I got an LMS adjustable carriage stop along with the mini-lathe to simplify cutting things to length. A few tweaks make it much less annoying to use:
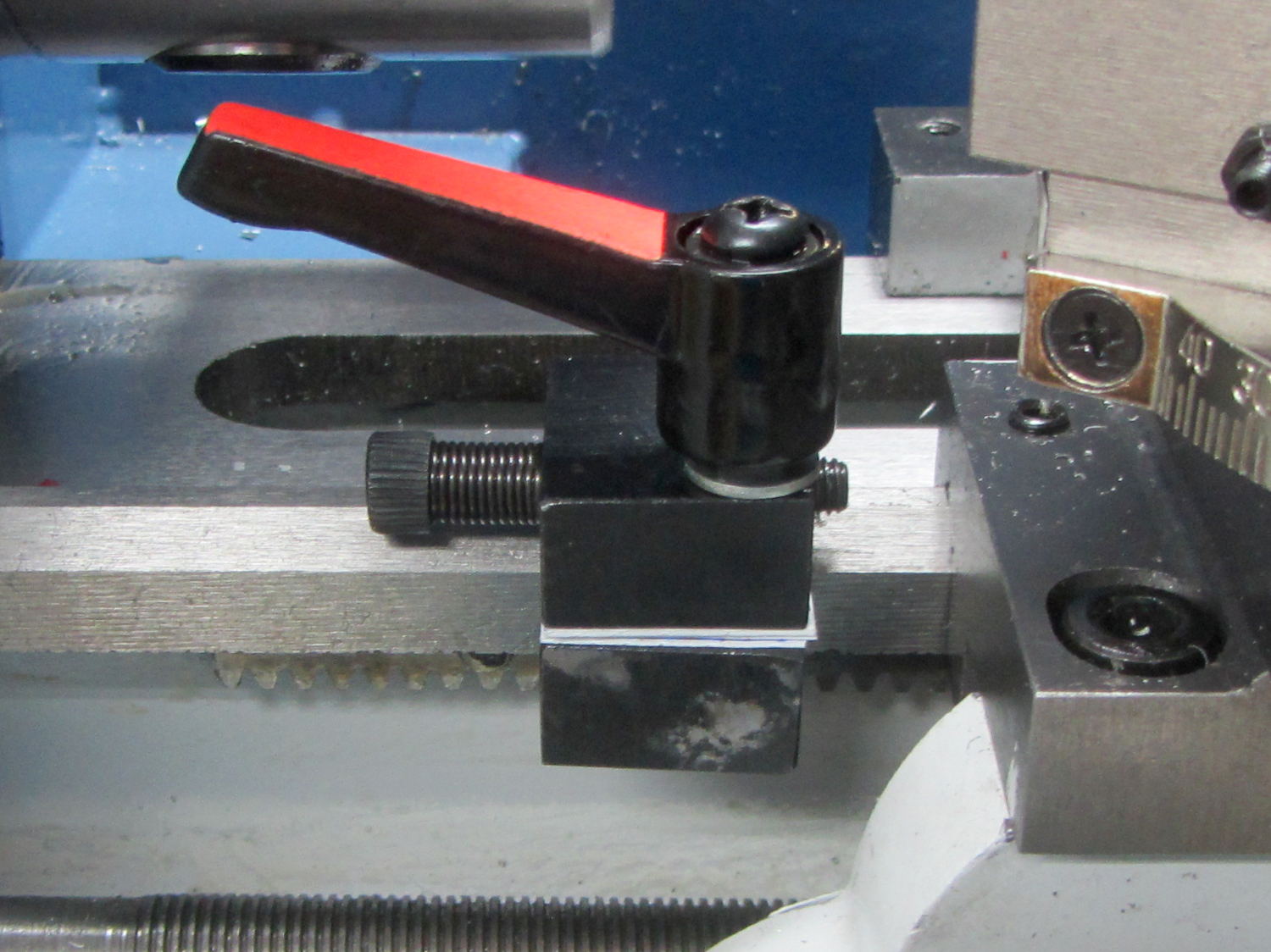
The fluorescent red tape makes the handle stand out vividly against the general clutter. It lives in the shadow of the chuck, where an extended jaw could end its life, so some protective coloration seemed in order.
The screw threaded into the lower part holds it together, but, as with the carriage retaining plates, only the outer edge clamped onto the lower part of the bed. Three layers of credit card plastic fill the gap and allow just enough compression to go from “freely sliding” to “firmly clamped” in half a turn of the lever.
The washer lets the lever turn easily on the upper block.
Remove the screw and spring from the lever to lift and properly re-index it on the internal nut.
The spring on the adjusting screw seems too long and exceedingly stiff for the task at hand. The Big Box o’ Little Springs didn’t offer a suitable replacement, so adapting / making one goes on the to-do list.
It really needs a sliding pin just to the left of the lever screw to hold the lower block in alignment, but that’s definitely in the nature of fine tuning.

Comments
7 responses to “Mini-Lathe: Carriage Stop Improvements”
It’s amazing the difference a few simple tweaks can make. You’d think that the people who design these things (whom you’d think were machinists of some flavor) would come up with some of this. Perhaps it’s been cost optimized, but these are not expensive modifications.
IMO, production cost is everything in this game: if an improvement adds any recurring cost to the basic unit, it won’t happen.
That’s not a new thing, though; I worked with a guy from the RCA television factory who told stories of all-day engineering meetings devoted to removing 25¢ from the chassis BOM. If a resistor didn’t do at least two things at once, it was gone.
That’s surely why LMS charges $900 for the basic Model 5100 7×16 mini-lathe (minus the 5200’s DROs, QCTP, and tooling) and $700 for the SIEG C3 7×14. Figuring a 2x retail markup says the 5100 has $100 of improvements: mostly the BLDC motor, but also two more inches of bed, that plastic chip shield in the apron, and so forth and so on.
Imagine what aligned and scraped ways would add!
Muntzing is alive and well. And you’re right, hand work costs time and (a lot of) money (even where labor is cheap), so it’s just not going to happen.
Are you planning to try your hand a hand scraping? It turns out there are a lot of Youtube videos of that.
Absolutely not! Scraping requires far more time and skill than seems warranted.
After kicking it around with Eks and a few other knowledgeable folks, the least awful approach seems to involve shimming the ways to level them out, filling in the low spots / craters with epoxy (maybe loaded with graphite / moly disulfide), then sanding them into alignment: relatively quick & easy, not too expensive, and with a low probability of catastrophic failure.
Not for a while, that’s fer shure!
Moglice is purpose made for that. http://www.moglice.com/articles/replication_techniques/wrotethebook.html
From their website: “Choose a category and add products to your quote.”
I’ve always followed the “If you have to ask how much it costs, you can’t afford it” principle. Even if they’re giving the stuff away, when just getting the quantity I’ll need requires up-front give-and-take, it definitely ain’t worthwhile.
Graphite-loaded JB Weld FTW, if I ever find the necessary Round Tuit…