Ed Nisley's Blog: Shop notes, electronics, firmware, machinery, 3D printing, laser cuttery, and curiosities. Contents: 100% human thinking, 0% AI slop.
As before, I put the larger spool on the floor under the lathe and let the thread spill straight off the top toward the smaller spool. This time, I didn’t have a twist accumulating in the loose thread between the two spools:
Grab longer lengths of the loose thread
Absolutely no slippage between the fingers!
Put more tension on the thread at the takeup spool
As nearly as I can tell, the thread still has a slight twist coming off the larger spool, but grabbing longer lengths captures the twist and more tension lays it on the smaller spool. After cutting the thread, what was left had maybe three turns of twist, which was no big deal and obviously hadn’t accumulated.
The power switch in my trusty Fordham FG-801 Function Generator failed with an accumulation of oxidation / crud on the contacts. That’s fix-able, but the switch contained not one, but two powerful springs, and puked its guts all over the floor around the Squidwrench Operating Table. Even with (a preponderance of) the parts in hand, I couldn’t figure out how to reassemble the thing; the only way out was to replace the switch.
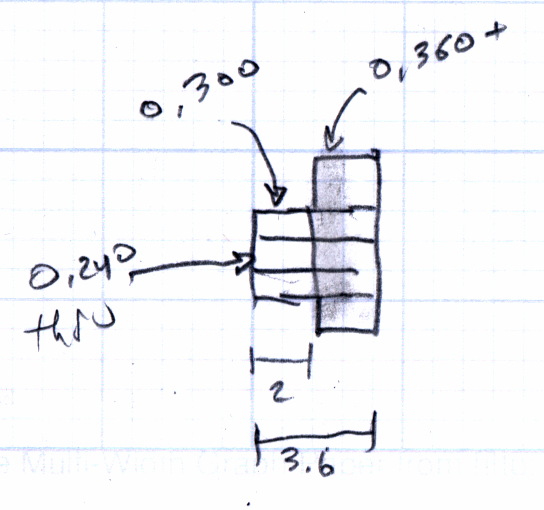
The OEM switch had a 0.360+ inch diameter pushbutton that fit into a ⅜ inch hole and, alas, my remaining stock of line-voltage switches had toggle levers and used ¼ inch holes. So I converted a bit of aluminum rod into a suitable bushing:
Fordham FG-801 Fn Gen – new switch hardware
The lock washer in the middle started with a much wider tab that I filed down into a tooth for the dent from a #2 center drill. Protip: center drills don’t walk off like twist drills, even when you hand-hold the front panel at the drill press with all the electronics dangling below.
The bushing dimension doodle:
Fordham FG-801 Function Generator – Replacement Switch Bushing
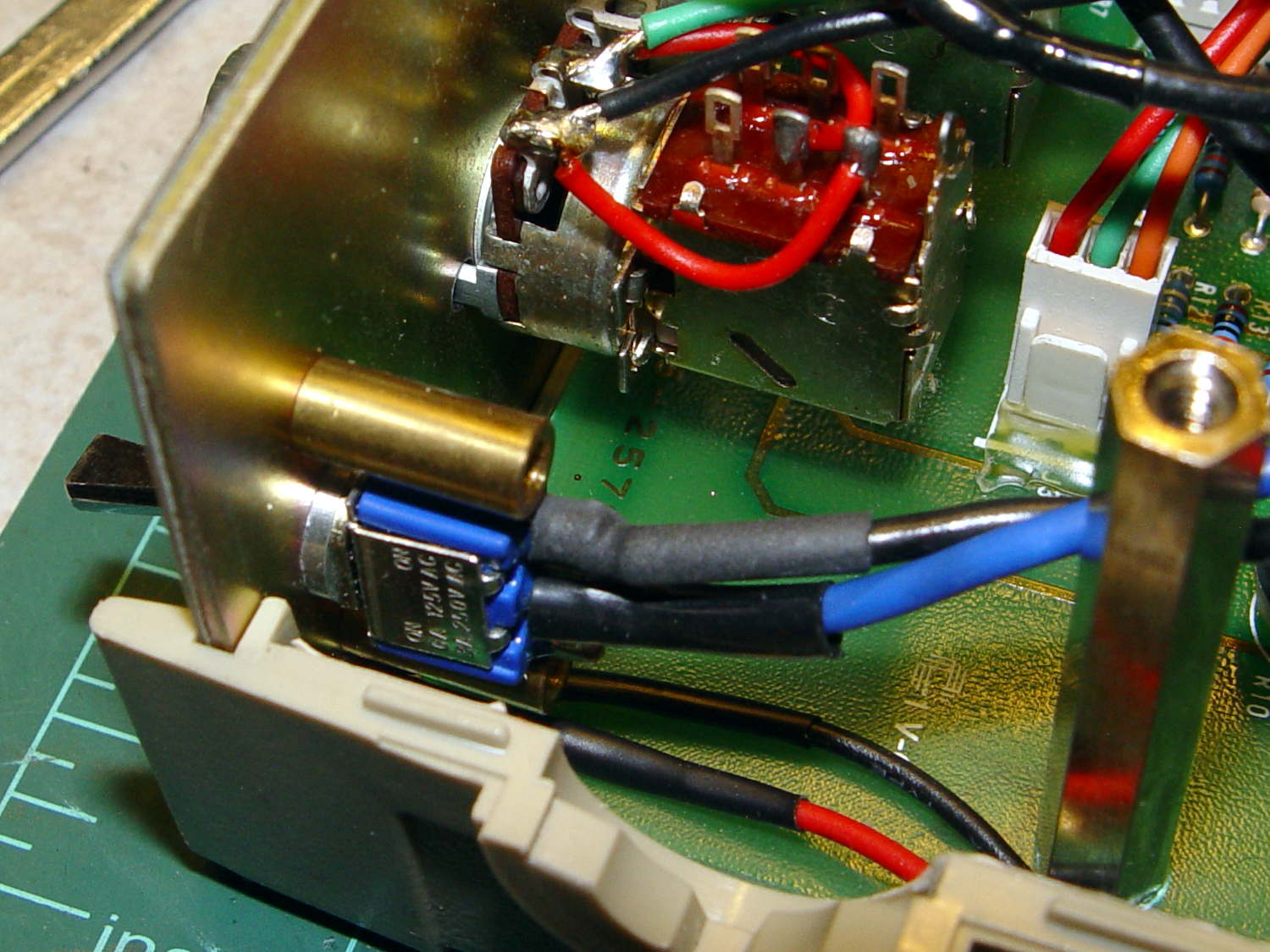
The internal wiring routes the 120 VAC line conductor to the switch, then to the fuse, then to the transformer. I don’t know whether it’s better to have an unfused switch or an unswitched fuse (surely there’s a UL spec for that), but I didn’t change anything. The new switch, being slightly smaller and mounting directly on the panel, required a new wire (the blue one) from the fuse:
Fordham FG-801 Fn Gen – power switch – installed
The OEM switch mounted on two round brass standoffs and, wonder to tell, the new switch fit between them!
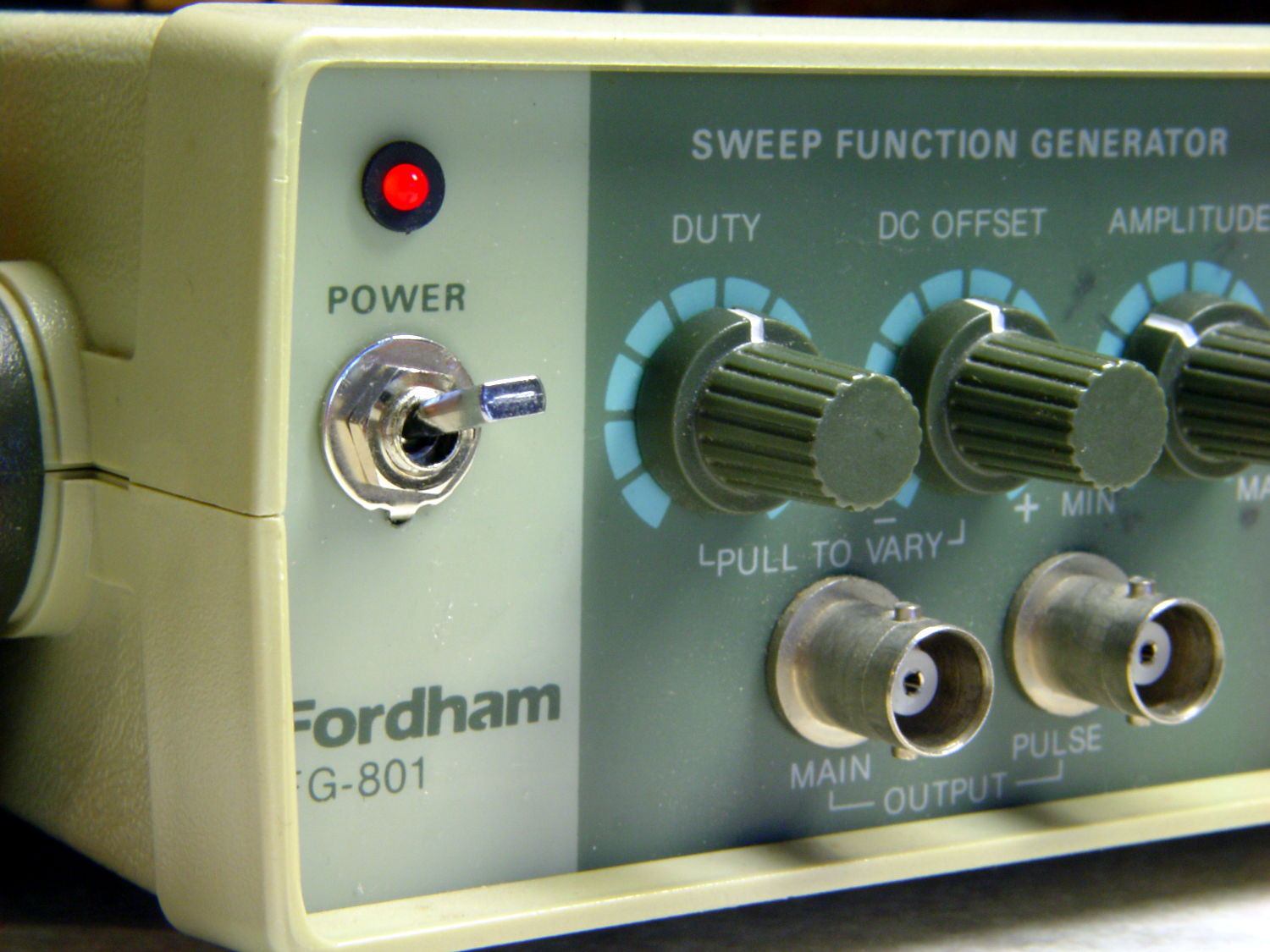
From the front, the new switch looks like it grew there:
Fordham FG-801 Fn Gen – switch in action
The PCB mounts to the top of the case with one screw and four hexagonal brass standoffs. The standoffs have 6-32 tapped holes on one end and a 6-32 stud on the other; one of those stud had broken off. A 6-32 stainless steel screw secured in a clearance hole with a dab of epoxy solved that problem:
Fordham FG-801 Fn Gen – standoff stud
I stood it vertically and tweaked the screw to be perpendicular while the epoxy cured.
Memo to Self: The next time around, put a nut on the stud to make sure the answer comes out right. I didn’t do this time to avoid epoxying the nut to the standoff.
For various reasons, I needed a smaller quantity of that stainless steel thread / yarn, so I mooched an empty spool from Mary, ran a bolt through it with washers + nut on the far end, chucked the bolt in the lathe, and ran the spindle backwards at the slowest speed:
Stainless steel thread – smaller spool
I started by letting the big spool unroll from the side, but that produced horrible twists in the slack thread. Remembering the lesson from our previous thread spool adventure, I put it on the floor and let the thread pull from the top:
Stainless steel thread – unwinding spool
It still accumulated a huge twist between the two spools, even while guiding it hand-over-hand onto the rotating spool. Either the factory lays the thread on the large spool with a built-in twist or, more likely, a multi-strand steel thread behaves like a spring, no matter what anybody wants, and comes off the spool with a nasty case of inherent vice.
Memo to Self: don’t let stainless steel thread slide through your hands under power, because some of the fuzz visible in the top picture will stay with you.
Although you should remove the lathe from the chip pan and do it right, I gimmicked up a reducer for the long drill extension that, IIRC, came with the house:
LMS mini-lathe – drill bit extension
I figured that would be close enough, given the starting situation. The cast iron frame is perhaps half an inch thick at that point, with steel brackets bolted to the far side, so use the hole as a guide and don’t drill with wild abandon.
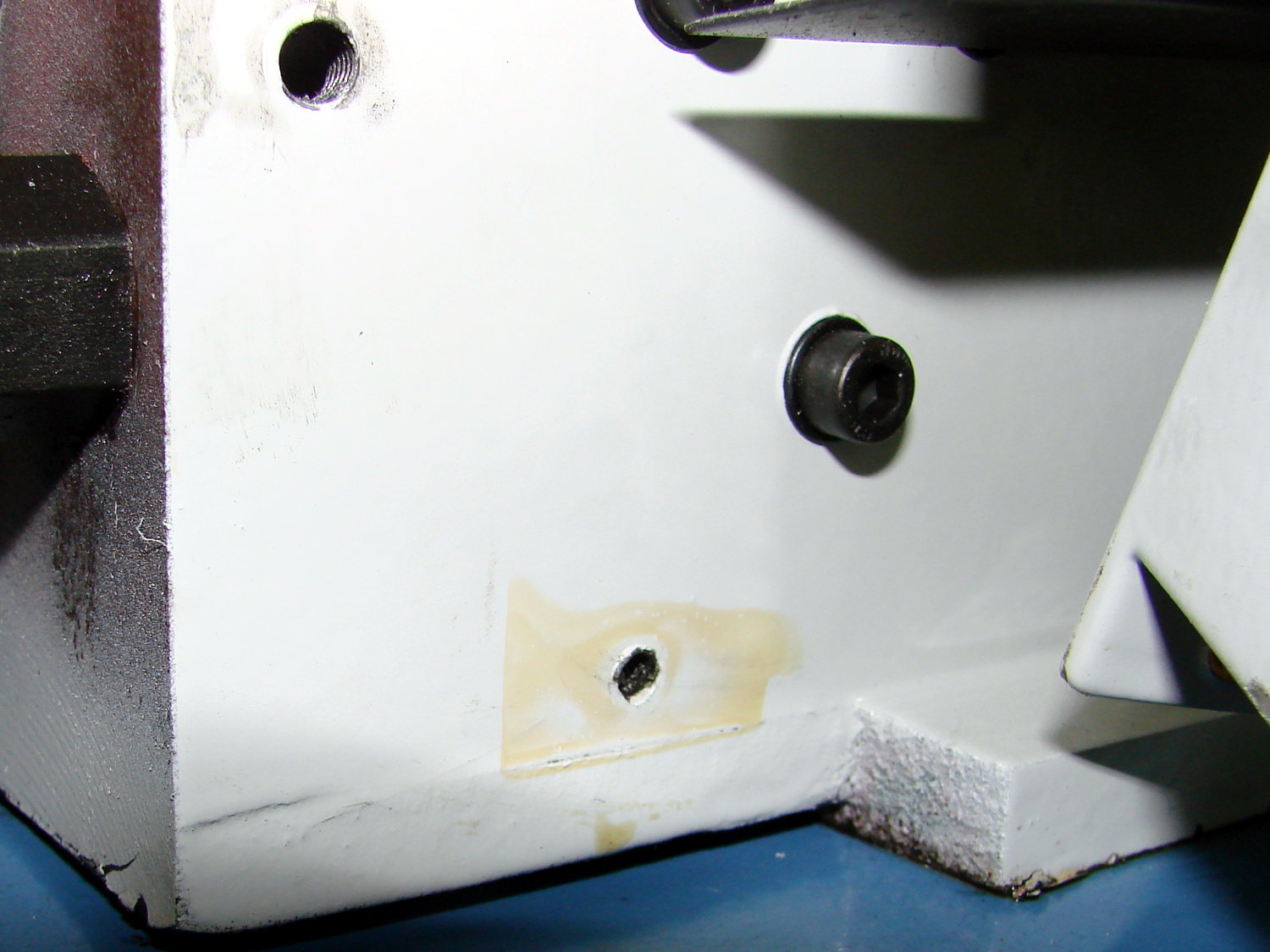
A long M4 screw serves to align the insert eyeballometrically perpendicular to the surface while the JB Kwik epoxy cured:
LMS mini-lathe – insert alignment
It definitely doesn’t look like it grew there and, indeed, looks like the obvious repair job it is:
LMS mini-lathe – insert epoxied
I thought about replacing all the screws, but decided it was so well hidden that, if I didn’t tell anybody, they’d never know:
Mostly as an excuse to use the mini-lathe’s MT3 headstock collets, I made a cover for a tuning whistle (it’s an A, if that matters) case that’s been rolling around on the bench for far too long:
Tuner cap – trial fit
Yeah, it needs a bit more polishing and maybe a fancy 3D printed wrapper…
By some small miracle, one of the cutoffs in the brass tubing heap was exactly the right diameter and length, needing only a cap.
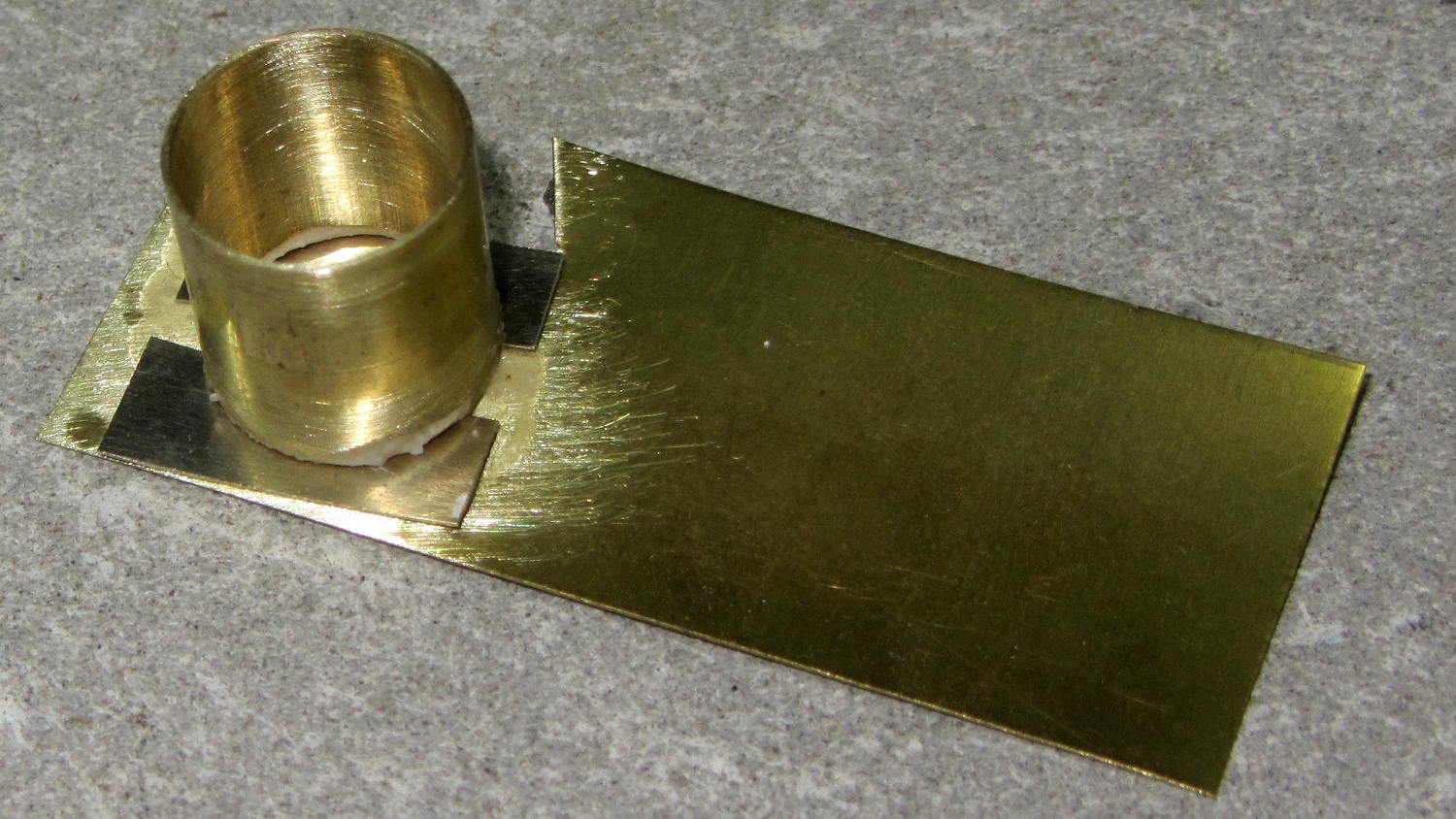
A cap looks a lot like a random piece of brass shimstock held in place with silver solder:
Tuner cap – solder setup
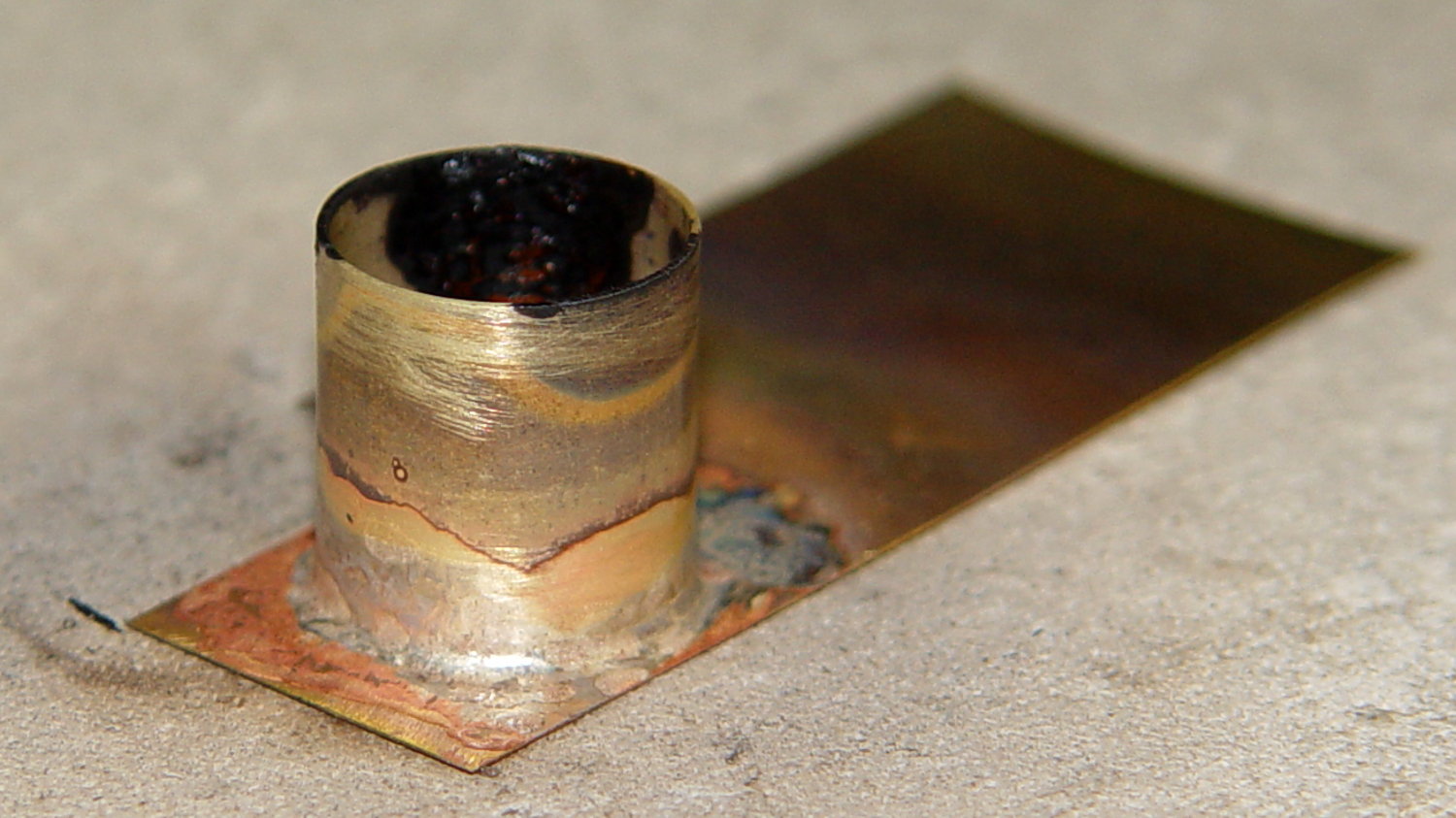
Fire the propane torch:
Tuner cap – soldered
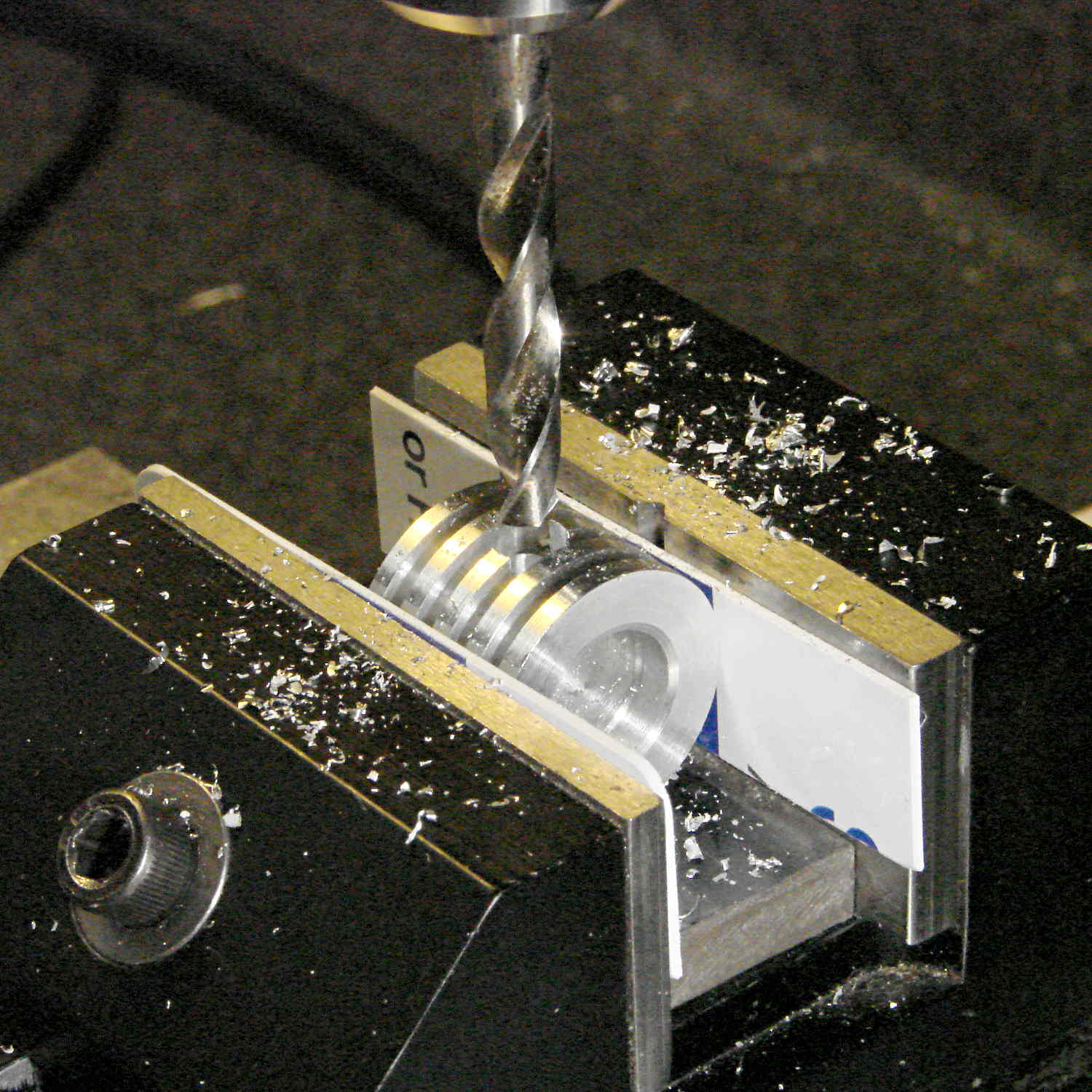
I trimmed the shimstock around the tube with scissors, grabbed it in a collet, and laid into it:
Tuner cap – lathe trimming
That’s just before the last few passes bringing the shimstock and solder fillet down to the tube OD, which sat nicely concentric in the collet. The carbide insert worked surprisingly well and produced shavings resembling stringy dust.
The collet drawbar, a.k.a. a hardened 3/8-15 bolt and washer, requires a distressing amount of effort to clamp the collet around the workpiece. I think it wants a Delrin / UHMW washer or some such to reduce the friction; a full-on thrust bearing seems uncalled for.
A chunk of 1/2 inch = 12.7 mm brass hex rod looks pretty good as an ersatz heatsink serving as an ersatz plate cap on a halogen bulb standing in for a vacuum tube:
Halogen bulb brass cap – overview
The knockoff Neopixels measure just over 10 mm at their widest points, but some judicious filing rounded it off and brought it down to fit in the 3/8 inch = 0.375 = 9.52 mm hole I drilled in the hex:
Halogen bulb brass cap – wiring
I let it run for a day like that to make sure the thing wasn’t going to crap out, then epoxied everything in place. If the WS2812B controller fails, the repair will require drilling out all the electronics and wiring, then rebuilding it in place.
The fins come from the same HSS cutoff tool I used for the Bowl o’ Fire cap, cut at 2.5 mm intervals to produce 0.9 mm fins that IMO better suit the smaller diameter. I stopped cutting when the tool got through the hex flats to produce a continuous ring, cut the hex off a bit above the top fin, rounded the end with a carbide insert cutting tool, then sanded the flats to shine ’em up a bit:
Halogen bulb brass cap – detail flash
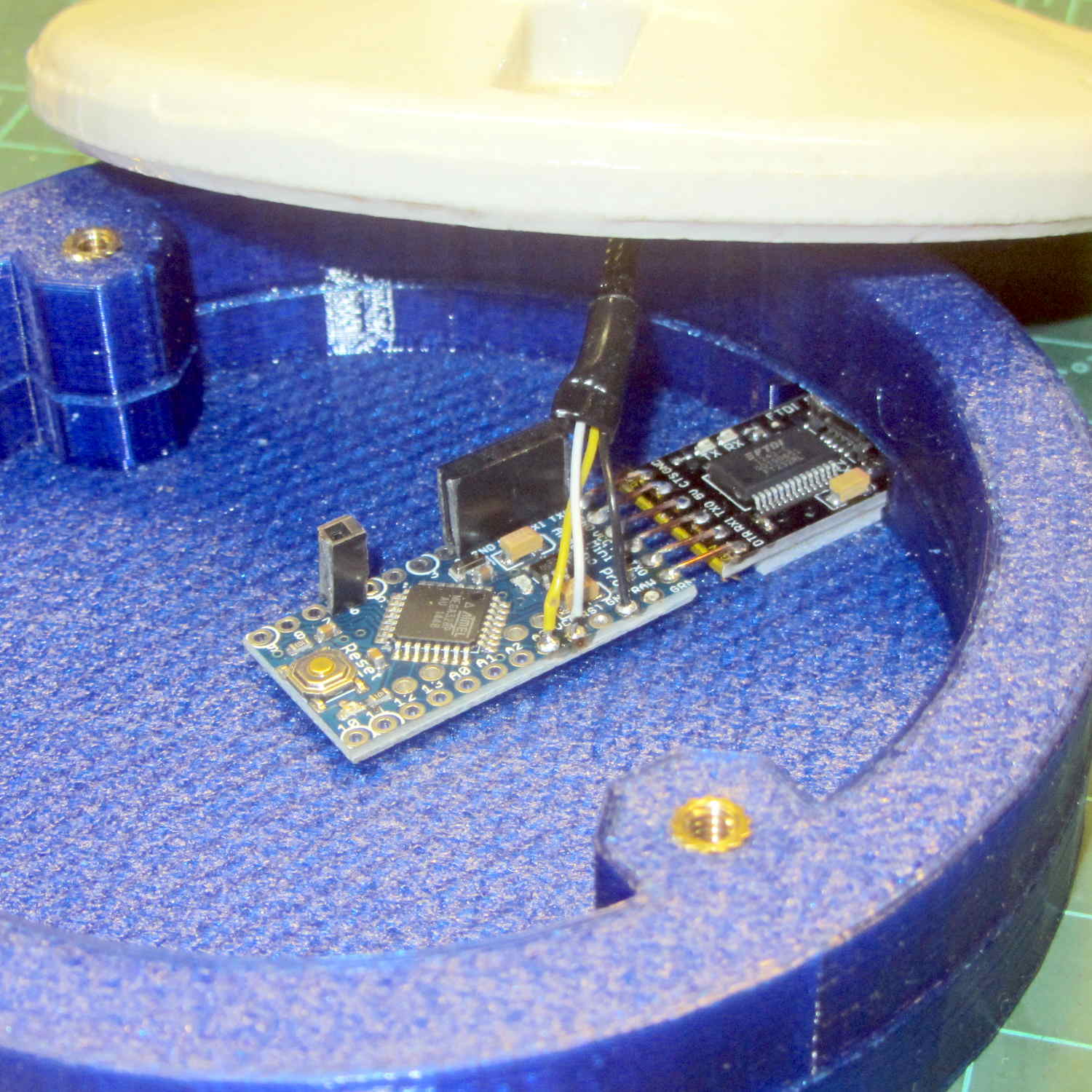
It turns out that 12 inches of wire inside PET braid barely reaches from the cap to the Arduino Pro Mini in the base:
Halogen bulb brass cap – Arduino Pro Mini
Next time, I’m going to add half a foot more wire than I think it can possibly require, with PET braid to suit.
A thin ring of clear epoxy holds the “heatsink” at the dead center of the bulb. It lights up a bit more than I expected, so opaque epoxy may be in order:
Halogen bulb brass cap – detail red
It’s still too big to suit even the big 21HB5A tubes, but brass definitely wins over plastic!
That blue PETG base has become the least-attractive part of the lamp, but it’s survivable for now.
Epoxy a snippet of brass tubing from the Bottomless Bag o’ Cutoffs into the hole:
Ersatz aluminum heatsink – tubing trial fit
Recycle the old wire and PET loom, solder to another fake Neopixel, blob epoxy inside to anchor everything, and press it into place:
Ersatz aluminum heatsink – epoxying LED
Cutting the failed LED & plastic heatsink off the wire left it a bit too short for that tall bulb, but some rummaging in the heap produced a 100 W incandescent floodlight with a nicely pebbled lens:
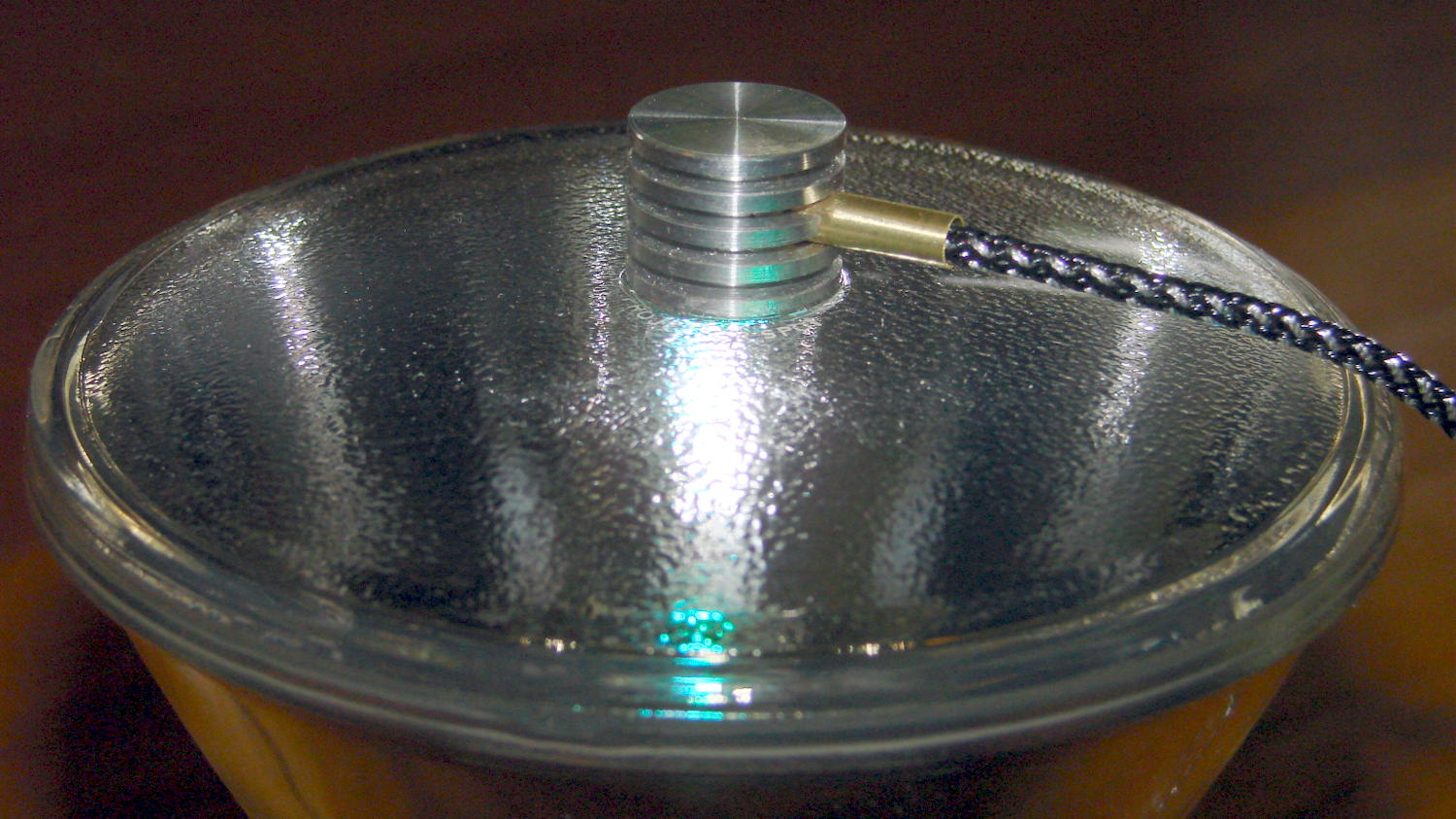
Reflector floodlight – overview
A thin ring of clear epoxy secures the ersatz heatsink to the floodlight:
Reflector floodlight – finned LED holder
This time, I paid more attention to centering it atop the General Electric logo ring in the middle of the lens, which you can just barely see around the perimeter of the aluminum fin. By pure raw good fortune, the cable ended up pointed in the general direction of the socket’s pull-chain ferrule; you can’t unscrew the bulb without tediously unsoldering the wires from connector atop the knockoff Pro Mini inside the base and squeezing them back out through the ferrule.
With the firmware set for a single fake Neopixel on pin A3 and a 75 ms update rate, the floodlight bowl fills with color:
Reflector floodlight – purple phase
It puts a colored ring on the ceiling and lights the whole room far more than you’d expect from 200 mW of RGB LEDs.