Ed Nisley's Blog: Shop notes, electronics, firmware, machinery, 3D printing, laser cuttery, and curiosities. Contents: 100% human thinking, 0% AI slop.
Now that Google encrypts your search terms (so they can sell the results to their customers), it’s harder to determine where folks come from. WordPress does report whatever search terms it can, though, and a recent search for plastic kitchen sink strainer caught my eye.
Here’s what you get (or, at least, what I got on that day) by feeding those words into Google Image Search:
Search engine optimization like that is to die for, eh?
The related post described a cleanup operation that didn’t really achieve very much in the long run:
Skimming the strainer
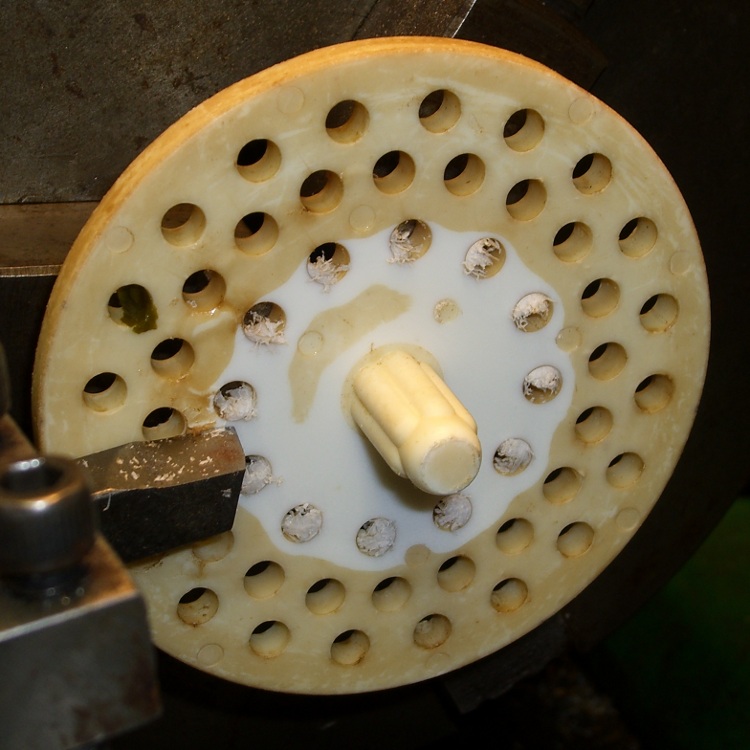
Some years ago I machined a pair of smoke gray acrylic sink strainers (using LinuxCNC / EMC2 loops and trig functions) on the Sherline and wrote it up for my Digital Machinist column. They came out quite nicely:
CNC Sink Strainer
Then I did a 3D printed version on the Thing-O-Matic:
Turns out that there’s no difference between the Mac and PC versions of the Logitech Dual Action Gamepad:
Logitech Dual Action Gamepads – Mac vs PC
I picked up a Mac version cheap from the usual eBay seller and discovered that LinuxCNC / HAL was perfectly happy. That wasn’t too surprising; they have the same model and part numbers. Most likely, the only difference was the CD and maybe the Quick Start Guide that I didn’t get in the opened retail box…
So now I have either a hot backup for the Joggy Thing or one for a different box.
Most likely, it was cheap because nobody wants a blue-and-black peripheral next to their shiny white Mac…
Here’s a combined and sorted list of all the G-Code and M-Code commands for (as many of) the Free Software G-Code interpreters (that I could find) relevant to DIY 3D printing. With any luck, I now know:
What a given command does
What other interpreters do with that command
The short descriptions come from tables on the original source pages, perhaps with a bit of massaging to make things more uniform; I did as little rearranging and editing as possible.
If you see anything wrong or have another G-Code interpreter I should include, let me know…
3D Printer G-Code and M-Code Commands
27 Feb 2013
Ed Nisley - KE4ZNU
V3 - NIST RS274NGC V3- http://www.nist.gov/manuscript-publication-search.cfm?pub_id=823374
LC - LinuxCNC - http://www.linuxcnc.org/docs/
RG - ReplicatorG - http://replicat.org/gcodes and /mcodes
JF - Jetty Firmware - http://replicat.org/mcodes at bottom
RR - RepRap - http://reprap.org/wiki/G_codes (cross-linked from many G-Code pages)
MF - Marlin Firmware dialect of RR (via Dan Newman)
G0 LC Coordinated Straight Motion Rapid
G0 MF same as G1
G0 RG Rapid Motion
G0 RR Rapid move
G0 V3 rapid positioning
G1 LC Coordinated Straight Motion Feed Rate
G1 MF Coordinated Movement X Y Z E
G1 RG Coordinated Motion
G1 RR Controlled move
G1 V3 linear interpolation
G2 LC Coordinated Helical Motion Feed Rate
G2 MF CW ARC
G2 RG Arc - Clockwise
G2 V3 circular/helical interpolation (clockwise)
G3 LC Coordinated Helical Motion Feed Rate
G3 MF CCW ARC
G3 RG Arc - Counter Clockwise
G3 V3 circular/helical interpolation (counterclockwise)
G4 LC Dwell
G4 MF Dwell S<seconds> or P<milliseconds>
G4 RG Dwell
G4 RR Dwell
G4 V3 dwell
G5.1 LC Quadratic B-Spline
G5.2 LC NURBs Block Open
G5.3 LC NURBs Block Close
G7 LC Diameter Mode (lathe)
G8 LC Radius Mode (lathe)
G10 LC L10 Set Tool Table, Calculated, Workpiece
G10 LC L11 Set Tool Table, Calculated, Fixture
G10 LC L1 Set Tool Table Entry
G10 LC L20 Coordinate System Origin Setting Calculated
G10 LC L2 Coordinate System Origin Setting
G10 RG Create Coordinate System Offset from the Absolute one
G10 RR Head Offset
G10 V3 coordinate system origin setting
G17 LC Arc plane XY
G17 RG Select XY plane (default)
G17 V3 XY-plane selection
G17.1 LC Arc plane UV
G18 LC Arc plane ZX
G18 RG Select XZ plane (not implemented)
G18 V3 XZ-plane selection
G18.1 LC Arc plane WU
G19 LC Arc plane YZ
G19 RG Select YX plane (not implemented)
G19 V3 YZ-plane selection
G19.1 LC Arc plane VW
G20 LC Unit of Measure - inch
G20 RG Inches as units
G20 RR Set Units to Inches
G20 V3 inch system selection
G21 LC Unit of Measure - millimeter
G21 RG Millimeters as units
G21 RR Set Units to Millimeters
G21 V3 millimeter system selection
G28 LC Go to Predefined Position
G28 MF Home all Axis
G28 RG Home given Axes to maximum
G28 RR Move to Origin
G28 V3 return to home
G28.1 LC Store Predefined Position
G29-G32 RR Bed probing
G30 LC Go to Predefined Position
G30 RG Go Home via Intermediate Point (not implemented)
G30 V3 return to secondary home
G30.1 LC Store Predefined Position
G31 RG Single probe (not implemented)
G32 RG Probe area (not implemented)
G33 LC Spindle Synchronized Motion
G33.1 LC Rigid Tapping
G38.2 LC Probe toward, stop on contact, error
G38.2 V3 straight probe
G38.3 LC Probe toward, stop on contact
G38.4 LC Probe away, stop on release, error
G38.5 LC Probe away, stop on release
G40 LC Cancel Cutter Compensation
G40 V3 cancel cutter radius compensation
G41 LC Cutter Compensation - left
G41 V3 start cutter radius compensation left
G41.1 LC Dynamic Cutter Compensation - left
G42 LC Cutter Compensation - right
G42 V3 start cutter radius compensation right
G42.1 LC Dynamic Cutter Compensation - right
G43 LC Use Tool Length Offset from Tool Table
G43 V3 tool length offset (plus)
G43.1 LC Dynamic Tool Length Offset
G49 LC Cancel Tool Length Offset
G49 V3 cancel tool length offset
G53 LC Motion in Machine Coordinate System
G53 RG Set absolute coordinate system
G53 V3 motion in machine coordinate system
G54-G59 RG Use coordinate system from G10 P0-5
G54 LC Select Coordinate System 1
G54 V3 use preset work coordinate system 1
G55 LC Select Coordinate System 2
G55 V3 use preset work coordinate system 2
G56 LC Select Coordinate System 3
G56 V3 use preset work coordinate system 3
G57 LC Select Coordinate System 4
G57 V3 use preset work coordinate system 4
G58 LC Select Coordinate System 5
G58 V3 use preset work coordinate system 5
G59 LC Select Coordinate System 6
G59 V3 use preset work coordinate system 6
G59.1 LC Select Coordinate System 7
G59.1 V3 use preset work coordinate system 7
G59.2 LC Select Coordinate System 8
G59.2 V3 use preset work coordinate system 8
G59.3 LC Select Coordinate System 9
G59.3 V3 use preset work coordinate system 9
G61 LC Path Control Mode - exact path
G61 V3 set path control mode: exact path
G61.1 LC Path Control Mode - exact stop (same as G61)
G61.1 V3 set path control mode: exact stop
G64 LC Path Control Mode - Optional Tolerance
G64 V3 set path control mode: continuous
G73 LC Drilling Cycle with Chip Breaking
G76 LC Multi-pass Threading Cycle (Lathe)
G80 LC Cancel Motion Modes
G80 V3 cancel motion mode (including any canned cycle)
G81 LC Drilling Cycle
G81 V3 canned cycle: drilling
G82 LC Drilling Cycle with Dwell
G82 V3 canned cycle: drilling with dwell
G83 LC Drilling Cycle with Peck
G83 V3 canned cycle: peck drilling
G84 V3 canned cycle: right hand tapping
G85 LC Boring Cycle, No Dwell, Feed Out
G85 V3 canned cycle: boring, no dwell, feed out
G86 LC Boring Cycle, Stop, Rapid Out
G86 V3 canned cycle: boring, spindle stop, rapid out
G87 V3 canned cycle: back boring
G88 V3 canned cycle: boring, spindle stop, manual out
G89 LC Boring Cycle, Dwell, Feed Out
G89 V3 canned cycle: boring, dwell, feed out
G90 LC G91 Distance Mode
G90 MF Use Absolute Coordinates
G90 RG Absolute Positioning
G90 RR Set to Absolute Positioning
G90 V3 absolute distance mode
G90.1 LC Arc Distance Mode - absolute IJK
G91 MF Use Relative Coordinates
G91 RG Relative Positioning
G91 RR Set to Relative Positioning
G91 V3 incremental distance mode
G91.1 LC Arc Distance Mode - incremental IJK
G92.1 V3 cancel offset coordinate systems and set parameters to zero
G92 LC Coordinate System Offset
G92 MF Set current position to cordinates given
G92 RG Define current position on axes
G92 RR Set Position
G92 V3 offset coordinate systems and set parameters
G92.1 LC Cancel Coordinate System Offsets
G92.2 LC Cancel Coordinate System Offsets
G92.2 V3 cancel offset coordinate systems but do not reset parameters
G92.3 LC Restore Axis Offsets
G92.3 V3 apply parameters to offset coordinate systems
G93 LC Feed Mode - Inverse time
G93 V3 inverse time feed rate mode
G94 LC Feed Mode - Units per minute
G94 RG Feed rate mode (not implemented)
G94 V3 units per minute feed rate mode
G95 LC Feed Mode - Units per revolution
G96 LC Constant Surface Speed
G97 LC RPM Mode
G97 RG Spindle speed rate
G98 LC Canned Cycle Z Retract Mode
G98 V3 initial level return in canned cycles
G99 LC Canned Cycle Z Retract Mode
G99 V3 R-point level return in canned cycles
G161 RG Home negative
G162 RG Home positive
M0 LC Program Pause
M0 RG Unconditional Halt (not supported on SD)
M0 RR Stop
M0 V3 program stop
M1 LC Program Pause - optional
M1 RG Optional Halt (not supported on SD)
M1 RR Sleep
M1 V3 optional program stop
M2 LC Program End
M2 RG End program
M2 V3 program end
M3 LC Spindle Control - clockwise ON
M3 RG spindle on, CW
M3 RR Spindle On, Clockwise (CNC specific)
M3 V3 turn spindle clockwise
M4 LC Spindle Control - counterclockwise ON
M4 RG spindle on, CCW
M4 RR Spindle On, Counter-Clockwise (CNC specific)
M4 V3 turn spindle counterclockwise
M5 LC Spindle Control - OFF
M5 RG spindle off
M5 RR Spindle Off (CNC specific)
M5 V3 stop spindle turning
M6 LC Tool Change
M6 RG Tool change. This code waits until the toolhead is ready before proceeding. This is often used to wait for a toolhead to reach the its set temperature before beginning a print. ReplicatorG also supports giving a timeout with M6 P<secs>.
M6 V3 tool change
M7 LC Coolant Control - mist ON
M7 RG coolant A on (flood coolant)
M7 RR Mist Coolant On (CNC specific)
M7 V3 mist coolant on
M8 LC Coolant Control - flood ON
M8 RG cooland B on (mist coolant)
M8 RR Flood Coolant On (CNC specific)
M8 V3 flood coolant on
M9 LC Coolant Control - OFF
M9 RG all coolants off
M9 RR Coolant Off (CNC specific)
M9 V3 mist and flood coolant off
M10 RG close clamp
M10 RR Vacuum On (CNC specific)
M11 RG open clamp
M11 RR Vacuum Off (CNC specific)
M13 RG spindle CW and coolant A on
M14 RG spindle CCW and coolant A on
M17 MF Enable/Power all stepper motors
M17 RG enable motor(s)
M17 RR Enable/Power all stepper motors
M18 MF Disable all stepper motors; same as M84
M18 RG disable motor(s)
M18 RR Disable all stepper motors
M20 MF List SD card
M20 RR List SD card
M21 MF Init SD card
M21 RG open collet
M21 RR Initialize SD card
M22 MF Release SD card
M22 RG close collet
M22 RR Release SD card
M23 MF Select SD file (M23 filename.g)
M23 RR Select SD file
M24 MF Start/resume SD print
M24 RR Start/resume SD print
M25 MF Pause SD print
M25 RR Pause SD print
M26 MF Set SD position in bytes (M26 S12345)
M26 RR Set SD position
M27 MF Report SD print status
M27 RR Report SD print status
M28 MF Start SD write (M28 filename.g)
M28 RR Begin write to SD card
M29 MF Stop SD write
M29 RR Stop writing to SD card
M30 LC Program End - exchange pallet shuttles
M30 MF Delete file from SD (M30 filename.g)
M30 RG program rewind
M30 RR Delete a file on the SD card
M30 V3 program end, pallet shuttle, and reset
M31 MF Output time since last M109 or SD card start to serial
M40-M46 RG change gear ratio (0 - 6)
M40 RR Eject
M41 RR Loop
M42 MF Change pin status via gcode
M42 RR Stop on material exhausted / Switch I/O pin
M43 RR Stand by on material exhausted
M48 LC Feed & Spindle Overrides - Enable
M48 V3 enable speed and feed overrides
M49 LC Feed & Spindle Overrides - Disable
M49 V3 disable speed and feed overrides
M50 LC Feed Override Control
M50 RG read spindle speed
M51 LC Spindle Override Control
M52 LC Adaptive Feed Control
M53 LC Feed Stop Control
M60 LC Pallet Change Pause
M60 V3 pallet shuttle and program stop
M61 LC Set Current Tool Number
M62 LC Output Control - synchronized ON
M63 LC Output Control - synchronized OFF
M64 LC Output Control - immediate ON
M65 LC Output Control - immediate OFF
M66 LC Input Control - wait
M67 LC Analog Output Control - synchronized
M68 LC Analog Output Control - immediate
M70 RG Display message on machine, with optional timeout specified by P-code in seconds
M71 RG Pause activity and display message, resuming build on button push. Optional timeout specified by P-code in seconds. If timeout is specified and no button is pushed, machine should shut down or reset.
M72 RG Play a song or tone defined by the machine, by a P-code specifying a song type. Default songs are Error Sound (P0), a Ta-da sound (P1), and a warning sound (P2). all other sounds are user or machine specific, with P2 the default for unknown sounds.
M73 RG Manually set build percentage. Valid P values are 0 to 100, values over 100 are rounded down to 100
M80 MF Turn on Power Supply
M80 RR ATX Power On
M81 MF Turn off Power Supply
M81 RR ATX Power Off
M82 MF Set E codes absolute (default)
M82 RR set extruder to absolute mode
M83 MF Set E codes relative while in Absolute Coordinates (G90) mode
M83 RR set extruder to relative mode
M84 MF Disable steppers until next move, or use S<seconds> to specify an inactivity timeout, after which the steppers will be disabled. S0 to disable the timeout.
M84 RR Stop idle hold
M85 MF Set inactivity shutdown timer with parameter S<seconds>. To disable set zero (default)
M92 MF Set axis_steps_per_unit - same syntax as G92
M92 RR Set axis_steps_per_unit
M98 RR Get axis_hysteresis_mm
M99 RR Set axis_hysteresis_mm
M100 LC through M199 User Defined M codes
M101 RR Extruder on, fwd
M101 RR Turn extruder 1 on Forward / Undo Extruder Retraction
M102 RR Extruder on, reverse
M102 RR Turn extruder 1 on Reverse
M103 RR Extruder off
M103 RR Turn all extruders off / Extruder Retraction
M104 MF Set extruder target temp
M104 RR Set Extruder Temperature
M104 RR Snn set temperature in degrees Celsius
M105 MF Read current temp
M105 RR get extruder temperature
M105 RR Get Extruder Temperature
M106 MF Fan on
M106 RR Fan On
M106 RR turn fan on
M107 MF Fan off
M107 RR Fan Off
M107 RR turn fan off
M108 RR Set Extruder's Max Speed (Rnnn = RPM, Pnnn = PWM)
M108 RR Set Extruder Speed
M109 MF Wait for extruder current temp to reach target temp.
M109 RR Set Extruder Temperature and Wait
M109 RR Snnn set build platform temperature in degrees Celsuis
M110 RR Set Current Line Number
M110 RR Snnn set chamber temperature in degrees Celsius
M111 RR Set Debug Level
M112 RR Emergency Stop
M113 RR Set Extruder PWM
M114 MF Display current position
M114 MF Output current position to serial port
M114 RR Get Current Position
M115 MF Capabilities string
M115 RR Get Firmware Version and Capabilities
M116 RR Wait
M117 MF display message
M117 RR Get Zero Position
M118 RR Negotiate Features
M119 MF Output Endstop status to serial port
M119 RR Get Endstop Status
M120 RR M121, M122 Snnn set the PID gain for the temperature regulator (not currently supported by ReplicatorG)
M123 RR M124 Snnn set iMax and iMin windup guard for the PID controller (not currently supported by ReplicatorG)
M126 JF use acceleration for subsequent instructions
M126 RG valve open (acceleration on for subsequent instructions in the Jetty Firmware)
M126 RR Open Valve
M127 JF disable acceleration for subsequent instructions
M127 RG valve close (acceleration off for subsequent instructions in the Jetty Firmware)
M127 RR Close Valve
M128 RR Extruder Pressure PWM
M128 RR get position
M129 RR Extruder pressure off
M129 RR get range (not currently supported by ReplicatorG)
M130 RR Set PID P value
M130 RR set range (not currently supported by ReplicatorG)
M131 RR Set PID I value
M132 RR Set PID D value
M133 RR Set PID I limit value
M134 RR Write PID values to EEPROM
M136 RR Print PID settings to host
M140 MF Set bed target temp
M140 RR Bed Temperature (Fast)
M141 RR Chamber Temperature (Fast)
M142 RR Holding Pressure
M143 RR Maximum hot-end temperature
M160 RR Number of mixed materials
M190 MF Wait for bed current temp to reach target temp.
M190 RR Wait for bed temperature to reach target temp
M200 JF reset (to pick up changes)
M200 MF Set filament diameter
M200 RR reset driver
M200 RR Set filament diameter / Get Endstop Status
M201 JF set maximum rates of acceleration/deceleration
M201 MF Set max acceleration in units/s^2 for print moves (M201 X1000 Y1000)
M201 RR Set max printing acceleration
M202 MF Set max acceleration in units/s^2 for travel moves (M202 X1000 Y1000) Unused in Marlin!!
M202 RR clear buffer (not currently supported by ReplicatorG)
M202 RR Set max travel acceleration
M203 JF set maximum feed rates
M203 MF Set maximum feedrate that your machine can sustain (M203 X200 Y200 Z300 E10000) in mm/sec
M203 RR Set maximum feedrate
M204 JF set default rates of acceleration
M204 MF Set default acceleration: S normal moves T filament only moves (M204 S3000 T7000) im mm/sec^2 also sets minimum segment time in ms (B20000) to prevent buffer underruns and M20 minimum feedrate
M204 RR Set default acceleration
M205 JF set minimum feed rates and planner speed
M205 MF advanced settings: minimum travel speed S=while printing T=travel only, B=minimum segment time X= maximum xy jerk, Z=maximum Z jerk, E=maximum E jerk
M205 RR advanced settings
M206 JF set extruded noodle diameter, extruder maximum reverse feed rate, extruder deprime, slowdown limit, and direction of extruder feed
M206 MF set additional homeing offset
M206 RR set home offset
M207 JF set JKN Advance parameters K and K2
M207 RR calibrate z axis by detecting z max length
M208 JF set extruder steps per millimeter
M208 RR set axis max travel
M209 JF turn acceleration planner on or off; enable or disable override of gcode temperature settings
M209 RR enable automatic retract
M215 JF set steps per millimeter for each axis
M216 JF set maximum speed changes for each axis
M220 MF S<factor in percent> set speed factor override percentage
M220 RR Set speed factor override percentage
M221 MF S<factor in percent> set extrude factor override percentage
M221 RR set extrude factor override percentage
M226 RR Gcode Initiated Pause
M227 RR Enable Automatic Reverse and Prime
M228 RR Disable Automatic Reverse and Prime
M229 RR Enable Automatic Reverse and Prime
M230 RR Disable / Enable Wait for Temperature Change
M240 MF Trigger a camera to take a photograph
M240 RR Start conveyor belt motor / Echo off
M241 RR Stop conveyor belt motor / echo on
M245 RR Start cooler
M246 RR Stop cooler
M300 RR Play beep sound
M300 RR Snnn set servo 1 position
M301 MF Set PID parameters P I and D
M301 RR Set PID parameters - Hot End
M301 RR Snnn set servo 2 position
M302 MF Allow cold extrudes
M303 MF PID relay autotune S<temperature> sets the target temperature. (default target temperature = 150C)
M304 RR Set PID parameters - Bed
M310 RG (filepath) logging
M311 RG stop logging
M312 RG (message) log message
M320 RG acceleration on for subsequent instructions
M321 RG acceleration off for subsequent instructions
M400 MF Finish all moves
M420 RR Set RGB Colors as PWM
M500 MF stores paramters in EEPROM
M500 RR stores paramters in EEPROM
M501 MF reads parameters from EEPROM (if you need reset them after you changed them temporarily).
M501 RR reads parameters from EEPROM
M502 MF reverts to the default "factory settings". You still need to store them in EEPROM afterwards if you want to.
M502 RR reverts to the default "factory settings".
M503 MF print the current settings (from memory not from eeprom)
M503 RR Print settings
M999 MF Restart after being stopped by error
More hal-config.lbr tweakage produced enough HAL blocks to completely define the Sherline CNC mill’s HAL connections, all wired up in a multi-page schematic (Eagle-LinuxCNC-Sherline.zip.odt) that completely replaces all the disparate *.hal files I’d been using, plus a new iteration of the hal-write-2.5.ulp Eagle-to-HAL conversion script.
The first sheet (clicky for more dots) defines the manually configured userspace and realtime modules:
Sherline Schematic – 1
That sheet has three types of Eagle devices:
Generalized LoadRT – devices like trivkins that require only a loadrt line
Dedicated LoadRT – devices like motion that require functions connected to a realtime thread
Generalized LoadUsr – devices like hal_input with a HAL device, but no function pins
The device’s NAME field contains either the module name (for the specialized devices with functions) or a generic MODULE for everything else, preceded by an optional index that imposes an ordering on the output lines. The device’s VALUE field contains the text that will become the loadrt or loadusr line in the HAL file. Trailing underscores act as separators, but are discarded by the conversion script.
The immensely long line is the VALUE field that plugs a bunch of variables from the Sherline.ini file into the motion controller.
The conversion script doesn’t do anything special for those devices, other than transfer the VALUE field to the HAL file. Ordinary HAL devices, the ones with functions that don’t require any special setup, must appear in the conversion script’s list of device names, so that it can recognize them and deal with their connections.
Next, the parallel port configuration, which uses the D525’s system board hardware:
Sherline Schematic – 2
The stepconf configuration utility buries the parallel port configuration values in the default HAL file as magic numbers. I moved them to a new stanza in the INI file, although the syntax may not be robust enough to support multiple cards, ports, and configurations. This, however, works for now:
That LOGIC block is new and serves as an AND gate that produces a combined enable signal for the parallel port. The stepconf utility uses the X axis enable signal, but, seeing as how the Sherline controller doesn’t use the result, none of that matters on my system.
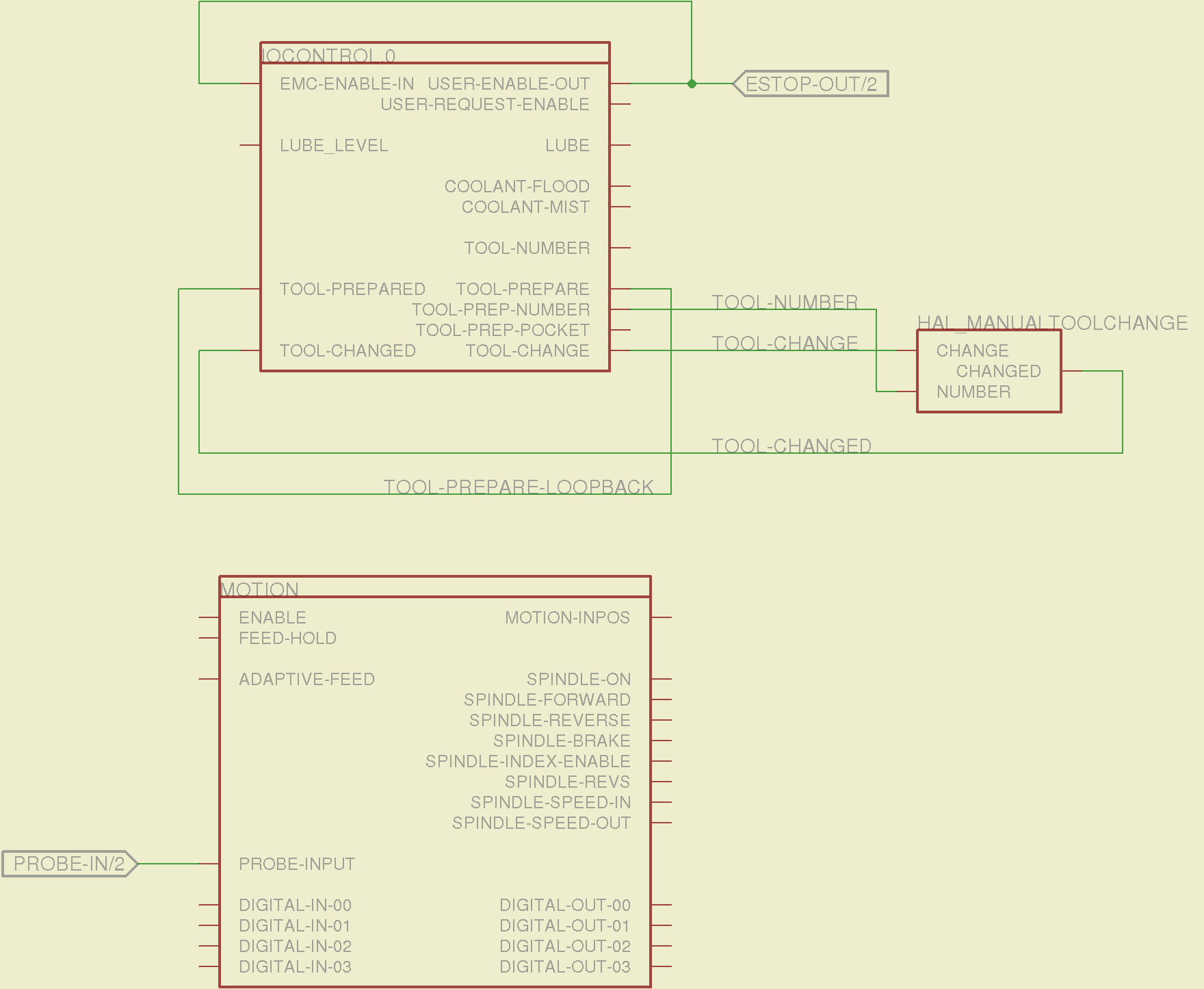
The tool height probe and manual tool change wiring:
Sherline Schematic – 3
I’m not convinced the Emergency Stop polarity is correct, but it matches what was in the original HAL file. As before, the Sherline driver box ignores that output, so none of that matters right now.
Four very similar pages define the XYZA step-and-direction generators. This is the X axis driver:
Sherline Schematic – 4
You can imagine what the next three pages for the YZA logic look like, right? There are also a few blank pages in the schematic, so the numbers jump abruptly.
The magic part of this is having Eagle manage all the tedious renumbering and counting. If you remember to adjust the name of the first module from, say, AXIS.1 to AXIS.0, then the rest get the proper numbers as you go along.
The remainder of the schematic implements the Joggy Thing’s logic, much as described there. I discovered, quite the hard way, that copy-and-pasting an entire schematic from elsewhere does horrible things to the device numbering, but I’m not sure how to combine two schematics to limit the damage. In any event, manually adjusting a few pages wasn’t the worst thing I’ve ever had to do; starting with a unified schematic should eliminate that task in the future.
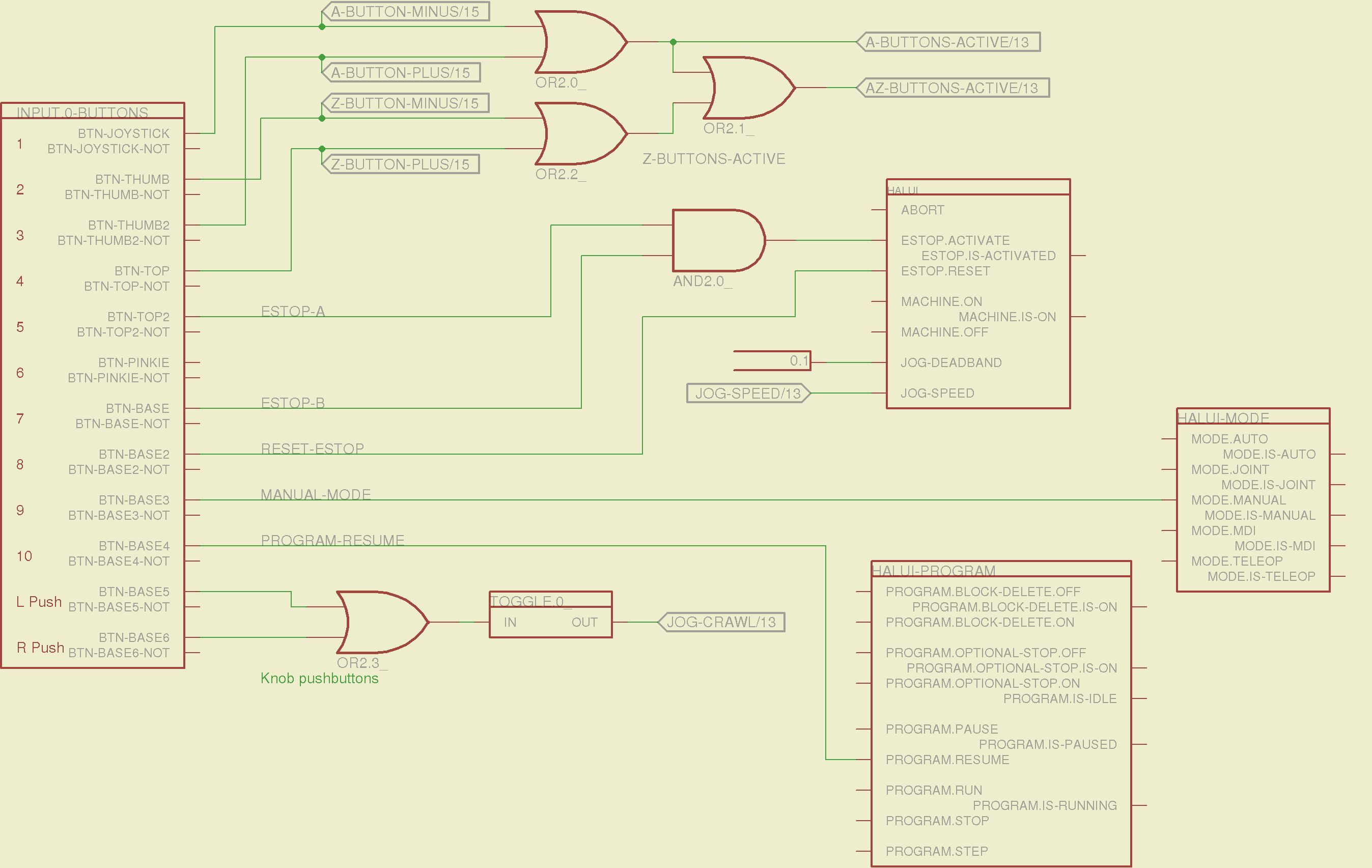
The miscellaneous buttons:
Sherline Schematic – 11
The joystick and hat values:
Sherline Schematic – 12
The joystick deadband logic now uses the (new with HAL 2.5, I think) input.n.abs-x-flat pins, which eliminated a tangle of window comparator logic.
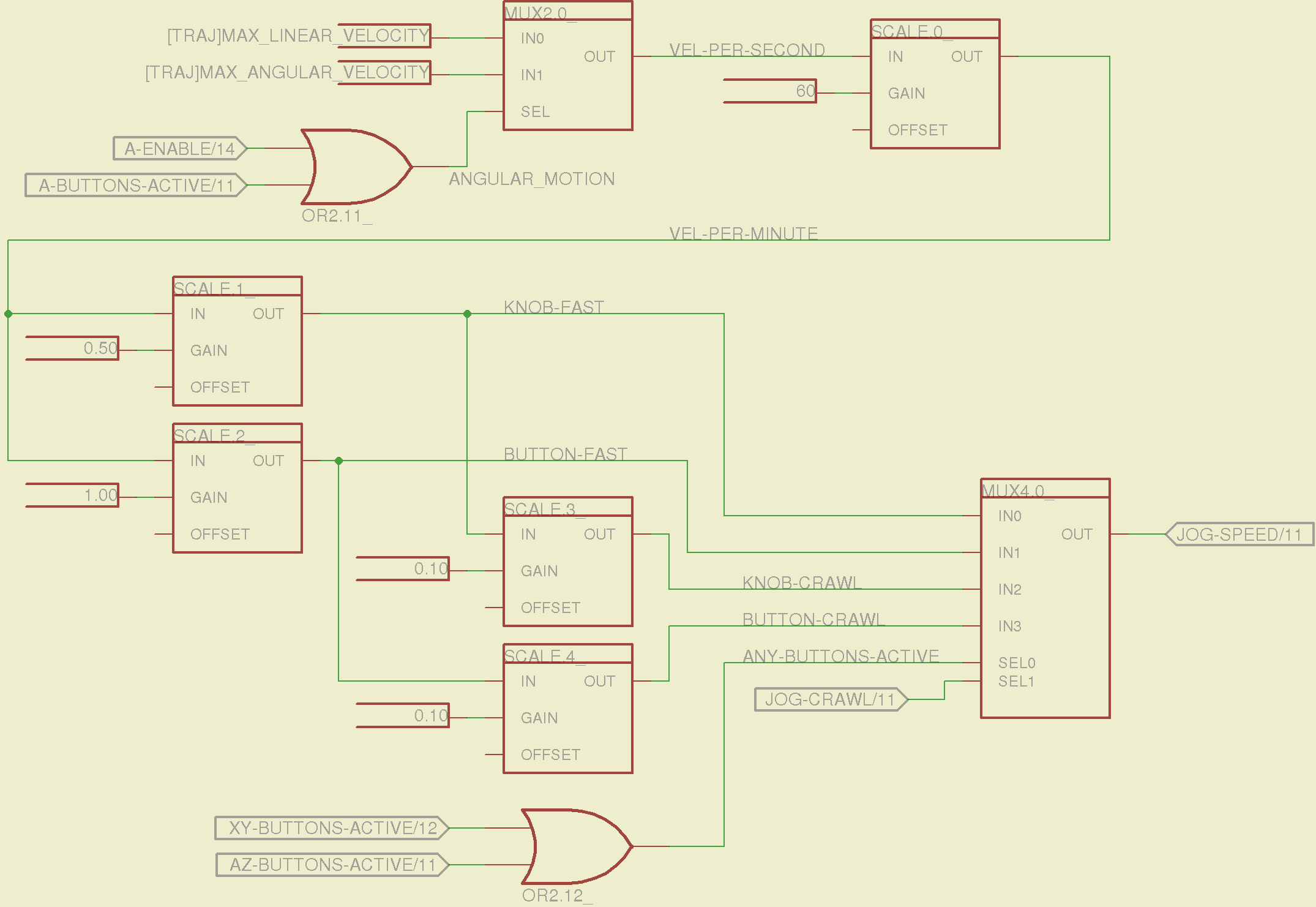
The jog speed adjustment logic that sets the fast and crawl speeds:
Sherline Schematic – 13
I should probably put the speed ratios in the INI file, but that’s in the nature of fine tuning.
The lockout logic that remembers which axis started moving first on a given joystick and locks out the other axis, which greatly simplifies jogging up to an edge without bashing into something else:
Sherline Schematic – 14
Combine all those signals into values that actually tell HAL to jog the axes:
Sherline Schematic – 15
The last page connects all the realtime function pins to the appropriate threads:
Sherline Schematic – 16
The LinuxCNC documentation diverges slightly from the implementation, but a few iterations resolved all the conflicts and had the additional benefit that I had to carefully think through what was actually going on.
A deep and sincere tip o’ the cycling helmet to the folks making LinuxCNC happen!
Although the Sherline mill doesn’t have more than a few minutes of power-on time with the new HAL file, the Joggy Thing behaves as it used to and the axes move correctly, so I think the schematic came out pretty close to the original HAL file.
The next step: draw a new schematic to bring up and exercise a different set of steppers…
While pondering whether I should use the carcass of an old Dell PC to house the stepper drivers and control logic for the LinuxCNC M2 project, I bandsawed a scrap of aluminum sheet to about the right size. It had some truly nasty gouges and bonded-on crud, so I chucked up a wire brush cup in the drill press and had at it:
Machine jeweled baseplate
It’s obvious I haven’t done jeweling in a long time, isn’t it? Even a crude engine jeweling job spiffs things right up, though, even if a cough showcase job like this deserves straighter lines and more precise spacing. The aluminum sheet is far too large for the Sherline, which put CNC right out of consideration, and I’m not up for sufficient crank spinning on the big manual mill.
I match-marked mounting holes directly from the harvested motherboard and drilled them, whereupon I discovered that the aluminum is a dead-soft gummy alloy that doesn’t machine cleanly: it won’t become the final baseplate.
Memo to Self: Use the shop vacuum with the nozzle spinward of the brush, fool.
To that end, here’s a checklist for creating a new Eagle device corresponding to a HAL module.
Remember: although this process has a tremendous number of moving parts, you do it exactly once when you need a device that doesn’t already exist. After that, you just click to add an existing device to your schematic, wire it up, then the tedious write-only HAL overhead happens automagically.
Cross-check the documentation with the actual component code!
The man page lists the names, pins, parameters, and suchlike, but may have typos. This isn’t a criticism, it’s a fact of life.
Before investing a ton o’ time creating an Eagle device, load the module and find out what’s really there:
halrun
halcmd: loadrt conv_float_s32
halcmd: show all
Loaded HAL Components:
ID Type Name PID State
4 RT conv_float_s32 ready
3 User halcmd2395 2395 ready
Component Pins:
Owner Type Dir Value Name
4 float IN 0 conv-float-s32.0.in
4 s32 OUT 0 conv-float-s32.0.out
4 bit OUT FALSE conv-float-s32.0.out-of-range
... snippage ...
Parameters:
Owner Type Dir Value Name
4 bit RW FALSE conv-float-s32.0.clamp
4 s32 RO 0 conv-float-s32.0.time
4 s32 RW 0 conv-float-s32.0.tmax
... snippage ...
Exported Functions:
Owner CodeAddr Arg FP Users Name
00004 fc0a9000 fc0630b8 YES 0 conv-float-s32.0
... snippage ...
Achtung!
The module name uses underscores as separators: loadrt conv_float_s32
The function name uses h-y-p-h-e-n-s as separators: conv-float-s32.0
Unlike in the Linux kernel, the two characters are not equivalent
Add the HAL Module to the Conversion Script
The hal-write.ulp script contains a table of all the module names, so you must update the script in parallel with the hal-config.lbr Eagle library.
However, you can create an Eagle device that is not a HAL module by omitting it from the script. In that case, the Eagle device name will become part of the net names that define and interconnect the pins, but the script will not create a statement to load a module. For example, the hal_input userspace program creates a set of pins for each input device that start with input.n, but there’s no corresponding HAL module. I’ll put up an example of all this in a bit.
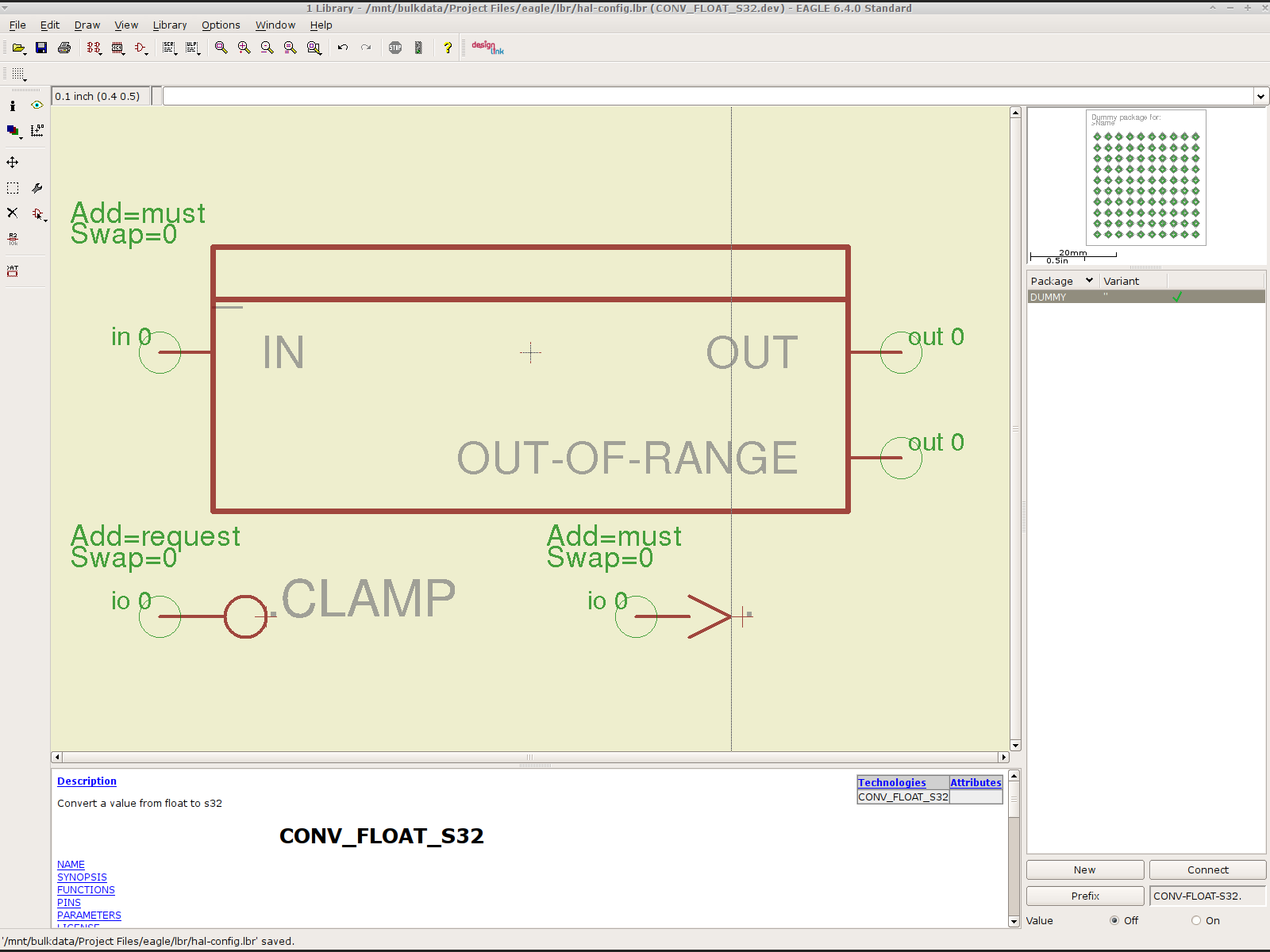
Create a Schematic Symbol
The name of the symbol is not critical: CONVERT.sym
use either dashes or hyphens as you prefer
The >NAME string must be on layer 95-Names
No need for a >VALUE string, but put it on layer 96-Values if present
HAL pins become symbol pins
Use the HAL pin name, with hyphens
Set Visibility to Pin
Set Direction to in / out / io to match the HAL description
Set Function to None to indicate an ordinary net connection
Verify the pins against the HAL device!
Create a HAL Schematic Device
The new device name must match the HAL module name, with underscores, as entered in the conversion script table
CONV_FLOAT_S32.dev
Set the Prefix to the HAL function name, plus a trailing period, with hyphens
CONV-FLOAT-S32.
Create the Description using copy-and-paste from the HTML source: use the man page in the LinuxCNC doc
Ctrl-U in Firefox reveals the HTML source, Ctrl-A and Ctrl-C, flip windows, then Ctrl-V
Delete all the boilerplate at the top, leave the centered Title, ditch the reference links
Add the symbol you created earlier or reuse an existing symbol
Set the symbol NAME to a single underscore: _
Change the Add level to must
Add a PIN_FUNCTION symbol to the device
Change the symbol name from G$1 (or whatever) to a single period: .
Change the Add Level to must
Add PIN_PARAMETER symbols as needed
Change the symbol name from G$1 (or whatever) to the parameter name preceded by a single period: .CLAMP
Change the Add Level to request
Change the Direction as needed
Add the DUMMY physical package, then connect all the pins to pads
Create a non-HAL Schematic Device
The new device name may be anything that’s not in the conversion script table
The Prefix must match the desired pin names, plus a trailing period. For hal_input pins:
INPUT.
Create the Description as above
Add the symbol you created earlier
Set the symbol NAME to a single underscore: _
Change the Add level to must
Do not add a PIN_FUNCTION symbol, because it has no corresponding module
Add PIN_PARAMETER symbols as needed
Change the symbol name from G$1 (or whatever) to the parameter name preceded by a single period: .CLAMP
Change the Add Level to request
Change the Direction as needed
Add the DUMMY physical package, then connect all the pins to pads
Devices may have multiple Symbols, with different Add Level options; can seems appropriate. As nearly as I can tell, you must name each Symbol as a suffix to the full name to differentiate them within the Device; I use a hyphen before the suffix, so that -KEYS generates INPUT.0-KEYS. Those suffixes don’t appear elsewhere in the generated HAL configuration file.
Save the library, update it in the schematic editor (Library → Update ...), and you’re set.
Although it’s tempting, do not include a version number in the library file name, because Eagle stores the file name inside the schematic file along with the devices from that file. As a result, when you bump the library version number and use devices from the new library file, the schematic depends on both library files and there’s no way within Eagle to migrate devices from one library to the other; you must delete the existing devices from the schematic and re-place them from the new library. Or you can do like I did: hand-edit the XML fields inside the library file.
Eagle HAL Device
You’ll almost certainly drive this procedure off the rails, so let me know what I’ve screwed up. It does, in fact, work wonderfully well and, as far as I’m concerned, makes HAL usable, if only because HAL is a write-only language to start with and now you need not read it to modify it.
Winding a slit ferrite toroid poses no challenge, so putting 25 turns of 26 AWG wire on it didn’t take long at all:
F50-61 toroid – 25 turns 26 AWG
However, a ferrite toroid doesn’t take kindly to being dropped and I figured that a slit toroid would crack under a stern look, so I decided to wrap some armor around it. A small squeeze bottle offered a cap just slightly larger than the winding, so I used that slitting saw to cut off a suitable ring. The first step was to grab it in the 3 jaw chuck and align its axis parallel to the spindle:
Aligning bottle cap in 3-jaw chuck
I wanted to cut off a slightly taller ring, but the clamping screw on the saw arbor just barely cleared the chuck for a 5 mm ring. I jogged around the chuck jaws to cut two slits in the cap that eventually joined near the back:
Slicing ring from bottle cap
That was about 1000 rpm, no coolant, and slow feed, but also a totally non-critical cut in plastic.
I put a snippet of foam rubber in the slot, put the ring on a Kapton-covered build platform from the Thing-O-Matic, filled it with hot-melt glue, gooshed the toroid in place, and waited for cooling. Trimming and cleaning out the slit produced a hideously ugly, but (I hope) much more durable assembly:
Slit ferrite toroid – with armor
I’m reasonably sure I didn’t crack the ferrite while cleaning out the slit; that hot-melt glue is tenaciously gummy stuff!