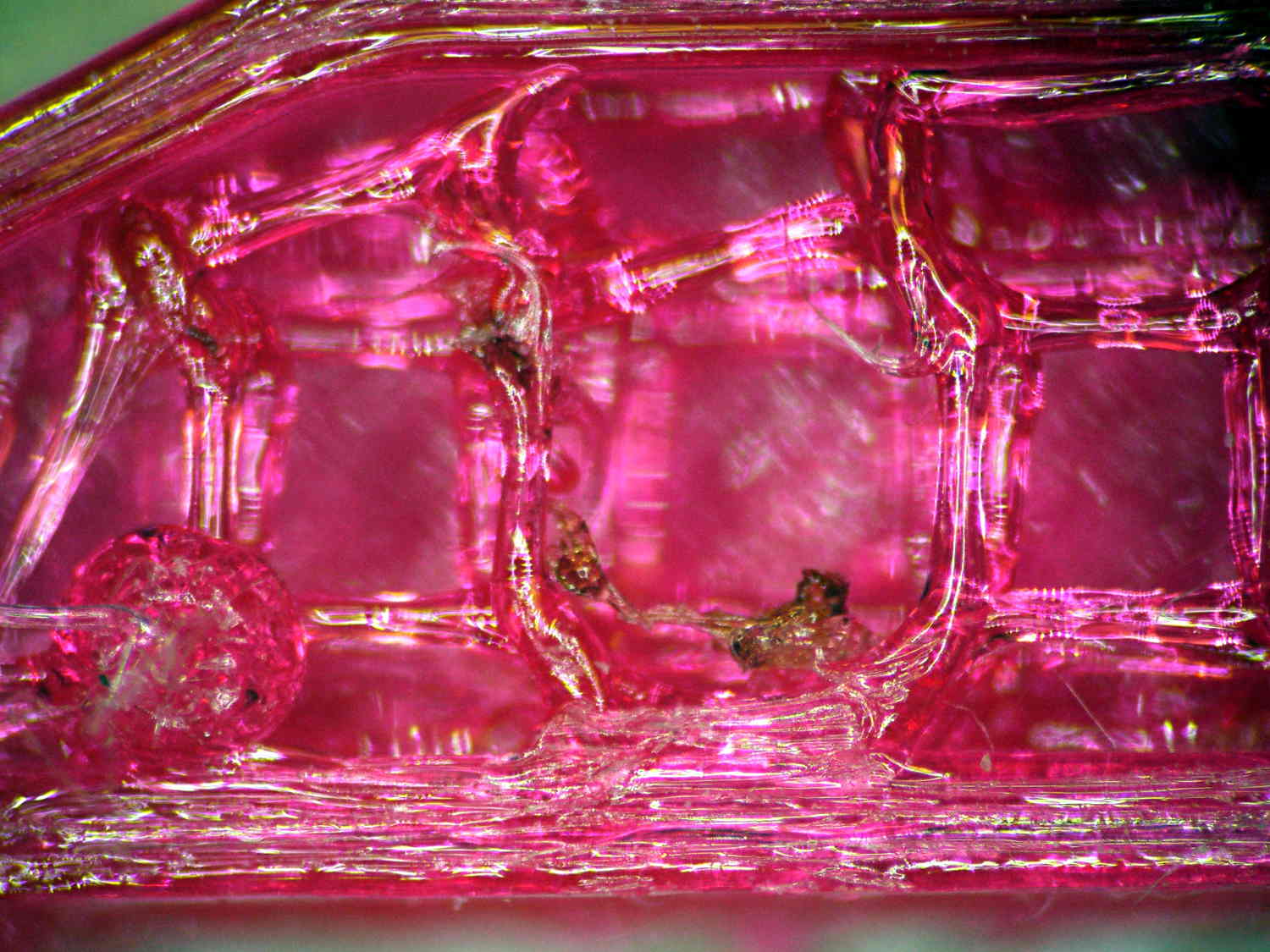
The small patch of chain mail early in the M2’s PETG conversion had links with four threads along each bar:

Dropping the bars to 3.3 threads wide produced a slightly smaller patch:

The bars on the platform are 1.6 mm = 4 threads wide, because I’ve forced the thread width to 0.40 for that layer:
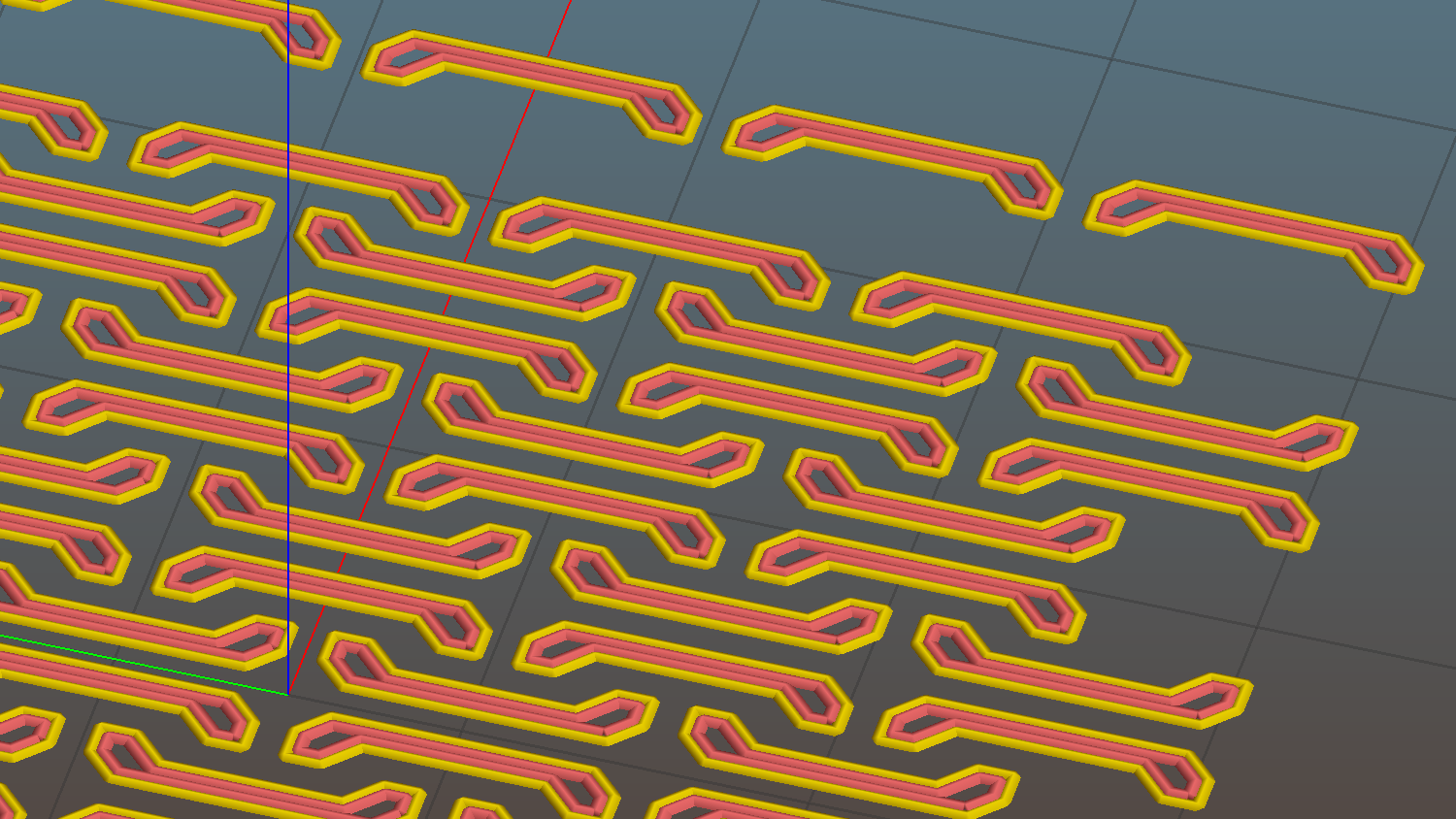
The remainder are closer to 1.4 mm = 3.3 threads, with the preview showing Slic3r allowed a narrow gap that doesn’t appear in real life:

What’s important about this is that the bridging worked perfectly: all the links emerged free of their neighbors and the patch flexed along both axes.

I tried this on one layer of Elmer’s White Glue, diluted 1:3 with water, and the links bonded firmly. I’d had some trouble with a few links popping off the usual hairspray after the first few layers, so I decided to try something different.
The fine hair strands have mostly Gone Away, perhaps due to using Concentric infill.
All in all, PETG looks pretty good, even if it’s just as hard to photograph as red PLA.
Update: You may prefer the source code as a GitHub gist.
The OpenSCAD source code:
// Chain Mail Armor Buttons
// Ed Nisley KE4ZNU - December 2014
Layout = "Build"; // Link Button LB Joiner Joiners Build PillarMod
//-------
//- Extrusion parameters must match reality!
// Print with 1 shell and 2+2 solid layers
ThreadThick = 0.25;
ThreadWidth = 0.40;
HoleWindage = 0.2;
Protrusion = 0.1; // make holes end cleanly
function IntegerMultiple(Size,Unit) = Unit * ceil(Size / Unit);
//-------
// Dimensions
//- Set maximum sheet size
SheetSizeX = 55; // 170 for full sheet on M2
SheetSizeY = 55; // 230 ...
//- Diamond or rectangular sheet?
Diamond = false; // true = rotate 45 degrees, false = 0 degrees for square
BendAround = "X"; // X or Y = maximum flexibility *around* designated axis
Cap = true; // true = build bridge layers over links
CapThick = 4 * ThreadThick; // flat cap on link: >= 3 layers for solid bridging
Armor = true && Cap; // true = build armor button atop (required) cap
ArmorThick = IntegerMultiple(2.0,ThreadThick); // height above cap surface
ArmorSides = 4;
ArmorAngle = true ? 180/ArmorSides : 0; // true -> rotate half a side for best alignment
//- Link bar sizes
BarThick = 3 * ThreadThick;
BarWidth = 3.3 * ThreadWidth;
BarClearance = 4 * ThreadThick; // vertical clearance above & below bars
VertexHack = 0; // 0 = no, 1 = slightly reduce openings to avoid coincident vertices
//- Compute link sizes from those values
//- Absolute minimum base link: bar width + corner angle + build clearance around bars
// rounded up to multiple of thread width to ensure clean filling
BaseSide = IntegerMultiple((4*BarWidth + 2*BarWidth/sqrt(2) + 3*(2*ThreadWidth)),ThreadWidth);
BaseHeight = 2*BarThick + BarClearance; // both bars + clearance
echo(str("BaseSide: ",BaseSide," BaseHeight: ",BaseHeight));
//echo(str(" Base elements: ",4*BarWidth,", ",2*BarWidth/sqrt(2),", ",3*(2*ThreadWidth)));
//echo(str(" total: ",(4*BarWidth + 2*BarWidth/sqrt(2) + 3*(2*ThreadWidth))));
BaseOutDiagonal = BaseSide*sqrt(2) - BarWidth;
BaseInDiagonal = BaseSide*sqrt(2) - 2*(BarWidth/2 + BarWidth*sqrt(2));
echo(str("Outside diagonal: ",BaseOutDiagonal));
//- On-center distance measured along coordinate axis
// the links are interlaced, so this is half of what you think it should be...
LinkOC = BaseSide/2 + ThreadWidth;
LinkSpacing = Diamond ? (sqrt(2)*LinkOC) : LinkOC;
echo(str("Base spacing: ",LinkSpacing));
//- Compute how many links fit in sheet
MinLinksX = ceil((SheetSizeX - (Diamond ? BaseOutDiagonal : BaseSide)) / LinkSpacing);
MinLinksY = ceil((SheetSizeY - (Diamond ? BaseOutDiagonal : BaseSide)) / LinkSpacing);
echo(str("MinLinks X: ",MinLinksX," Y: ",MinLinksY));
NumLinksX = ((0 == (MinLinksX % 2)) && !Diamond) ? MinLinksX + 1 : MinLinksX;
NumLinksY = ((0 == (MinLinksY % 2) && !Diamond)) ? MinLinksY + 1 : MinLinksY;
echo(str("Links X: ",NumLinksX," Y: ",NumLinksY));
//- Armor button base
ButtonHeight = BaseHeight + BarClearance + CapThick;
echo(str("ButtonHeight: ",ButtonHeight));
//- Armor ornament size & shape
// Fine-tune OD & ID to suit the number of sides...
TotalHeight = ButtonHeight + ArmorThick;
echo(str("Overall Armor Height: ",TotalHeight));
ArmorOD = 1.0 * BaseSide; // tune for best base fit
ArmorID = 10 * ThreadWidth; // make the tip blunt & strong
//-------
module ShowPegGrid(Space = 10.0,Size = 1.0) {
RangeX = floor(95 / Space);
RangeY = floor(125 / Space);
for (x=[-RangeX:RangeX])
for (y=[-RangeY:RangeY])
translate([x*Space,y*Space,Size/2])
%cube(Size,center=true);
}
//-------
// Create link with armor button as needed
module Link(Topping = false) {
LinkHeight = (Topping && Cap) ? ButtonHeight : BaseHeight;
render(convexity=3)
rotate((BendAround == "X") ? 90 : 0)
rotate(Diamond ? 45 : 0)
union() {
difference() {
translate([0,0,LinkHeight/2]) // outside shape
intersection() {
cube([BaseSide,BaseSide,LinkHeight],center=true);
rotate(45)
cube([BaseOutDiagonal,BaseOutDiagonal,(LinkHeight + 2*Protrusion)],center=true);
}
translate([0,0,(BaseHeight + BarClearance + 0*ThreadThick - Protrusion)/2])
intersection() { // inside shape
cube([(BaseSide - 2*BarWidth),
(BaseSide - 2*BarWidth),
(BaseHeight + BarClearance + 0*ThreadThick + VertexHack*Protrusion/2)],
center=true);
rotate(45)
cube([BaseInDiagonal,
BaseInDiagonal,
(BaseHeight + BarClearance + 0*ThreadThick + VertexHack*Protrusion/2)],
center=true);
}
translate([0,0,((BarThick + 2*BarClearance)/2 + BarThick)]) // openings for bars
cube([(BaseSide - 2*BarWidth - 2*BarWidth/sqrt(2) - VertexHack*Protrusion/2),
(2*BaseSide),
BarThick + 2*BarClearance - Protrusion],
center=true);
translate([0,0,(BaseHeight/2 - BarThick)])
cube([(2*BaseSide),
(BaseSide - 2*BarWidth - 2*BarWidth/sqrt(2) - VertexHack*Protrusion/2),
BaseHeight],
center=true);
}
if (Topping && Armor)
translate([0,0,(ButtonHeight - Protrusion)]) // sink slightly into the cap
rotate(ArmorAngle)
cylinder(d1=ArmorOD,d2=ArmorID,h=(ArmorThick + Protrusion), $fn=ArmorSides);
}
}
//-------
// Create split buttons to join sheets
module Joiner() {
translate([-LinkSpacing,0,0])
difference() {
Link(false);
translate([0,0,BarThick + BarClearance + TotalHeight/2 - Protrusion])
cube([2*LinkSpacing,2*LinkSpacing,TotalHeight],center=true);
}
translate([LinkSpacing,0,0])
intersection() {
translate([0,0,-(BarThick + BarClearance)])
Link(true);
translate([0,0,TotalHeight/2])
cube([2*LinkSpacing,2*LinkSpacing,TotalHeight],center=true);
}
}
//-------
// Build it!
//ShowPegGrid();
if (Layout == "Link") {
Link(false);
}
if (Layout == "Button") {
Link(true);
}
if (Layout == "LB") {
color("Brown") Link(true);
translate([LinkSpacing,LinkSpacing,0])
color("Orange") Link(false);
}
if (Layout == "Build")
for (ix = [0:(NumLinksX - 1)],
iy = [0:(NumLinksY - 1)]) {
x = (ix - (NumLinksX - 1)/2)*LinkSpacing;
y = (iy - (NumLinksY - 1)/2)*LinkSpacing;
translate([x,y,0])
color([(ix/(NumLinksX - 1)),(iy/(NumLinksY - 1)),1.0])
if (Diamond)
Link((ix + iy) % 2); // armor at odd,odd & even,even points
else
if ((iy % 2) && (ix % 2)) // armor at odd,odd points
Link(true);
else if (!(iy % 2) && !(ix % 2)) // connectors at even,even points
Link(false);
}
if (Layout == "Joiner")
Joiner();
if (Layout == "Joiners") {
NumJoiners = max(MinLinksX,MinLinksY)/2;
for (iy = [0:(NumJoiners - 1)]) {
y = (iy - (NumJoiners - 1)/2)*2*LinkSpacing + LinkSpacing/2;
translate([0,y,0])
color([0.5,(iy/(NumJoiners - 1)),1.0])
Joiner();
}
}
if (Layout == "PillarMod") // Slic3r modification volume to eliminate pillar infill
translate([0,0,(BaseHeight + BarClearance)/2])
cube([1.5*SheetSizeX,1.5*SheetSizeY,BaseHeight + BarClearance],center=true);