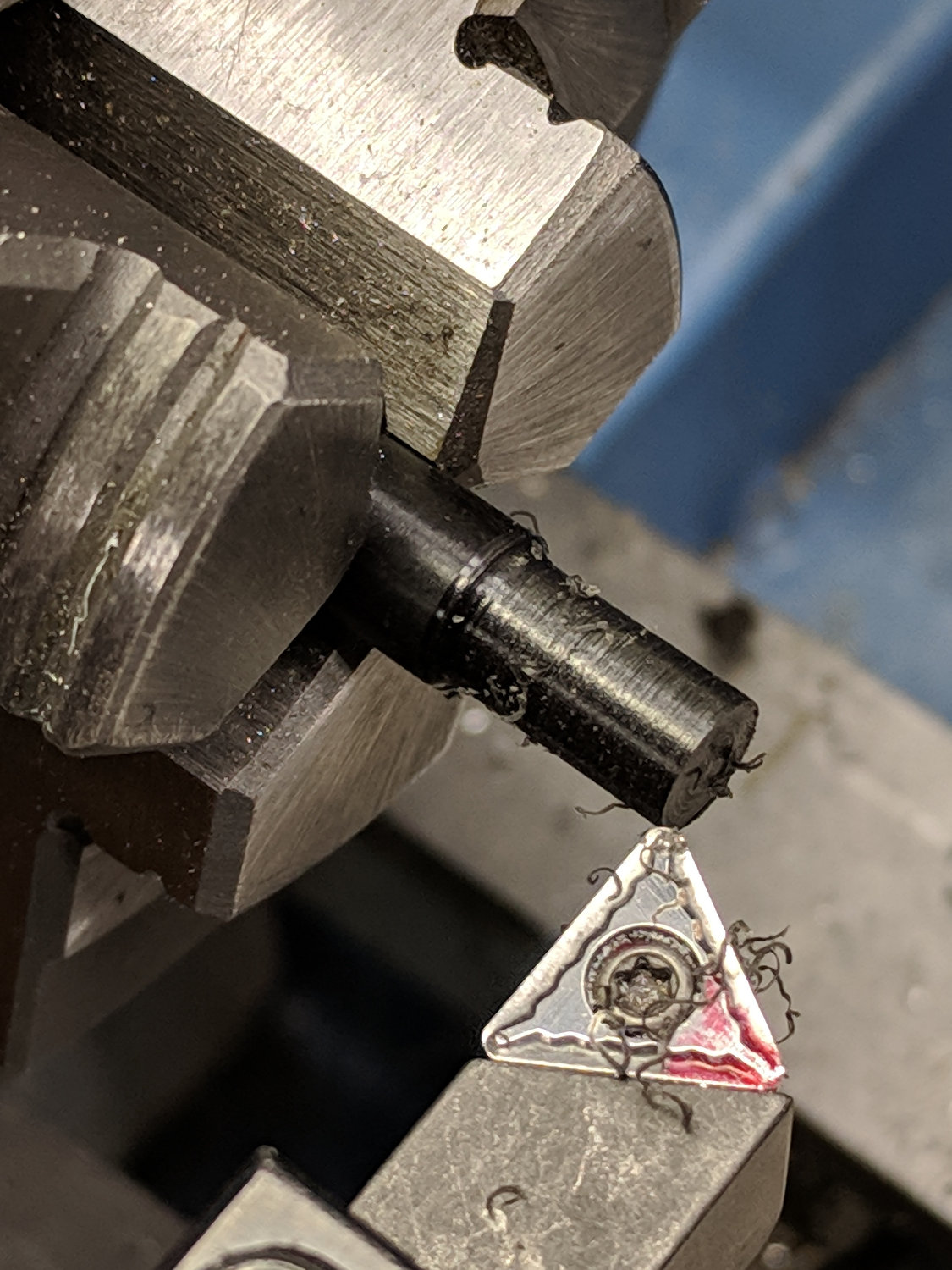
Cut a pair of stainless screws slightly longer than the old screws, then turn the threads off to make a shaft:

The lathe spindle runs in reverse, so the cutting force tends to tighten the screw in the nuts. The big old South Bend lathe had a screw-on chuck and didn’t really like turning backwards.
The new screws won’t win any beauty prizes, but they get the job done:

Turn a Delrin rod to a press fit in the drilled-out roller:
Part it off, repeat, ram them into the roller, then drill to a loose fit around the smooth-ish screw shafts:

Reassemble in reverse order:

Looks downright industrial, it does.
Stipulated: this makes no economic sense, absent the simple fact we appreciate utensils that just work.

Comments
8 responses to “Cheese Slicer Rebuild”
I may have mentioned in your previous posts that we have the exact same slicer with no signs of the same “rot” problem yours has. You really have to wonder if there is a slight alloy difference or if yours was exposed to something that started the corrosion process that cannot be stopped and is now internal. Maybe passivation with something like vinegar would have made a difference? Some mysteries are never solved but the process alone can be fun enough. Economic sense, hah, rarely use it.
The corrosion occurs in patches, separated by completely untouched areas, so it’s almost certainly an alloy thing. I’ll keep the vinegar in mind for the next iteration; it’ll surely produce … interesting results. [grin]
I thought that steel and aluminum in contact make a guaranteed corrosion? Few boat builder channels I watch go through a lot of trouble to galvanically isolate them. Also, epoxy shouldn’t bond too well to aluminum without some (to me) esoteric primers.
The steel particles seem to be completely isolated by the resin, so they shouldn’t get into trouble. JB Weld makes a similar epoxy loaded with stainless steel for marine applications, which suggests I don’t fully understand the problem.
The next year may have interesting results …
How hard would you say this stuff gets compared to ordinary epoxy?
I have a big (5″) flange that holds a 20″ bandsaw wheel on the bandsaw body and it was somehow made not square to the central axis – maybe they meant it as an adjustment to get the wheel to “nod” in a certain direction but it’s way too uneven for that. Some former owner solved it by sticking in an old hacksaw blade as a shim but that won’t fly with me.
I could turn it square in the lathe, but it’s not very thick as it is, so I’d rather add material. Brazing is out of my current toolbox, and I’m afraid it might warp the part anyway, so steel filled epoxy seed like a good idea. I can’t buy the stuff here of course, but I started saving steel shavings whenever I hacksaw something and pile is getting big enough.
Normally I’d use a ground glass filler, but I’ll probably have to do a pass on the lathe afterwards and that stuff is super abrasive and I don’t want it anyway near my ways.
As long as the joint is in compression and you put a stiff metal plate atop the epoxy to spread the load, it should work fine. Basically, the epoxy should fill the space between two loaded surfaces, not bear the load directly.
Keep in mind that JB Weld’s filler is dust, not swarf, so a DIY mix surely won’t have the same properties. Might not matter for a space-filling joint in compression.
My joint is not a moving one and body of the saw essentially is a stiff metal plate atop epoxy, so I guess I’ll try it. Thanks
Be sure to clean your shavings thoroughly if there is any chance they were oily from the cutting operation.