Ed Nisley's Blog: Shop notes, electronics, firmware, machinery, 3D printing, laser cuttery, and curiosities. Contents: 100% human thinking, 0% AI slop.
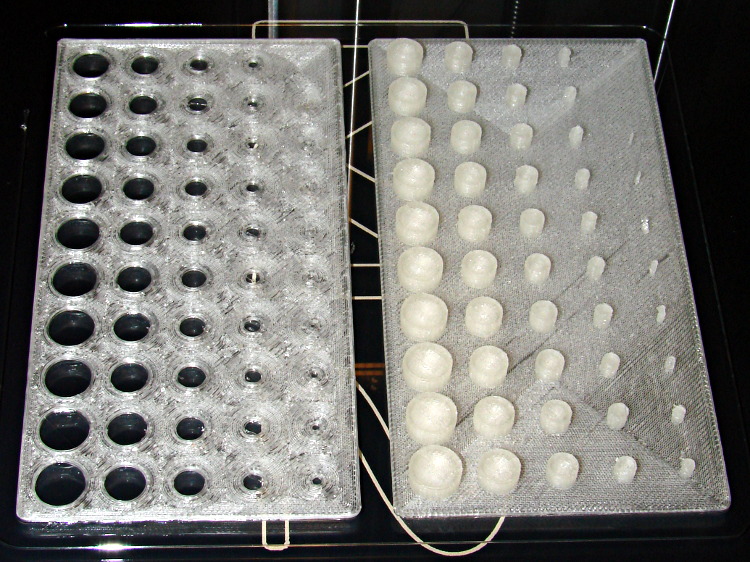
Despite the profusion of surface-finish and print quality test objects, I really care about the dimensions of a 3D printed object, because I tend to build widgets rather than art objects. These two objects, from walter’s Hole and Column Test Print, produce calibrated holes and columns from 0.20 mm to 10.00 mm in diameter, incrementing by 0.20 mm, that should slip neatly together:
M2 – walter hole-column test
Of course, they didn’t, but they came surprisingly close for a first attempt.
The 0.20 and 0.40 posts simply aren’t there, because they’re too small to print with a 0.35 mm diameter nozzle. The 0.60 through 1.40 mm posts were present, albeit fugly, and posts larger than that looked increasingly better.
Although all the holes were present, in the sense that you could see a disturbance in the top and bottom infill pattern, the first visibly open hole appeared at the 0.80 mm spot… and it was immeasurably small. Some holes had misplaced perimeter strands stretching across the openings, which is probably due to excessive speed from my fiddling around with the numbers.
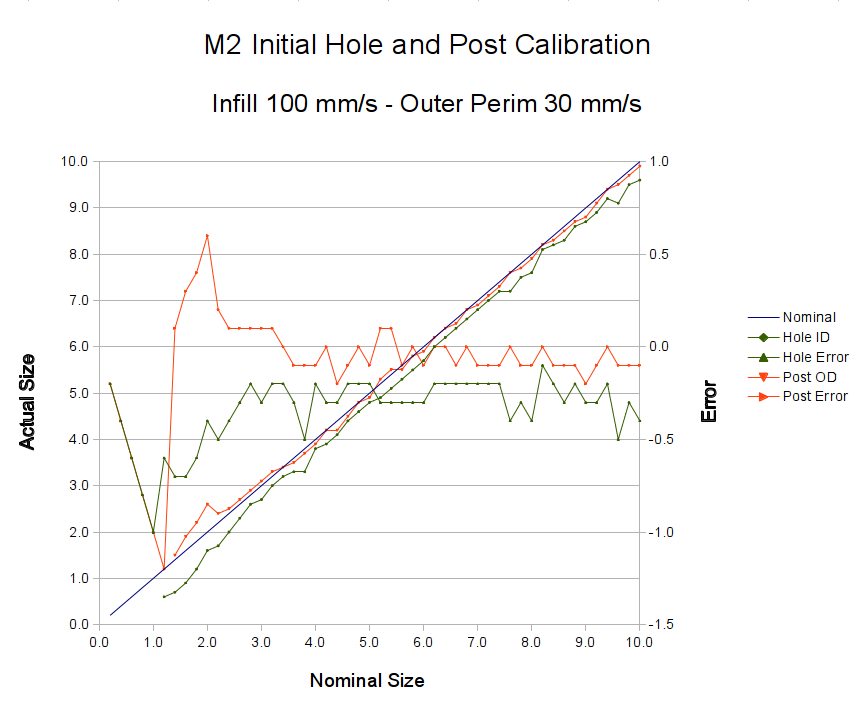
Measuring them with a digital caliper, with no effort at finding the best orientation, then slapping the data into a Libreoffice spreadsheet, produces an interesting graph:
M2 – Initial Hole and Post Diameter Calibration
Above about 3 mm diameter: posts are 0.1 mm too small and holes are 0.3 mm too small. Around 2 mm, posts are too big and holes are way too small. What’s important: above maybe 2.5 mm, the error is essentially constant and does not scale with diameter, so a simple Finagle Constant (or two) can solve (most of) the problem.
Some experiments involving slic3r’s small-perimeter speed seem in order; it was 25 mm/s for these pieces.
More care in measurement would produce better answers, but the real question is whether you can produce holes and columns with known sizes; the answer (as expected) remains “with some care”. That’s not surprising; I expect to have an M2 + PLA version of the small hole diameter Finagle Constant that I’ve been using with Skeinforge + Thing-O-Matic; the correction will certainly fall in the same ballpark.
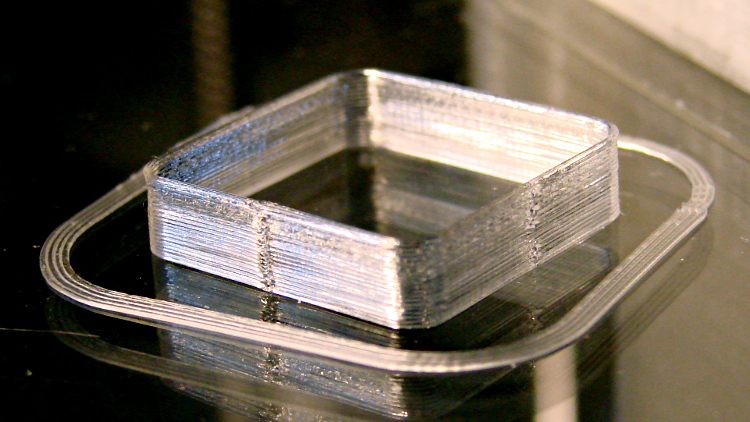
Building these things seems to be the simplest and best way to figure out whether you have all the pieces flying in formation:
Thinwall box – first success
I took that picture after cracking them off the glass plate, then putting them back: the box really does line up with the skirt while printing. There’s another object visible in the background; that little box really was the first completely successful object.
It’s adapted from Coasterman’s classic calibration set, redone in OpenSCAD so it’s easy to modify. A pair of Minkowski sums produce two shapes that ensure the wall remains exactly one thread wide all the way around the perimeter.
When your printer can print one of these, then you can move on to more complex objects, secure in the knowledge that you’ve established:
Proper bed leveling and height setting: measure the skirt thickness
Both the layer thickness and width match your settings
Extrusion temperature: not too hot, not too cold
Printing speed / acceleration for all layers
First layer adhesion to platform
Minimum layer time to prevent melting / slumping
Filament diameter
Extrusion “packing density” multiplier: the fundamental fudge factor
Accurate steps/mm for all axes to get exact XYZ dimensions
Mechanical stability and rigidity
Basically, this object leaves no place for errors to hide. It doesn’t check infill, the various perimeter speeds, solid layers, and suchlike, but all the fundamentals must be correct or you’ll see painfully obvious flaws.
For example, there’s a bit of a zipper at the layer changes. It’s better than the Thing-O-Matic ever was, but it improved as I twiddled the Retraction settings on later objects.
No, the first few didn’t work quite that well:
M2 – Thinwall box with previous attempts
For what it’s worth, the last problem turned out to be a loose setscrew in the X axis motor pulley that produced a layer shift that closely resembled a stepper motor losing steps. All of the setscrews now sport a dab of low-strength Loctite, so that problem shouldn’t happen again.
The Z axis stage moves very smoothly along the two guide rails, so there’s little friction and no binding involved. I can’t weigh the thing without dismantling the whole printer, which isn’t going to happen right now, but some crude experiments indicate that 7 pounds = 3 kgf = 30 N isn’t too far from the truth.
The 8 mm OD leadscrew has a 4-start thread at 3.25 turn/inch = 0.311 inch/turn = 0.13 turn/mm = 7.8 mm/turn.
[Update: Thanks to Jetguy for pointing out the blindingly obvious fact that it’s really 8 mm/turn = 0.125 turn/mm and you can do the inch conversion yourself if you need it. That doesn’t materially affect the results, given that they have about one significant figure of accuracy to start with.]
The firmware uses 1/16 microstepping at 400 step/mm = 3077 3200 step/turn.
Using a pull scale to, yes, pull a string wound around the knob on the Z axis leadscrew shows about 1 pound raises the platform at a slow, constant speed. The polygonal knob is about 35 mm in diameter, so the torque works out to 11 ounce·inch = 80 mN·m. Presumably, holding the platform at a given position would require somewhat less torque, but I can’t measure that with any confidence.
The motor has very little excess torque: a gentle touch can stall the Z axis motor as it raises the stage. I guesstimate the motor produces 150 mN·m, tops, during low-speed motion at 600 mA.
Lowering the stage requires no effort at all: it falls under its own weight, prompting me to install those bumpers. The design doesn’t have much compliance, but it’s well-adjusted and works fine.
Searching with the appropriate keywords produces a 17HD-B8X300-H motor from Kysan:
12 V
400 mA
30 Ω
42 mH
2.6 kg·cm = 260 mN·m
That’s a close-enough match to suggest my measurements are in the right ballpark. The extremely high resistance and inductance indicate this is the wrong motor for a high-performance microstepping application.
The firmware has DEFAULT_MAX_ACCELERATION = 30 mm/s2 for the Z axis. It’s 9000 for X and Y, 10000 for the extruder. The extremely low Z acceleration says there’s something badly wrong with this setup.
There is also a DEFAULT_ACCELERATION = 3000 for all axes. I don’t know how that interacts with the per-axis limit, but I’m certain the Z axis doesn’t come close to that value.
I do not know how the firmware actually handles motor steps while ramping up and down, but I do intend to clamp a current probe around a motor wire and measure what goes on. Let us assume it works in the usual way all ideal components behave in physics labs.
Assuming a constant 30 mm/s2 acceleration for the first half of a 0.25 mm Z axis move, the time should be:
0.25 / 2 = (1/2) * 30 * t2 t = 90 ms
At the end of that ramp-up, the Z stage will be trundling along at:
v2 = 2 * 30 * 0.25/2 v = 2.8 mm/s
The move requires exactly 50 steps = 0.25/2 mm * 400 step/mm.
Assuming the same deceleration during the second half of the move, a 0.25 mm layer change requires about twice that long: 180 ms for 100 steps.
Along the X axis, a 0.25/2 mm move requires 5.3 ms and reaches a peak speed of 47 mm/s. The total move requires 11 ms and 22.22 steps (= 0.25 mm * 88.88 step/mm, obviously rounded to 22).
I think a difference of more than an order of magnitude matters, although some actual measurements are definitely appropriate.
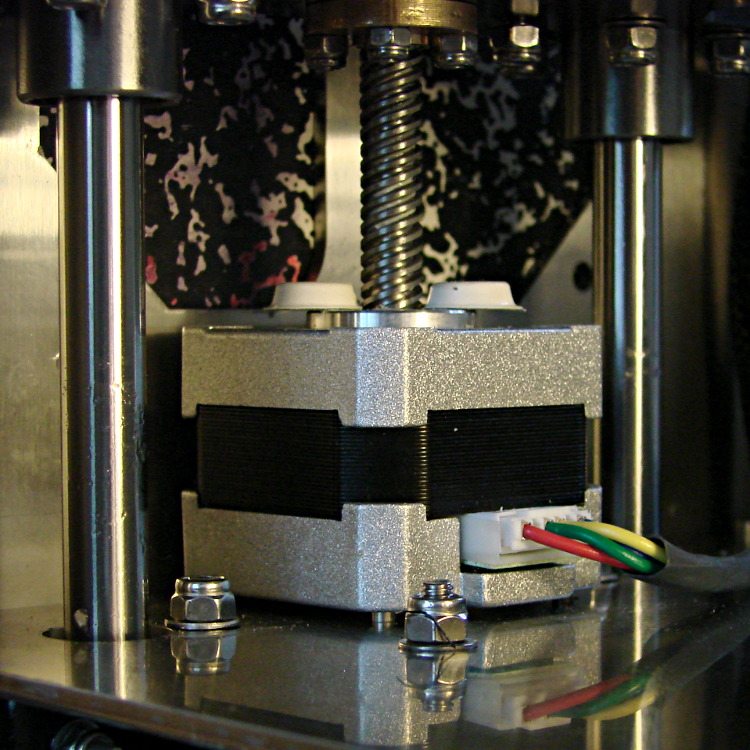
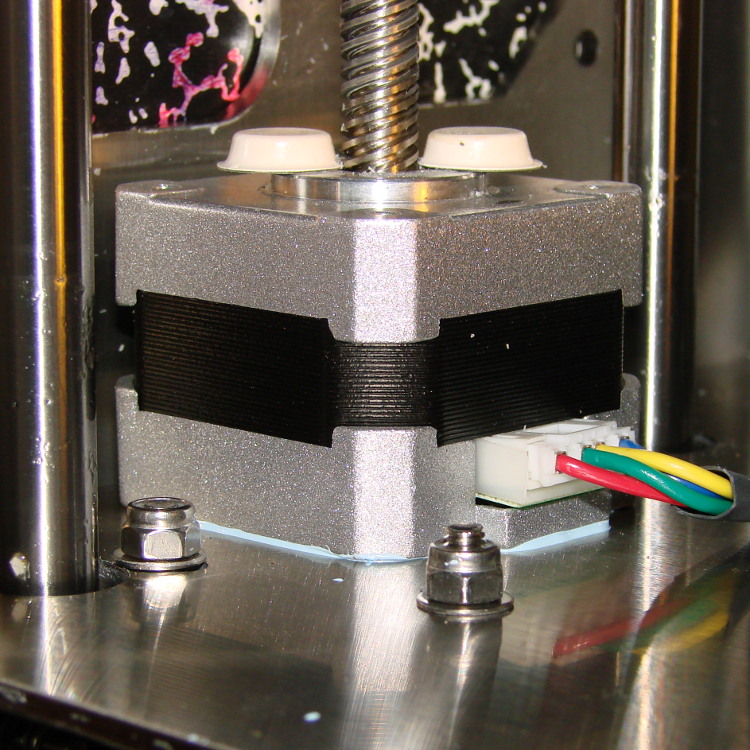
Severalusers have observed that the stepper motor driving the M2’s Z axis leadscrew gets very hot. I measured about 140 °F = 60 °C on the as-built motor, so I loosened the screws and raised the motor slightly:
M2 Z axis motor – raised
I eased some heatsink compound underneath by putting dabs on a slip of paper and painting it on the bottom of the motor case, lowered the Z stage to the bottom of its travel, and tightened the mounting screws:
M2 Z axis motor – added thermal compound
That reduced the temperature to about 120 °F = 50 °C, which still seemed excessive for a short-stack motor mounted on a fairly large chunk of stainless steel. The motor also sounded quite rough during homing and long manual moves, sooo … something was wrong. I bet you know where this is going, right?
Let’s start with the firmware side and determine what current the motor should be seeing.
The default Z axis stepper current constant W (called Z_CURRENT in the Marlin source) is 135. The board in my M2 has R30 = 3.3 kΩ, which sets the maximum possible current to 2 A. Working the equation backwards, a Z_CURRENT = 135 will produce a peak winding current of 1.1 A.
However, a nearby comment in the source code suggests this is should be about 0.75 A. The original RAMBo board had a maximum possible current of 1.5 A, but running those numbers doesn’t agree. Another comment suggests 185 corresponds to about 1 A, which isn’t right, either. There’s nothing new about stale comments not corresponding to the actual hardware; I’ve done that myself.
With 1.1 A in hand, let’s unplug the cable and measure the winding resistance.
Not much to my surprise, the motor has 28 Ω windings. The M2 uses a 19 V supply for the steppers, so the maximum motor current works out to 19 V/28 Ω = 680 mA, but it must be less than that to allow the microstepping controller to manage the current.
It seems that Makergear is connecting a high-resistance stepper intended for a simple H-bridge drive to a high-performance microstepping controller. For some background on why that combination doesn’t work, see my analysis of the original MBI Thing-O-Matic steppers.
I thought we all agreed we weren’t going to do that any more. Maybe nobody sells a low-resistance motor-with-integral-leadscrew?
Anyhow.
The only thing to do in the short term is to reduce the peak current to a rational value around 600 mA:
74 = 255 * (0.8 * 0.6) / 166
I set it to a nice, round 75 and reloaded the firmware, which immediately made the motor hum, rather than growl, on long moves. The case temperature didn’t drop by very much, because the poor motor still dissipates about 11 W, not much less than the original 13 W. There’s only so much heat you can pull out of the case and these little motors are actually rated for maybe 5 W, tops.
The motor’s overall performance didn’t change, which is good, because it didn’t have much performance to begin with. The X and Y motors can accelerate at 9000 mm/s2, but the Z motor limit is 30 mm/s2; it doesn’t really accelerate, it sort of gains momentum in a stately manner.
Enthusiasm may get a product out, but engineering makes it work
Plywood and plastic do not produce a stable 3D printer
Measurements matter
8-bit microcontrollers belong in the dustbin of history
With that in mind, I’ve long thought that LinuxCNC (formerly EMC2) would provide a much better basis for the control software required for a 3D printer than the current crop of Arduino-based microcontrollers. LinuxCNC provides:
Hard real time motion control with proven performance
A robust, well-defined hardware interface layer
Ladder-logic machine control
Isolated userspace programming
Access to a complete Linux distro’s wealth of programs / utilities
Access to an x86 PC’s wealth of hardware gadgetry
Rather than (try to) force-fit new functions in an Arduino microcontroller, I decided it would be interesting to retrofit a DIY 3D printer with a LinuxCNC controller, improve the basic hardware control and sensing, instrument the extruder, then take measurements that might shed some light on DIY 3D printing’s current shortcomings.
Rebuild the extruder with temperature and force sensors
Start taking measurements!
My reasons for choosing the Makergear M2 as the basis for this project should be obvious:
All metal: no plywood, no acrylic (albeit a plastic filament drive)
Decent stepper motors (with one notable exception)
Reasonable hot end design
Good reputation
The first step of the overall plan included a meticulously documented M2 build that I figured would take a month or two, what with the usual snafus and gotchas that accompany building any complex mechanism. Quite by coincidence, a huge box arrived on my birthday (the Thing-O-Matic arrived on Christmas Eve, so perhaps this is a tradition), the day when I learned that Mad Phil had entered his final weeks of life.
As the Yiddish proverb puts it: If you wish to hear G*d laugh, tell him of your plans.
So I converted a box of parts into a functional M2 3D printer over the course of four intense days, alternating between our living room floor and a card table in Phil’s home office, showing him how things worked, getting his advice & suggestions, and swapping “Do you remember when?” stories. Another few days sufficed for software installation, configuration, and basic tuneup; I managed to show him some shiny plastic doodads just before he departed consensus reality; as nearly as I can tell, we both benefited from the distractions.
Which means I don’t have many pictures or much documentation of the in-process tweakage that produced a functional printer. The next week or so of posts should cover the key points in enough detail to be useful.
Not to spoil the plot or anything: a stock M2 works wonderfully well.
Owl – half size – left
For example, a half-scale cushwa owl printed in PLA at 165 °C with no bed cooling and these Slic3r parameters:
500 mm/s move
300 mm/s infill
200 mm/s solid infill
100 mm/s internal perimeter
50 mm/s bottom layer
30 mm/s external perimeter
1 mm retract @ 300 mm/s
The beak came out slightly droopy and each downward-pointing feather dangles a glittery drop. There’s room for improvement, but that’s pretty good a week after opening a box o’ parts…
Somehow, we wound up with a broom handle and a broom head, the former missing a threaded stub that was firmly lodged in the latter. A few minutes of Quality Shop Time sawed off the end of the handle and unscrewed the stub to produce this array of fragments:
Broken broom handle thread
It’s a cylindrical Thing tailor-made for (or, back in the day, by!) a lathe. My lathe has quick-change gears that can actually cut a 5 TPI thread, but that seems like a lot of work for such a crude fitting. Instead, an hour or so of desk work produced this:
Broom Handle Screw – solid model – overview
Some after-the-fact search-fu revealed that the thread found on brooms and paint rollers is a 3/4-5 Acme. Machinery’s Handbook has 13 pages of data for various Acme screw threads, making a distinction between General Purpose Acme threads and Stub Acme Threads: GP thread depth = 0.5 × pitch, Stub = 0.3 × pitch. For a 5 TPI thread = 0.2 inch pitch, that’s GP = 0.1 inch vs. Stub = 0.06 inch.
I measured a 5.0 mm pitch (which should be 5.08 mm = 0.2 inch exactly) and a crest-to-root depth of 1.4 mm = 0.055 inch, which makes them look like 3/4-5 Stub Acme threads. But, I didn’t know that at the time; a simple half-cylinder 2.5 mm wide and 1.25 mm tall was a pretty close match to what I saw on the broken plastic part.
Although OpenSCAD’s MCAD library has some screw forms, they’re either machine screws with V threads or ball screws with spheres. The former obviously weren’t appropriate and the latter produced far too many facets, so I conjured up a simpler shape: 32 slightly overlapping cylinders per turn, sunk halfway in the shaft at their midpoint, and tilted at the thread’s helix angle.
Broom Handle Screw – thread model closeup
The OpenSCAD source code has a commented-out section that removes a similar shape from the shaft between the raised thread, but that brought the rendering to its knees. Fortunately, it turned out to be unnecessary, but it’s there if you want it.
With the shaft diameter set to the “root diameter” of the thread and the other dimensions roughly matching the broken plastic bits, this emerged an hour later:
Broom handle screw plug – as built
The skirt thread was 0.25 to 0.30 mm thick, so the first-layer height tweak and packing density adjustments worked fine and all the dimensions came out perfectly. The cylindrical thread form doesn’t have much overhang and the threads came out fine; I think the correct straight-sided form would have more problems.
The hole down the middle accommodates a 1/4-20 bolt that applies enough clamping force to keep the shaft in compression, which ought to prevent it from breaking in normal use. I intended to use a hex bolt, but found a carriage bolt that was exactly the right length and had a head exactly the same diameter as the shaft, so I heated it with a propane torch and mushed its square shank into the top of the hexagonal bolt hole (the source code now includes a square recess):
Broom handle screw plug – in handle
The dimples on the side duplicate the method that secured the original plastic piece: four dents punched into the metal handle lock the plastic in place. It seems to work reasonably well, though, and is certainly less conspicuous than the screws I’d use.
Screwing it in place shows that it’s slightly too long (I trimmed the length in the source code):
Broom handle installed
It’s back in service, ready for use…
The OpenSCAD source code:
// Broom Handle Screw End Plug
// Ed Nisley KE4ZNU March 2013
// Extrusion parameters must match reality!
// Print with +1 shells and 3 solid layers
ThreadThick = 0.25;
ThreadWidth = 2.0 * ThreadThick;
HoleWindage = 0.2;
function IntegerMultiple(Size,Unit) = Unit * ceil(Size / Unit);
Protrusion = 0.1; // make holes end cleanly
//----------------------
// Dimensions
PI = 3.14159265358979;
PostOD = 22.3; // post inside metal handle
PostLength = 25.0;
FlangeOD = 24.0; // stop flange
FlangeLength = 3.0;
PitchDia = 15.5; // thread center diameter
ScrewLength = 20.0;
ThreadFormOD = 2.5; // diameter of thread form
ThreadPitch = 5.0;
BoltOD = 7.0; // clears 1/4-20 bolt
BoltSquare = 6.5; // across flats
BoltHeadThick = 3.0;
RecessDia = 6.0; // recesss to secure post in handle
OALength = PostLength + FlangeLength + ScrewLength; // excludes bolt head extension
$fn=8*4;
echo("Pitch dia: ",PitchDia);
echo("Root dia: ",PitchDia - ThreadFormOD);
echo("Crest dia: ",PitchDia + ThreadFormOD);
//----------------------
// Useful routines
module Cyl_Thread(pitch,length,pitchdia,cyl_radius,resolution=32) {
Cyl_Adjust = 1.25; // force overlap
Turns = length/pitch;
Slices = Turns*resolution;
RotIncr = 1/resolution;
PitchRad = pitchdia/2;
ZIncr = length/Slices;
helixangle = atan(pitch/(PI*pitchdia));
cyl_len = Cyl_Adjust*(PI*pitchdia)/resolution;
union() {
for (i = [0:Slices-1]) {
translate([PitchRad*cos(360*i/resolution),PitchRad*sin(360*i/resolution),i*ZIncr])
rotate([90+helixangle,0,360*i/resolution])
cylinder(r=cyl_radius,h=cyl_len,center=true,$fn=12);
}
}
}
module PolyCyl(Dia,Height,ForceSides=0) { // based on nophead's polyholes
Sides = (ForceSides != 0) ? ForceSides : (ceil(Dia) + 2);
FixDia = Dia / cos(180/Sides);
cylinder(r=(FixDia + HoleWindage)/2,
h=Height,
$fn=Sides);
}
module ShowPegGrid(Space = 10.0,Size = 1.0) {
Range = floor(50 / Space);
for (x=[-Range:Range])
for (y=[-Range:Range])
translate([x*Space,y*Space,Size/2])
%cube(Size,center=true);
}
//-------------------
// Build it...
ShowPegGrid();
difference() {
union() {
cylinder(r=PostOD/2,h=PostLength);
cylinder(r=PitchDia/2,h=OALength);
translate([0,0,PostLength])
cylinder(r=FlangeOD/2,h=FlangeLength);
translate([0,0,(PostLength + FlangeLength)])
Cyl_Thread(ThreadPitch,(ScrewLength - ThreadFormOD/2),PitchDia,ThreadFormOD/2);
}
translate([0,0,-Protrusion])
PolyCyl(BoltOD,(OALength + 2*Protrusion),6);
translate([0,0,(OALength - BoltHeadThick)])
PolyCyl(BoltSquare,(BoltHeadThick + Protrusion),4);
// translate([0,0,(PostLength + FlangeLength + ThreadFormOD)])
// Cyl_Thread(ThreadPitch,(ScrewLength - ThreadFormOD/2),PitchDia,ThreadFormOD/2);
for (i = [0:90:270]) {
rotate(i)
translate([PostOD/2,0,PostLength/2])
sphere(r=RecessDia/2,$fn=8);
}
}
Here’s a combined and sorted list of all the G-Code and M-Code commands for (as many of) the Free Software G-Code interpreters (that I could find) relevant to DIY 3D printing. With any luck, I now know:
What a given command does
What other interpreters do with that command
The short descriptions come from tables on the original source pages, perhaps with a bit of massaging to make things more uniform; I did as little rearranging and editing as possible.
If you see anything wrong or have another G-Code interpreter I should include, let me know…
3D Printer G-Code and M-Code Commands
27 Feb 2013
Ed Nisley - KE4ZNU
V3 - NIST RS274NGC V3- http://www.nist.gov/manuscript-publication-search.cfm?pub_id=823374
LC - LinuxCNC - http://www.linuxcnc.org/docs/
RG - ReplicatorG - http://replicat.org/gcodes and /mcodes
JF - Jetty Firmware - http://replicat.org/mcodes at bottom
RR - RepRap - http://reprap.org/wiki/G_codes (cross-linked from many G-Code pages)
MF - Marlin Firmware dialect of RR (via Dan Newman)
G0 LC Coordinated Straight Motion Rapid
G0 MF same as G1
G0 RG Rapid Motion
G0 RR Rapid move
G0 V3 rapid positioning
G1 LC Coordinated Straight Motion Feed Rate
G1 MF Coordinated Movement X Y Z E
G1 RG Coordinated Motion
G1 RR Controlled move
G1 V3 linear interpolation
G2 LC Coordinated Helical Motion Feed Rate
G2 MF CW ARC
G2 RG Arc - Clockwise
G2 V3 circular/helical interpolation (clockwise)
G3 LC Coordinated Helical Motion Feed Rate
G3 MF CCW ARC
G3 RG Arc - Counter Clockwise
G3 V3 circular/helical interpolation (counterclockwise)
G4 LC Dwell
G4 MF Dwell S<seconds> or P<milliseconds>
G4 RG Dwell
G4 RR Dwell
G4 V3 dwell
G5.1 LC Quadratic B-Spline
G5.2 LC NURBs Block Open
G5.3 LC NURBs Block Close
G7 LC Diameter Mode (lathe)
G8 LC Radius Mode (lathe)
G10 LC L10 Set Tool Table, Calculated, Workpiece
G10 LC L11 Set Tool Table, Calculated, Fixture
G10 LC L1 Set Tool Table Entry
G10 LC L20 Coordinate System Origin Setting Calculated
G10 LC L2 Coordinate System Origin Setting
G10 RG Create Coordinate System Offset from the Absolute one
G10 RR Head Offset
G10 V3 coordinate system origin setting
G17 LC Arc plane XY
G17 RG Select XY plane (default)
G17 V3 XY-plane selection
G17.1 LC Arc plane UV
G18 LC Arc plane ZX
G18 RG Select XZ plane (not implemented)
G18 V3 XZ-plane selection
G18.1 LC Arc plane WU
G19 LC Arc plane YZ
G19 RG Select YX plane (not implemented)
G19 V3 YZ-plane selection
G19.1 LC Arc plane VW
G20 LC Unit of Measure - inch
G20 RG Inches as units
G20 RR Set Units to Inches
G20 V3 inch system selection
G21 LC Unit of Measure - millimeter
G21 RG Millimeters as units
G21 RR Set Units to Millimeters
G21 V3 millimeter system selection
G28 LC Go to Predefined Position
G28 MF Home all Axis
G28 RG Home given Axes to maximum
G28 RR Move to Origin
G28 V3 return to home
G28.1 LC Store Predefined Position
G29-G32 RR Bed probing
G30 LC Go to Predefined Position
G30 RG Go Home via Intermediate Point (not implemented)
G30 V3 return to secondary home
G30.1 LC Store Predefined Position
G31 RG Single probe (not implemented)
G32 RG Probe area (not implemented)
G33 LC Spindle Synchronized Motion
G33.1 LC Rigid Tapping
G38.2 LC Probe toward, stop on contact, error
G38.2 V3 straight probe
G38.3 LC Probe toward, stop on contact
G38.4 LC Probe away, stop on release, error
G38.5 LC Probe away, stop on release
G40 LC Cancel Cutter Compensation
G40 V3 cancel cutter radius compensation
G41 LC Cutter Compensation - left
G41 V3 start cutter radius compensation left
G41.1 LC Dynamic Cutter Compensation - left
G42 LC Cutter Compensation - right
G42 V3 start cutter radius compensation right
G42.1 LC Dynamic Cutter Compensation - right
G43 LC Use Tool Length Offset from Tool Table
G43 V3 tool length offset (plus)
G43.1 LC Dynamic Tool Length Offset
G49 LC Cancel Tool Length Offset
G49 V3 cancel tool length offset
G53 LC Motion in Machine Coordinate System
G53 RG Set absolute coordinate system
G53 V3 motion in machine coordinate system
G54-G59 RG Use coordinate system from G10 P0-5
G54 LC Select Coordinate System 1
G54 V3 use preset work coordinate system 1
G55 LC Select Coordinate System 2
G55 V3 use preset work coordinate system 2
G56 LC Select Coordinate System 3
G56 V3 use preset work coordinate system 3
G57 LC Select Coordinate System 4
G57 V3 use preset work coordinate system 4
G58 LC Select Coordinate System 5
G58 V3 use preset work coordinate system 5
G59 LC Select Coordinate System 6
G59 V3 use preset work coordinate system 6
G59.1 LC Select Coordinate System 7
G59.1 V3 use preset work coordinate system 7
G59.2 LC Select Coordinate System 8
G59.2 V3 use preset work coordinate system 8
G59.3 LC Select Coordinate System 9
G59.3 V3 use preset work coordinate system 9
G61 LC Path Control Mode - exact path
G61 V3 set path control mode: exact path
G61.1 LC Path Control Mode - exact stop (same as G61)
G61.1 V3 set path control mode: exact stop
G64 LC Path Control Mode - Optional Tolerance
G64 V3 set path control mode: continuous
G73 LC Drilling Cycle with Chip Breaking
G76 LC Multi-pass Threading Cycle (Lathe)
G80 LC Cancel Motion Modes
G80 V3 cancel motion mode (including any canned cycle)
G81 LC Drilling Cycle
G81 V3 canned cycle: drilling
G82 LC Drilling Cycle with Dwell
G82 V3 canned cycle: drilling with dwell
G83 LC Drilling Cycle with Peck
G83 V3 canned cycle: peck drilling
G84 V3 canned cycle: right hand tapping
G85 LC Boring Cycle, No Dwell, Feed Out
G85 V3 canned cycle: boring, no dwell, feed out
G86 LC Boring Cycle, Stop, Rapid Out
G86 V3 canned cycle: boring, spindle stop, rapid out
G87 V3 canned cycle: back boring
G88 V3 canned cycle: boring, spindle stop, manual out
G89 LC Boring Cycle, Dwell, Feed Out
G89 V3 canned cycle: boring, dwell, feed out
G90 LC G91 Distance Mode
G90 MF Use Absolute Coordinates
G90 RG Absolute Positioning
G90 RR Set to Absolute Positioning
G90 V3 absolute distance mode
G90.1 LC Arc Distance Mode - absolute IJK
G91 MF Use Relative Coordinates
G91 RG Relative Positioning
G91 RR Set to Relative Positioning
G91 V3 incremental distance mode
G91.1 LC Arc Distance Mode - incremental IJK
G92.1 V3 cancel offset coordinate systems and set parameters to zero
G92 LC Coordinate System Offset
G92 MF Set current position to cordinates given
G92 RG Define current position on axes
G92 RR Set Position
G92 V3 offset coordinate systems and set parameters
G92.1 LC Cancel Coordinate System Offsets
G92.2 LC Cancel Coordinate System Offsets
G92.2 V3 cancel offset coordinate systems but do not reset parameters
G92.3 LC Restore Axis Offsets
G92.3 V3 apply parameters to offset coordinate systems
G93 LC Feed Mode - Inverse time
G93 V3 inverse time feed rate mode
G94 LC Feed Mode - Units per minute
G94 RG Feed rate mode (not implemented)
G94 V3 units per minute feed rate mode
G95 LC Feed Mode - Units per revolution
G96 LC Constant Surface Speed
G97 LC RPM Mode
G97 RG Spindle speed rate
G98 LC Canned Cycle Z Retract Mode
G98 V3 initial level return in canned cycles
G99 LC Canned Cycle Z Retract Mode
G99 V3 R-point level return in canned cycles
G161 RG Home negative
G162 RG Home positive
M0 LC Program Pause
M0 RG Unconditional Halt (not supported on SD)
M0 RR Stop
M0 V3 program stop
M1 LC Program Pause - optional
M1 RG Optional Halt (not supported on SD)
M1 RR Sleep
M1 V3 optional program stop
M2 LC Program End
M2 RG End program
M2 V3 program end
M3 LC Spindle Control - clockwise ON
M3 RG spindle on, CW
M3 RR Spindle On, Clockwise (CNC specific)
M3 V3 turn spindle clockwise
M4 LC Spindle Control - counterclockwise ON
M4 RG spindle on, CCW
M4 RR Spindle On, Counter-Clockwise (CNC specific)
M4 V3 turn spindle counterclockwise
M5 LC Spindle Control - OFF
M5 RG spindle off
M5 RR Spindle Off (CNC specific)
M5 V3 stop spindle turning
M6 LC Tool Change
M6 RG Tool change. This code waits until the toolhead is ready before proceeding. This is often used to wait for a toolhead to reach the its set temperature before beginning a print. ReplicatorG also supports giving a timeout with M6 P<secs>.
M6 V3 tool change
M7 LC Coolant Control - mist ON
M7 RG coolant A on (flood coolant)
M7 RR Mist Coolant On (CNC specific)
M7 V3 mist coolant on
M8 LC Coolant Control - flood ON
M8 RG cooland B on (mist coolant)
M8 RR Flood Coolant On (CNC specific)
M8 V3 flood coolant on
M9 LC Coolant Control - OFF
M9 RG all coolants off
M9 RR Coolant Off (CNC specific)
M9 V3 mist and flood coolant off
M10 RG close clamp
M10 RR Vacuum On (CNC specific)
M11 RG open clamp
M11 RR Vacuum Off (CNC specific)
M13 RG spindle CW and coolant A on
M14 RG spindle CCW and coolant A on
M17 MF Enable/Power all stepper motors
M17 RG enable motor(s)
M17 RR Enable/Power all stepper motors
M18 MF Disable all stepper motors; same as M84
M18 RG disable motor(s)
M18 RR Disable all stepper motors
M20 MF List SD card
M20 RR List SD card
M21 MF Init SD card
M21 RG open collet
M21 RR Initialize SD card
M22 MF Release SD card
M22 RG close collet
M22 RR Release SD card
M23 MF Select SD file (M23 filename.g)
M23 RR Select SD file
M24 MF Start/resume SD print
M24 RR Start/resume SD print
M25 MF Pause SD print
M25 RR Pause SD print
M26 MF Set SD position in bytes (M26 S12345)
M26 RR Set SD position
M27 MF Report SD print status
M27 RR Report SD print status
M28 MF Start SD write (M28 filename.g)
M28 RR Begin write to SD card
M29 MF Stop SD write
M29 RR Stop writing to SD card
M30 LC Program End - exchange pallet shuttles
M30 MF Delete file from SD (M30 filename.g)
M30 RG program rewind
M30 RR Delete a file on the SD card
M30 V3 program end, pallet shuttle, and reset
M31 MF Output time since last M109 or SD card start to serial
M40-M46 RG change gear ratio (0 - 6)
M40 RR Eject
M41 RR Loop
M42 MF Change pin status via gcode
M42 RR Stop on material exhausted / Switch I/O pin
M43 RR Stand by on material exhausted
M48 LC Feed & Spindle Overrides - Enable
M48 V3 enable speed and feed overrides
M49 LC Feed & Spindle Overrides - Disable
M49 V3 disable speed and feed overrides
M50 LC Feed Override Control
M50 RG read spindle speed
M51 LC Spindle Override Control
M52 LC Adaptive Feed Control
M53 LC Feed Stop Control
M60 LC Pallet Change Pause
M60 V3 pallet shuttle and program stop
M61 LC Set Current Tool Number
M62 LC Output Control - synchronized ON
M63 LC Output Control - synchronized OFF
M64 LC Output Control - immediate ON
M65 LC Output Control - immediate OFF
M66 LC Input Control - wait
M67 LC Analog Output Control - synchronized
M68 LC Analog Output Control - immediate
M70 RG Display message on machine, with optional timeout specified by P-code in seconds
M71 RG Pause activity and display message, resuming build on button push. Optional timeout specified by P-code in seconds. If timeout is specified and no button is pushed, machine should shut down or reset.
M72 RG Play a song or tone defined by the machine, by a P-code specifying a song type. Default songs are Error Sound (P0), a Ta-da sound (P1), and a warning sound (P2). all other sounds are user or machine specific, with P2 the default for unknown sounds.
M73 RG Manually set build percentage. Valid P values are 0 to 100, values over 100 are rounded down to 100
M80 MF Turn on Power Supply
M80 RR ATX Power On
M81 MF Turn off Power Supply
M81 RR ATX Power Off
M82 MF Set E codes absolute (default)
M82 RR set extruder to absolute mode
M83 MF Set E codes relative while in Absolute Coordinates (G90) mode
M83 RR set extruder to relative mode
M84 MF Disable steppers until next move, or use S<seconds> to specify an inactivity timeout, after which the steppers will be disabled. S0 to disable the timeout.
M84 RR Stop idle hold
M85 MF Set inactivity shutdown timer with parameter S<seconds>. To disable set zero (default)
M92 MF Set axis_steps_per_unit - same syntax as G92
M92 RR Set axis_steps_per_unit
M98 RR Get axis_hysteresis_mm
M99 RR Set axis_hysteresis_mm
M100 LC through M199 User Defined M codes
M101 RR Extruder on, fwd
M101 RR Turn extruder 1 on Forward / Undo Extruder Retraction
M102 RR Extruder on, reverse
M102 RR Turn extruder 1 on Reverse
M103 RR Extruder off
M103 RR Turn all extruders off / Extruder Retraction
M104 MF Set extruder target temp
M104 RR Set Extruder Temperature
M104 RR Snn set temperature in degrees Celsius
M105 MF Read current temp
M105 RR get extruder temperature
M105 RR Get Extruder Temperature
M106 MF Fan on
M106 RR Fan On
M106 RR turn fan on
M107 MF Fan off
M107 RR Fan Off
M107 RR turn fan off
M108 RR Set Extruder's Max Speed (Rnnn = RPM, Pnnn = PWM)
M108 RR Set Extruder Speed
M109 MF Wait for extruder current temp to reach target temp.
M109 RR Set Extruder Temperature and Wait
M109 RR Snnn set build platform temperature in degrees Celsuis
M110 RR Set Current Line Number
M110 RR Snnn set chamber temperature in degrees Celsius
M111 RR Set Debug Level
M112 RR Emergency Stop
M113 RR Set Extruder PWM
M114 MF Display current position
M114 MF Output current position to serial port
M114 RR Get Current Position
M115 MF Capabilities string
M115 RR Get Firmware Version and Capabilities
M116 RR Wait
M117 MF display message
M117 RR Get Zero Position
M118 RR Negotiate Features
M119 MF Output Endstop status to serial port
M119 RR Get Endstop Status
M120 RR M121, M122 Snnn set the PID gain for the temperature regulator (not currently supported by ReplicatorG)
M123 RR M124 Snnn set iMax and iMin windup guard for the PID controller (not currently supported by ReplicatorG)
M126 JF use acceleration for subsequent instructions
M126 RG valve open (acceleration on for subsequent instructions in the Jetty Firmware)
M126 RR Open Valve
M127 JF disable acceleration for subsequent instructions
M127 RG valve close (acceleration off for subsequent instructions in the Jetty Firmware)
M127 RR Close Valve
M128 RR Extruder Pressure PWM
M128 RR get position
M129 RR Extruder pressure off
M129 RR get range (not currently supported by ReplicatorG)
M130 RR Set PID P value
M130 RR set range (not currently supported by ReplicatorG)
M131 RR Set PID I value
M132 RR Set PID D value
M133 RR Set PID I limit value
M134 RR Write PID values to EEPROM
M136 RR Print PID settings to host
M140 MF Set bed target temp
M140 RR Bed Temperature (Fast)
M141 RR Chamber Temperature (Fast)
M142 RR Holding Pressure
M143 RR Maximum hot-end temperature
M160 RR Number of mixed materials
M190 MF Wait for bed current temp to reach target temp.
M190 RR Wait for bed temperature to reach target temp
M200 JF reset (to pick up changes)
M200 MF Set filament diameter
M200 RR reset driver
M200 RR Set filament diameter / Get Endstop Status
M201 JF set maximum rates of acceleration/deceleration
M201 MF Set max acceleration in units/s^2 for print moves (M201 X1000 Y1000)
M201 RR Set max printing acceleration
M202 MF Set max acceleration in units/s^2 for travel moves (M202 X1000 Y1000) Unused in Marlin!!
M202 RR clear buffer (not currently supported by ReplicatorG)
M202 RR Set max travel acceleration
M203 JF set maximum feed rates
M203 MF Set maximum feedrate that your machine can sustain (M203 X200 Y200 Z300 E10000) in mm/sec
M203 RR Set maximum feedrate
M204 JF set default rates of acceleration
M204 MF Set default acceleration: S normal moves T filament only moves (M204 S3000 T7000) im mm/sec^2 also sets minimum segment time in ms (B20000) to prevent buffer underruns and M20 minimum feedrate
M204 RR Set default acceleration
M205 JF set minimum feed rates and planner speed
M205 MF advanced settings: minimum travel speed S=while printing T=travel only, B=minimum segment time X= maximum xy jerk, Z=maximum Z jerk, E=maximum E jerk
M205 RR advanced settings
M206 JF set extruded noodle diameter, extruder maximum reverse feed rate, extruder deprime, slowdown limit, and direction of extruder feed
M206 MF set additional homeing offset
M206 RR set home offset
M207 JF set JKN Advance parameters K and K2
M207 RR calibrate z axis by detecting z max length
M208 JF set extruder steps per millimeter
M208 RR set axis max travel
M209 JF turn acceleration planner on or off; enable or disable override of gcode temperature settings
M209 RR enable automatic retract
M215 JF set steps per millimeter for each axis
M216 JF set maximum speed changes for each axis
M220 MF S<factor in percent> set speed factor override percentage
M220 RR Set speed factor override percentage
M221 MF S<factor in percent> set extrude factor override percentage
M221 RR set extrude factor override percentage
M226 RR Gcode Initiated Pause
M227 RR Enable Automatic Reverse and Prime
M228 RR Disable Automatic Reverse and Prime
M229 RR Enable Automatic Reverse and Prime
M230 RR Disable / Enable Wait for Temperature Change
M240 MF Trigger a camera to take a photograph
M240 RR Start conveyor belt motor / Echo off
M241 RR Stop conveyor belt motor / echo on
M245 RR Start cooler
M246 RR Stop cooler
M300 RR Play beep sound
M300 RR Snnn set servo 1 position
M301 MF Set PID parameters P I and D
M301 RR Set PID parameters - Hot End
M301 RR Snnn set servo 2 position
M302 MF Allow cold extrudes
M303 MF PID relay autotune S<temperature> sets the target temperature. (default target temperature = 150C)
M304 RR Set PID parameters - Bed
M310 RG (filepath) logging
M311 RG stop logging
M312 RG (message) log message
M320 RG acceleration on for subsequent instructions
M321 RG acceleration off for subsequent instructions
M400 MF Finish all moves
M420 RR Set RGB Colors as PWM
M500 MF stores paramters in EEPROM
M500 RR stores paramters in EEPROM
M501 MF reads parameters from EEPROM (if you need reset them after you changed them temporarily).
M501 RR reads parameters from EEPROM
M502 MF reverts to the default "factory settings". You still need to store them in EEPROM afterwards if you want to.
M502 RR reverts to the default "factory settings".
M503 MF print the current settings (from memory not from eeprom)
M503 RR Print settings
M999 MF Restart after being stopped by error