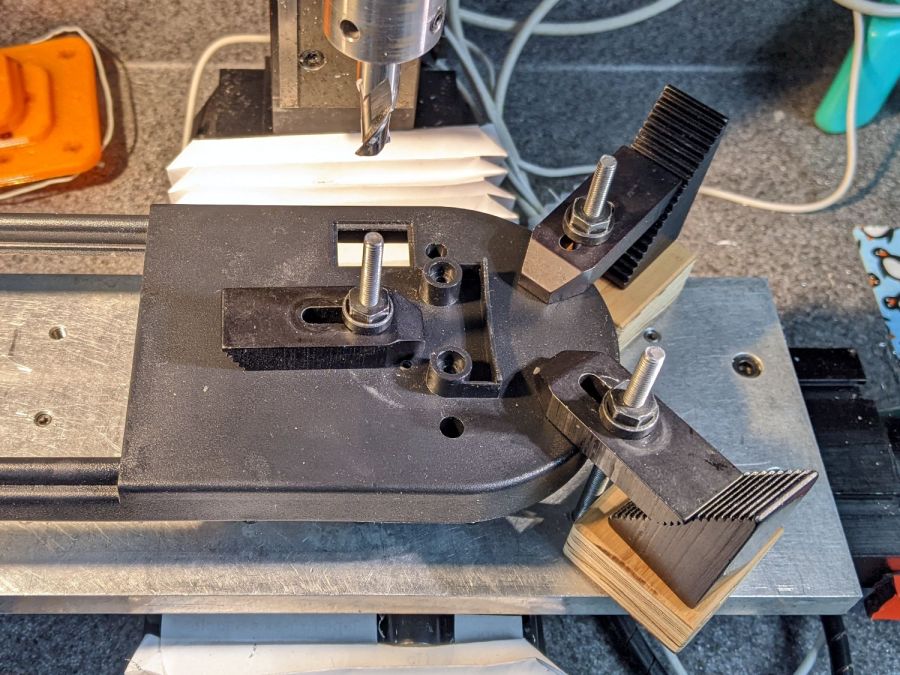
Because the Sherline mill can’t cut all the way around a 4 inch OD coaster clamped to its table, I set up the 4-jaw chuck on the rotary table and centered the nicely round fixture:
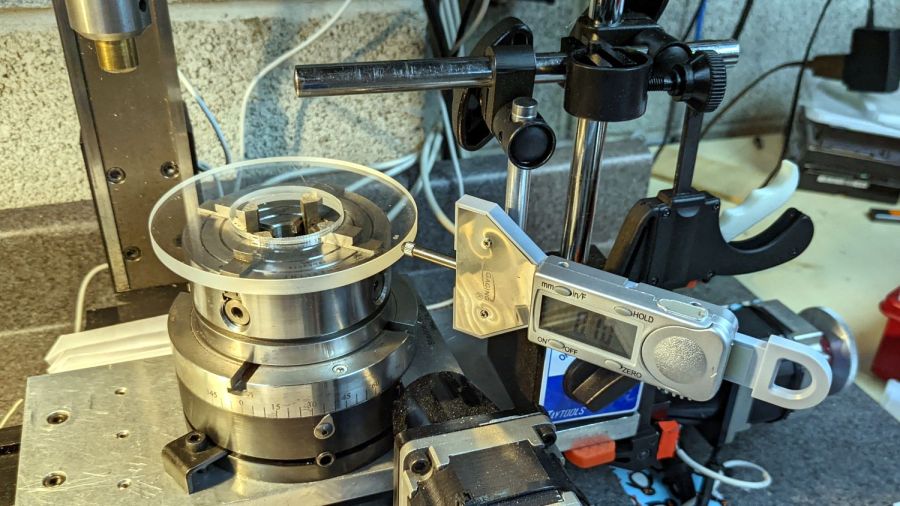
Admittedly, the centering need not be so precise, but practice makes perfect.
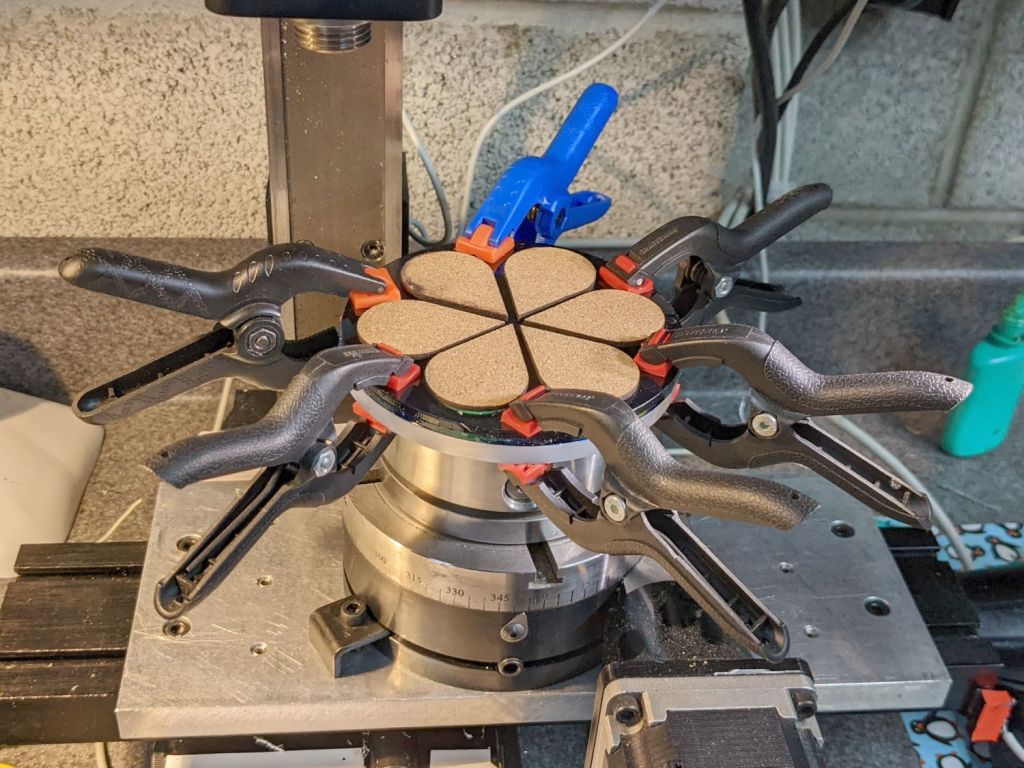
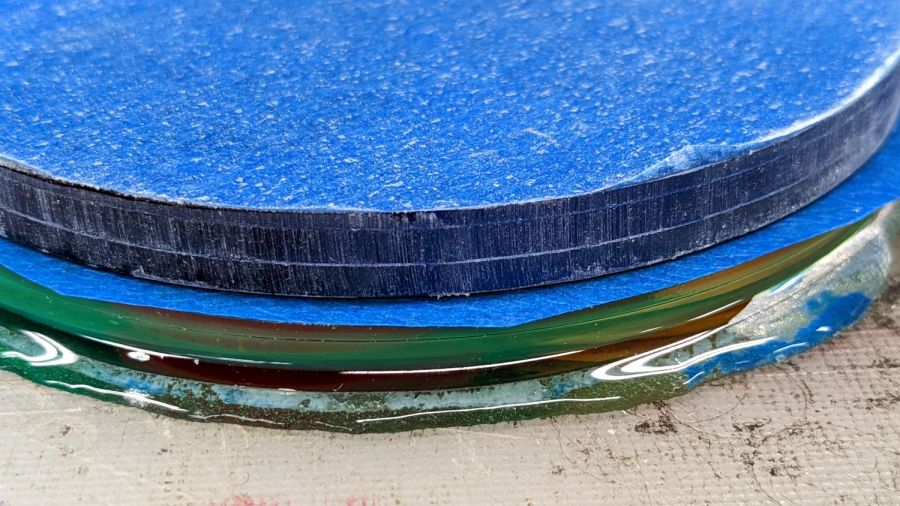
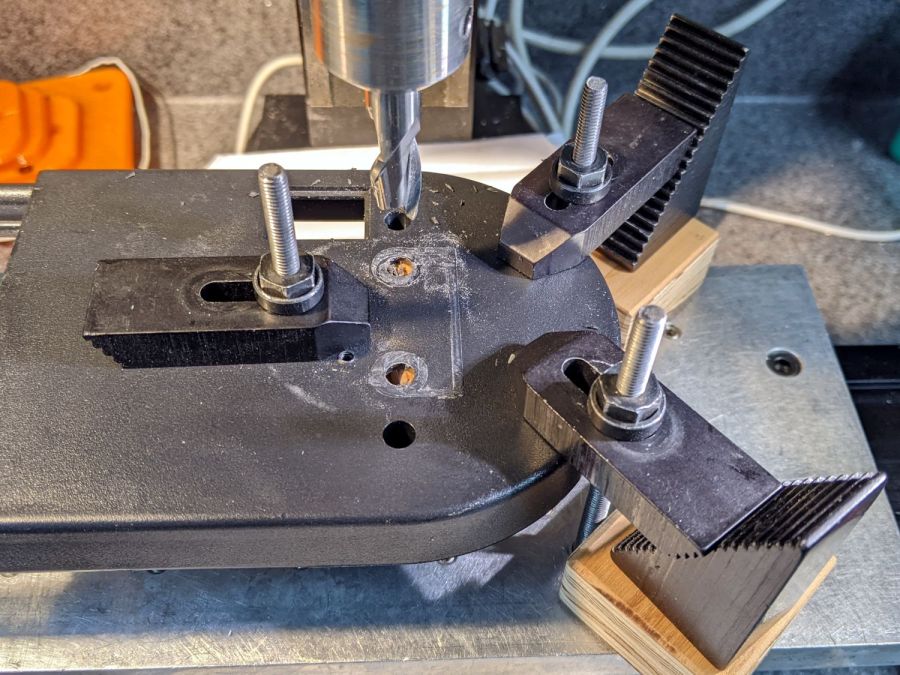
A few strips of double-stick tape affixed the test coaster, with too many clamps applied to settle it in place:
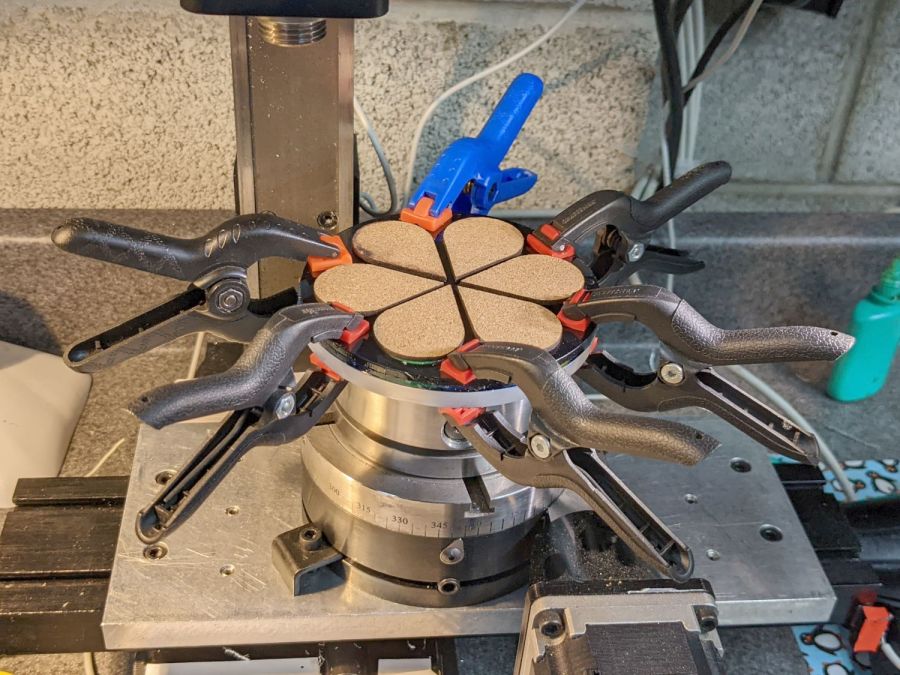
A few sissy cuts demonstrated the tape lacked sufficient stickiness to hold the coaster in place against the milling cutter’s uplift. I managed to mill most of the perimeter with those clamps in place, moving each one from just ahead of the cutter to just behind the cutter.
That way lies both madness and organic damage.
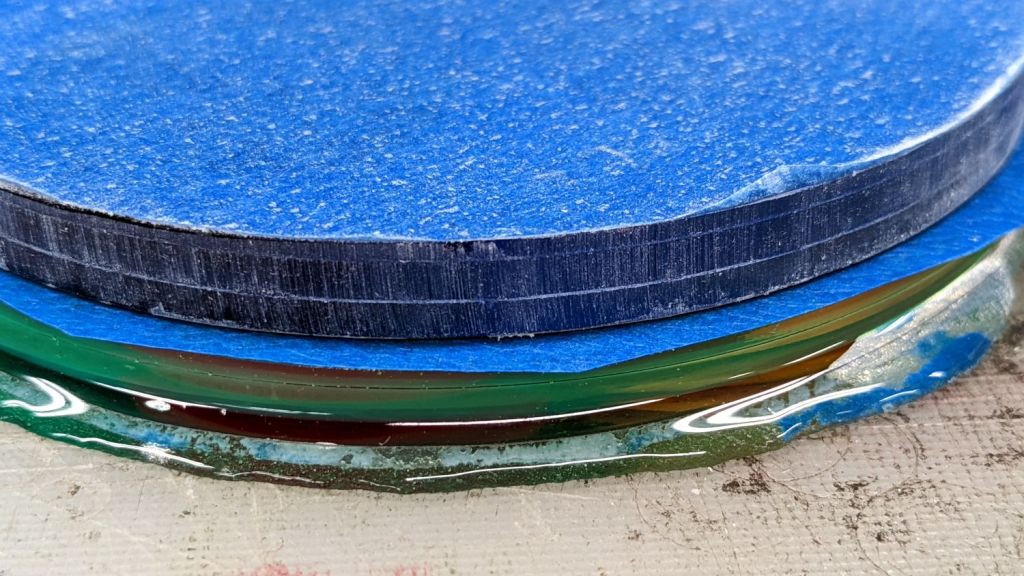
There are better tapes and better adhesives, all trading off a really sticky fixture against difficulty extracting an undamaged part.
A more complex circular fixture with built-in mechanical edge clamps extending around a major part of the perimeter seems like entirely too much of a diversion for a couple of obscene-gerund coasters.
A live center in a lathe tailstock applies pressure in exactly the right place to hold a circular object against a fixture while slicing off the entire perimeter, with the only problem being centering the object.
Maybe shimming the fixture against one chuck jaw will suffice?































{kind=link}