The object of the game: cut a slit into a ferrite toroid that will accommodate a Hall effect sensor. Those doodles showed that an FT50 (half-inch OD) toroid would be about right for the cheap AH49/EH49 Hall effect sensors on hand and those doodles shows that the permeability of the ferrite mix doesn’t make much difference. Not being quite sure how this would work out, I figured I’d start with the simplest possible setup and complexicate things until it worked…
A fold of cereal box cardboard cushioned the brittle ferrite in the Sherline’s clamp and the vacuum hose in the background collects airborne grit. I touched off X=Y=Z=0 with the wheel at the center of the toroid’s equator:
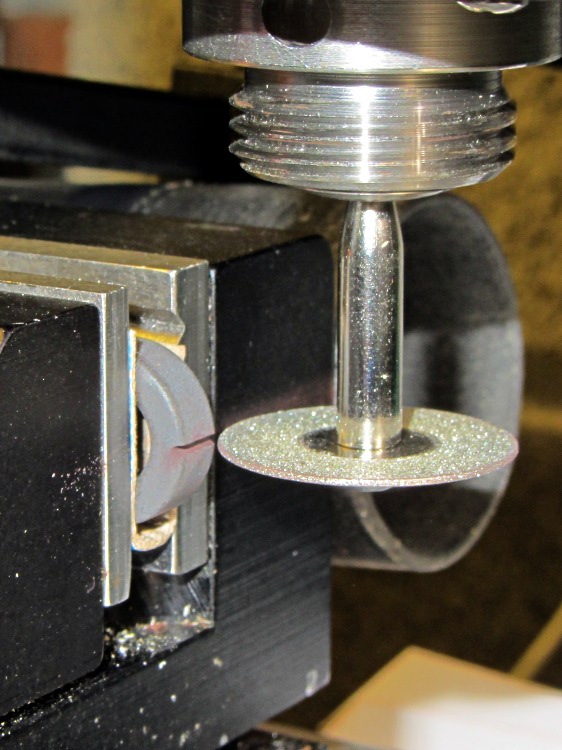
The first pass went swimmingly, with the diamond wheel far more concentric than I expected, using manual jogging along a 0.5 mm deep cut. The wheel is slightly over 0.5 mm thick, measured on the grit, and showed no sign of strain on a 1 mm deep cut at 100 mm/min, so I used manual CNC to run the wheel back and forth along the cut.
After clearing the slot, I moved the wheel upward to + 0.5 mm, repeated the passes with a 1.5 mm depth of cut, then did the same at -0.5 mm. The end result was a nice slot with parallel sides:

The actual gap measured 1.72 mm, not the 1.5 I wanted, which means the flux density will be lower than the previous calculations predict. Assuming the Z axis backlash compensation works as it should, then the kerf is 0.72 mm. Of course, that also assumes the arbor runs true and the wheel cuts symmetrically, neither of which I’d put (or, heck, have put) a lot of money behind. On the other paw, the sensors are 1.5 mm thick (just under the datasheet’s 1.6 mm spec), so +0.1 mm clearance on each side works a whole lot better for me than, say, -0.1 mm.
All in all, there was no excitement, no muss, no fuss, no chipping, no breakage:

Talk about beginner’s luck!

Comments
9 responses to “Slitting a Ferrite Toroid”
Beautiful! We used to slit toroids to “tune” our SMPS for max efficiency at Lear Seigler. They were used in unmanned submarines and used a self resonant mode which gave, with varying load, a spread spectrum effect. We finished the cut by hand for the final tweaking. One extra pass of the file dropped the efficiency from percentage in the glorious high 90s down to the mediocre 80s. That’s when we stated using the adjustable pot cores. If I remember correctly the pot cores were also quieter that the toroids, in terms of radiated signals.
Now that I have a better idea of the saw kerf size, I should be able to cut the next one to exactly fit the sensor. Of course, that means I’ll start breaking the toroids by being too clever for my own good.
I’d believe that, particularly if the central post had the gap: the entire exterior would be solid ferrite with the two parts meeting at a mirror-finished joint (at least for your application).
Were you spraying coolant on the diamond as you cut?
Nope, I defined coolant to be a complexification and left it for later; the toroid didn’t seem to mind and the wheel feels about the same as the unused ones. Contrary to what I expected, there’s still grit all the way around the perimeter.
Cutting speeds of 50, 75, and 100 mm/min made no obvious difference. Running 100 mm/min at 1.5 mm depth-of-cut still worked. Nothing felt hot or bothered.
All that was at 1000 rpm = 200 sfm, which is probably too low by a couple orders of magnitude: the feed works out to 0.1 mm/rev, which is scary-fast for a diamond wheel. I should probably run them at about 5000 rpm; they’re rated to 20 k rpm, well above the Sherline’s 10 k rpm limit.
No particular skill demonstrated, but it ended well…
[…] « Slitting a Ferrite Toroid […]
Interestingly, “slitting a toroid” showed up in the latest issue of Elektor as well. I blinked when I saw the illustration. http://www.elektor.com/magazines/2013/january-047-february/inrush-current-limiter.2389170.lynkx for the pic and http://www.elektor.com/magazines/2013/january-047-february/toroid-cutting.2388222.lynkx for the slitting bit.
Must be something in the air…
I wrote up a bit of the math behind the magnetics and an analysis of the Hall effect sensors for CC, but, for sure, there’s no collaboration!
[…] For an upcoming Circuit Cellar column on Hall effect current sensing, I slit another pair of toroids: […]
[…] Hall effect sensor snuggled in the toroid’s gap produces a bipolar output that depends on both the magnetic field’s direction and intensity, […]