Ed Nisley's Blog: Shop notes, electronics, firmware, machinery, 3D printing, laser cuttery, and curiosities. Contents: 100% human thinking, 0% AI slop.
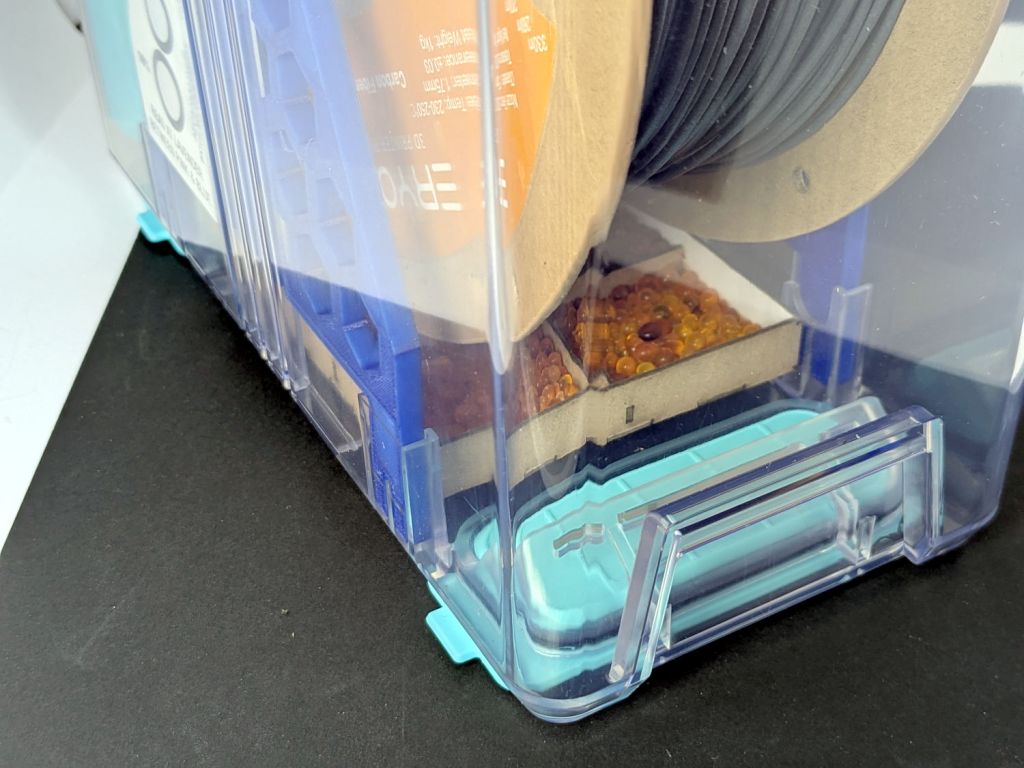
I used to think there was some correlation between the indicated humidity and the amount of water adsorbed by the silica gel, with the humidity rising as the gel absorbed more water. That is obviously not the case.
Instead of the adsorption being a function of the equilibrium humidity, it’s the other way around. With the humidity held constant (by adding water vapor), the silica gel will adsorb thus-and-so percentage of its weight and equilibrate at that humidity. If the filament was an infinite reservoir of dampness, then the equilibrium humidity would indicate how much the silica gel had coped with.
At least I think that’s how it goes. I have been wrong before.
Anyhow, IMO the right way to proceed is to just replace the silica gel every month and be done with it.
Also true: the humidity meters aren’t particularly accurate at the low humidity values in those boxes.
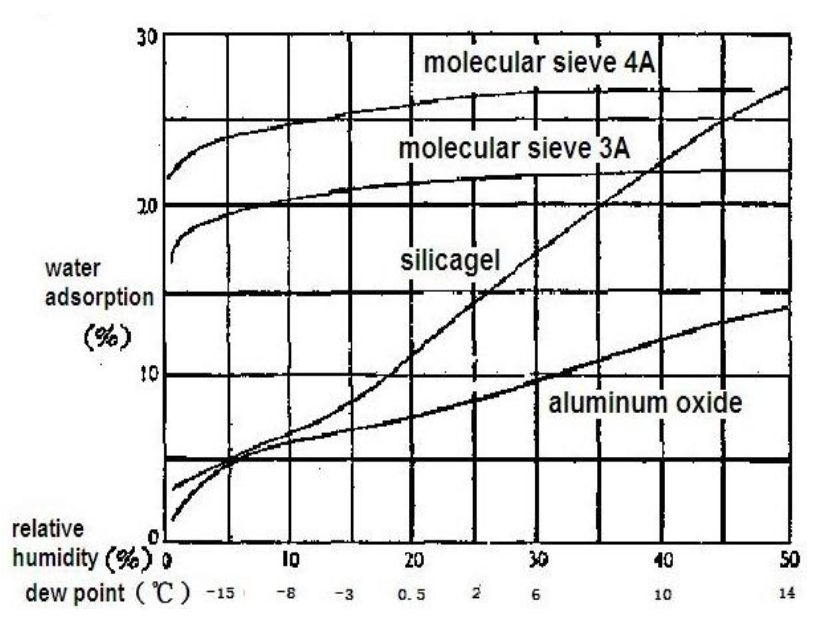
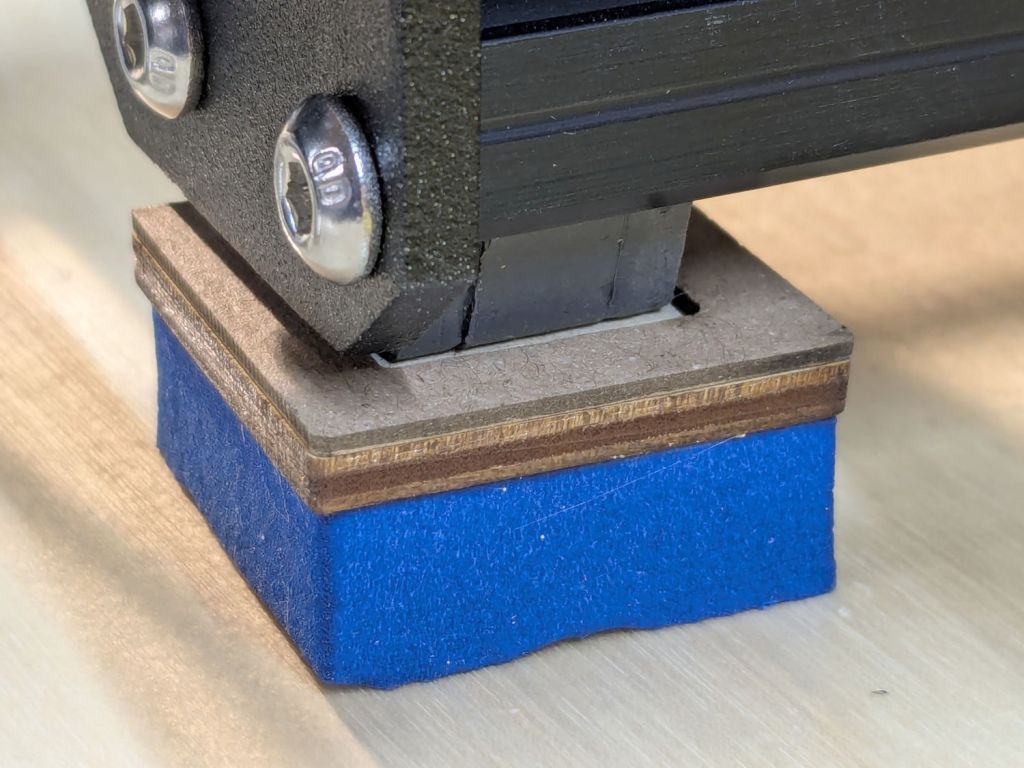
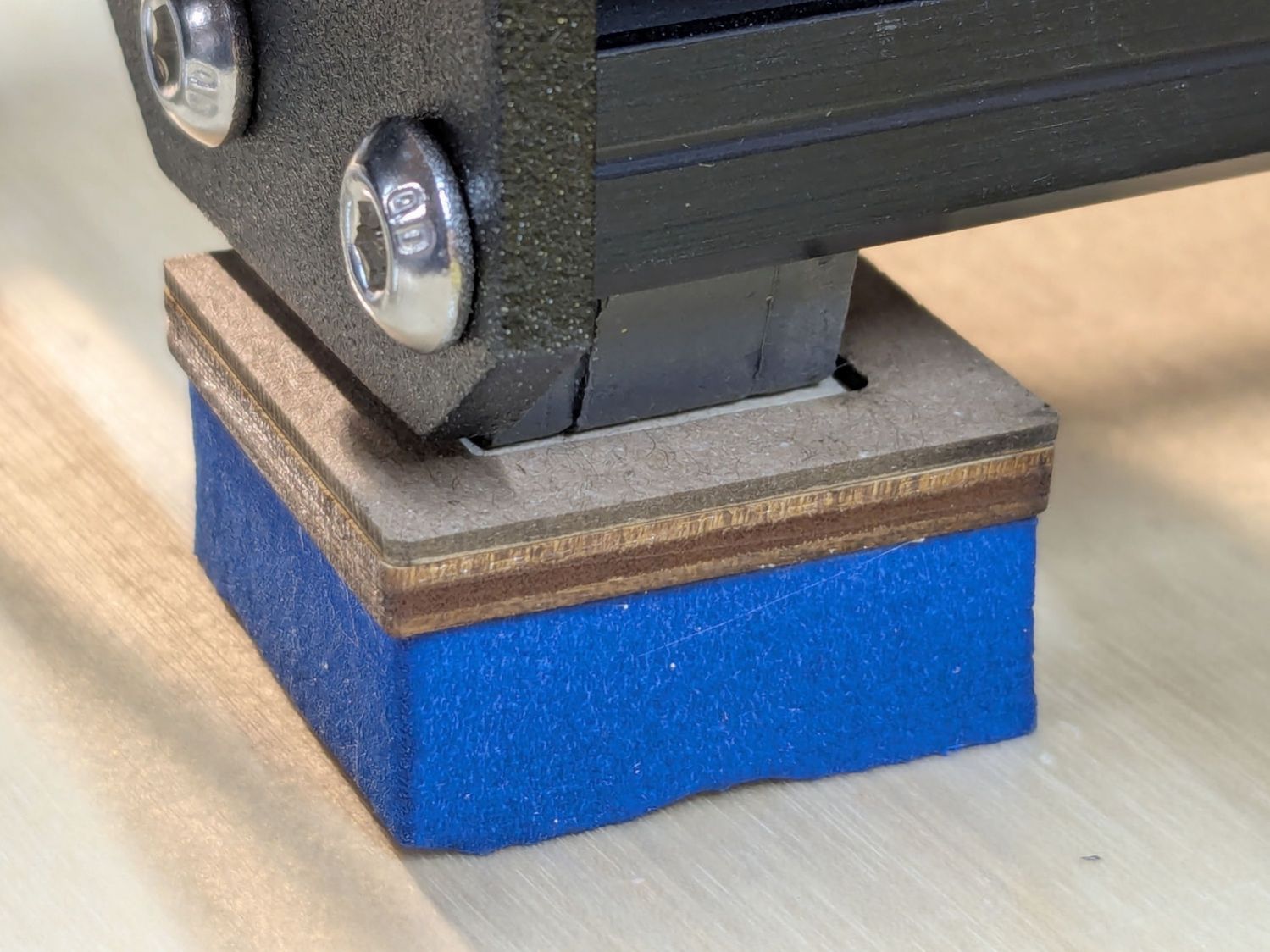
I’d stuck four exercise mat tabs (scraps of a flooring project) under the feet, but the loading was much too high:
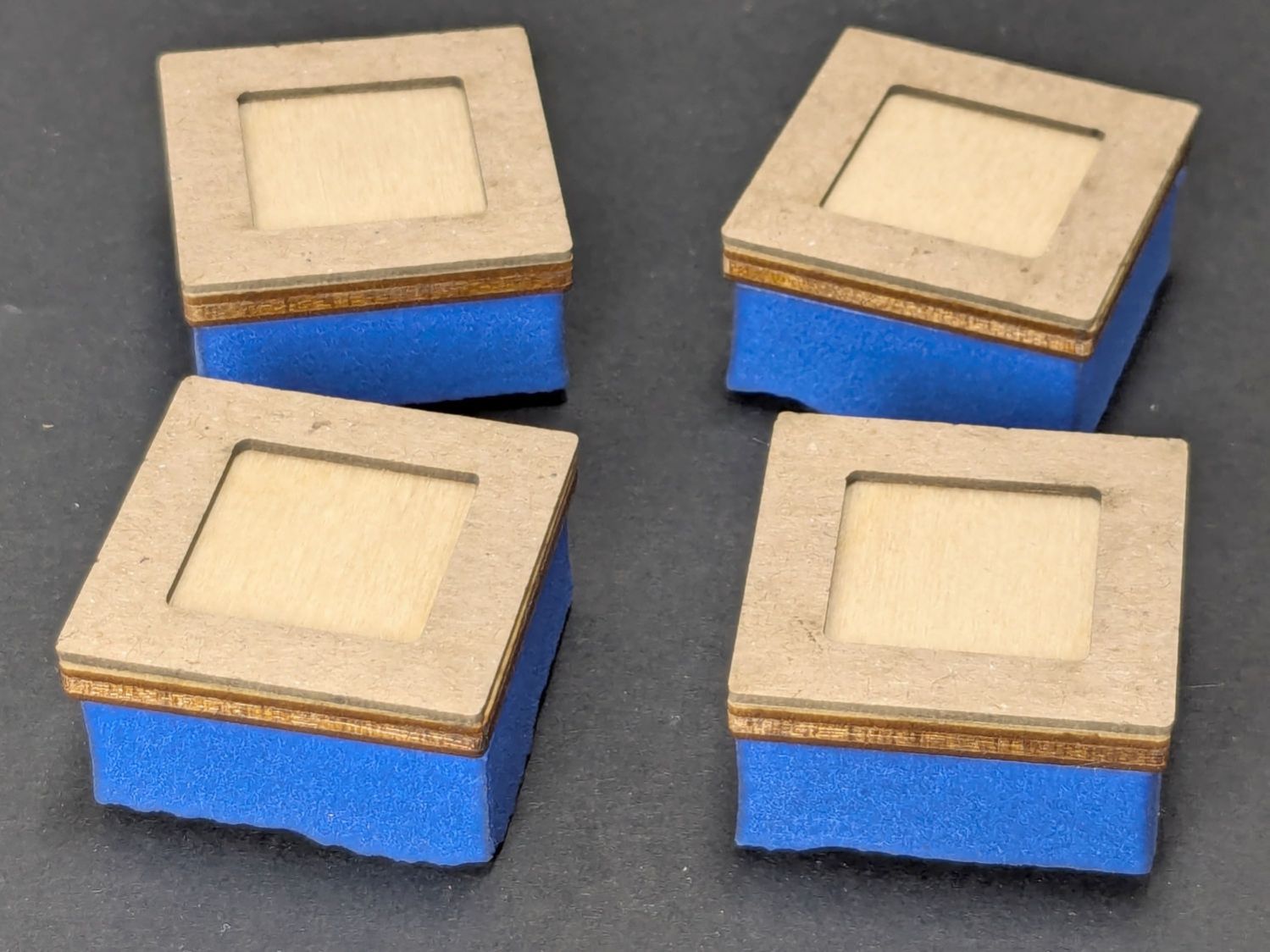
Prusa MK4 Foam Feet – foam snippets
It was really an excuse for some non-critical cutting with the 3 inch lens in the laser cutter:
Prusa MK4 Foam Feet – assembled
The foam cut nicely, albeit with a 1.3 mm kerf, and the chipboard & plywood seemed about the same. They’re 30 mm square and, should they flatten out, I have enough foam scraps for a larger set.
Unlike the 3018 feet, my deflicted ears can’t tell the difference with these place, so I assume a standard MK4 squash-ball foot upgrade isn’t worth the filament.
The manual accompanying my OMTech 60 W CO₂ laser clearly states it has a 1.5 inch focus lens:
OMTech laser packing list – 1.5 inch focus lens
Which I had always assumed was the case, even though a short lens like that would typically be used for fine engraving due to its smaller spot size. One could argue the carton should have included a 1.5 inch lens in addition to whatever was in “its optics”, but it didn’t.
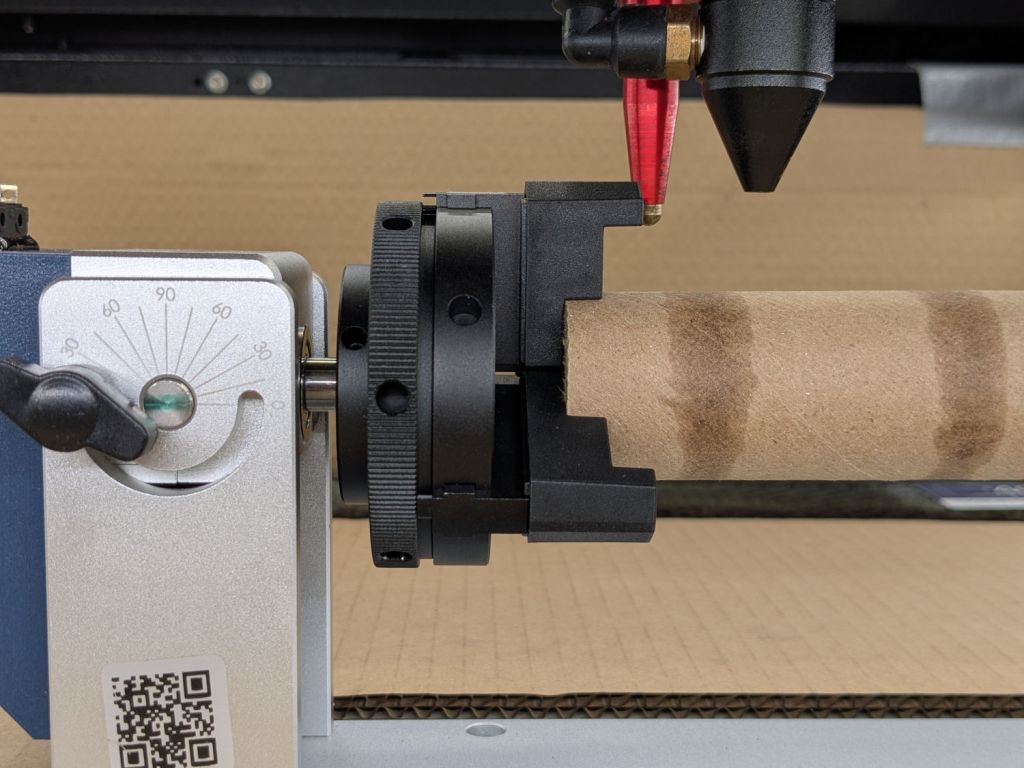
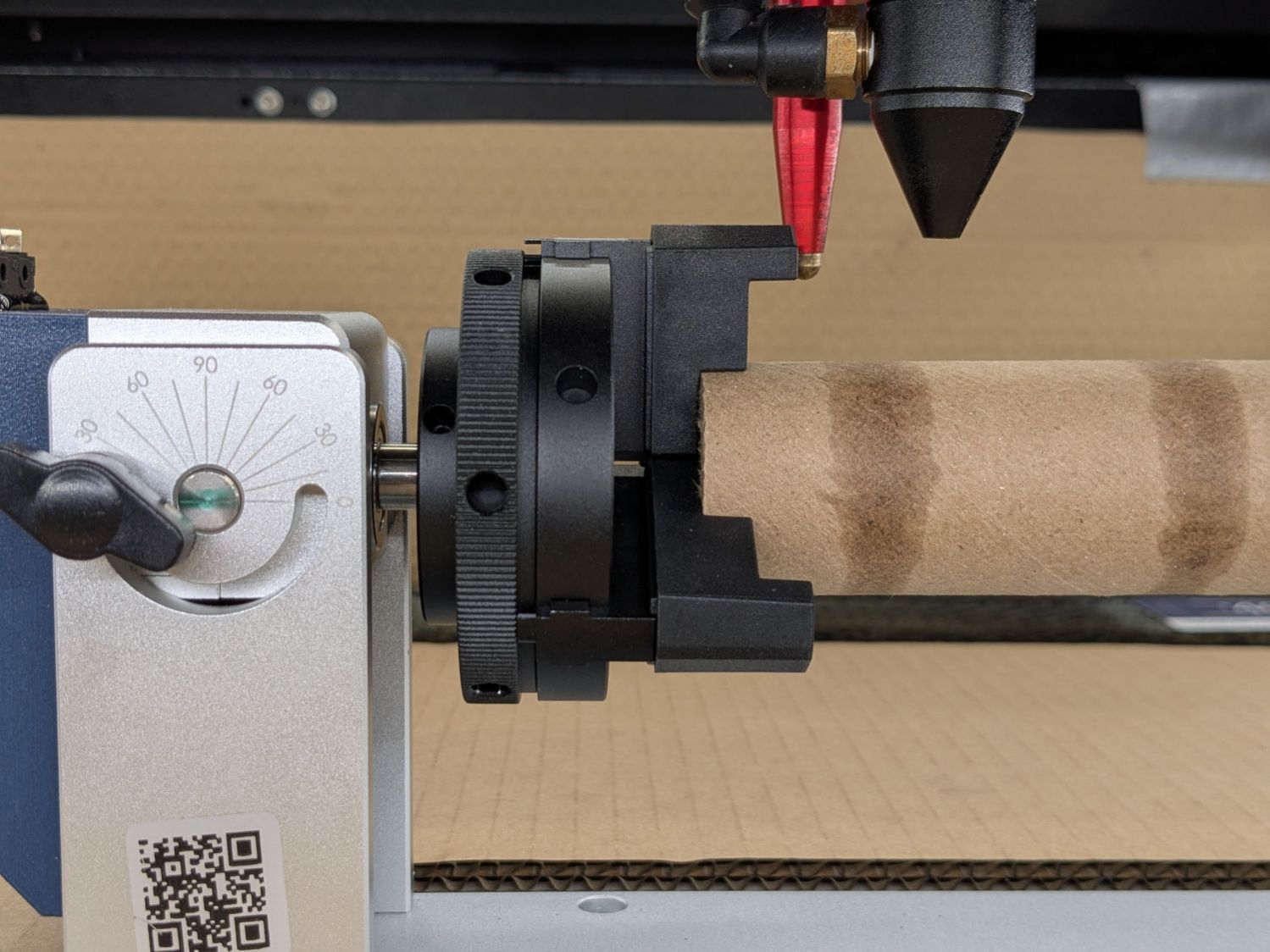
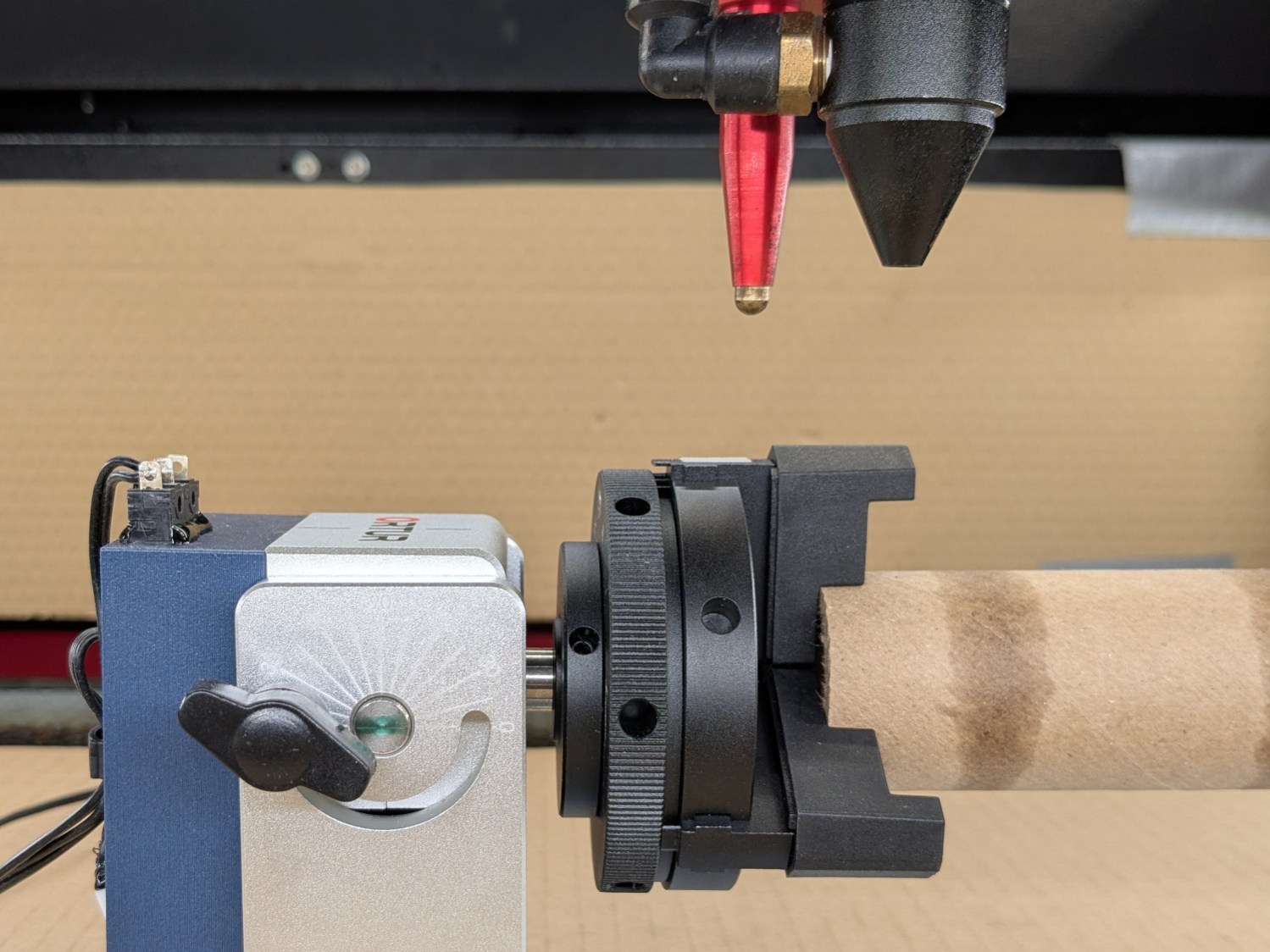
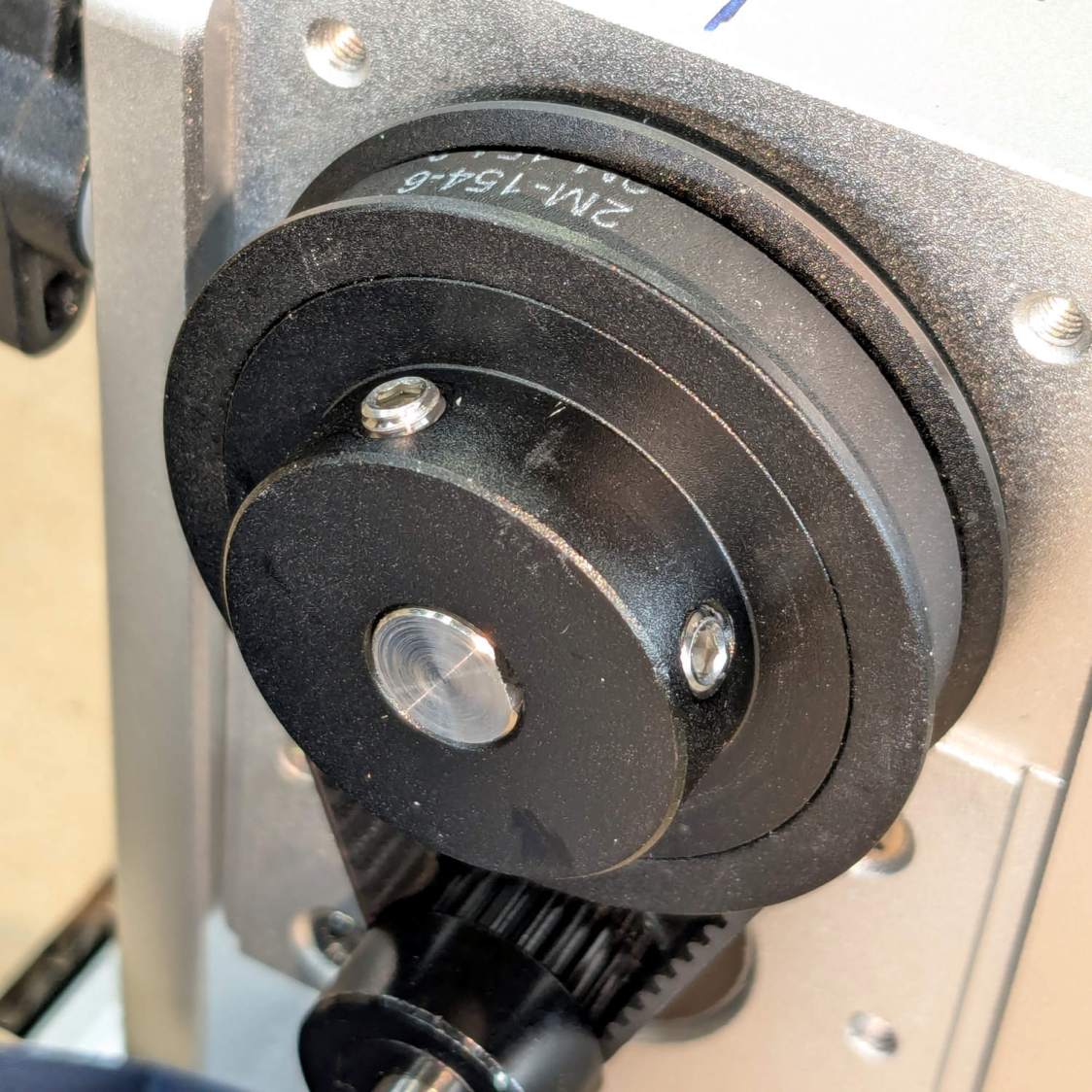
It has a 2 inch lens, as I confirmed while switching to a 3 inch lens to get more clearance over the Ortur rotary than the stock lens allows:
Ortur Chuck Rotary – 2 inch focus lens
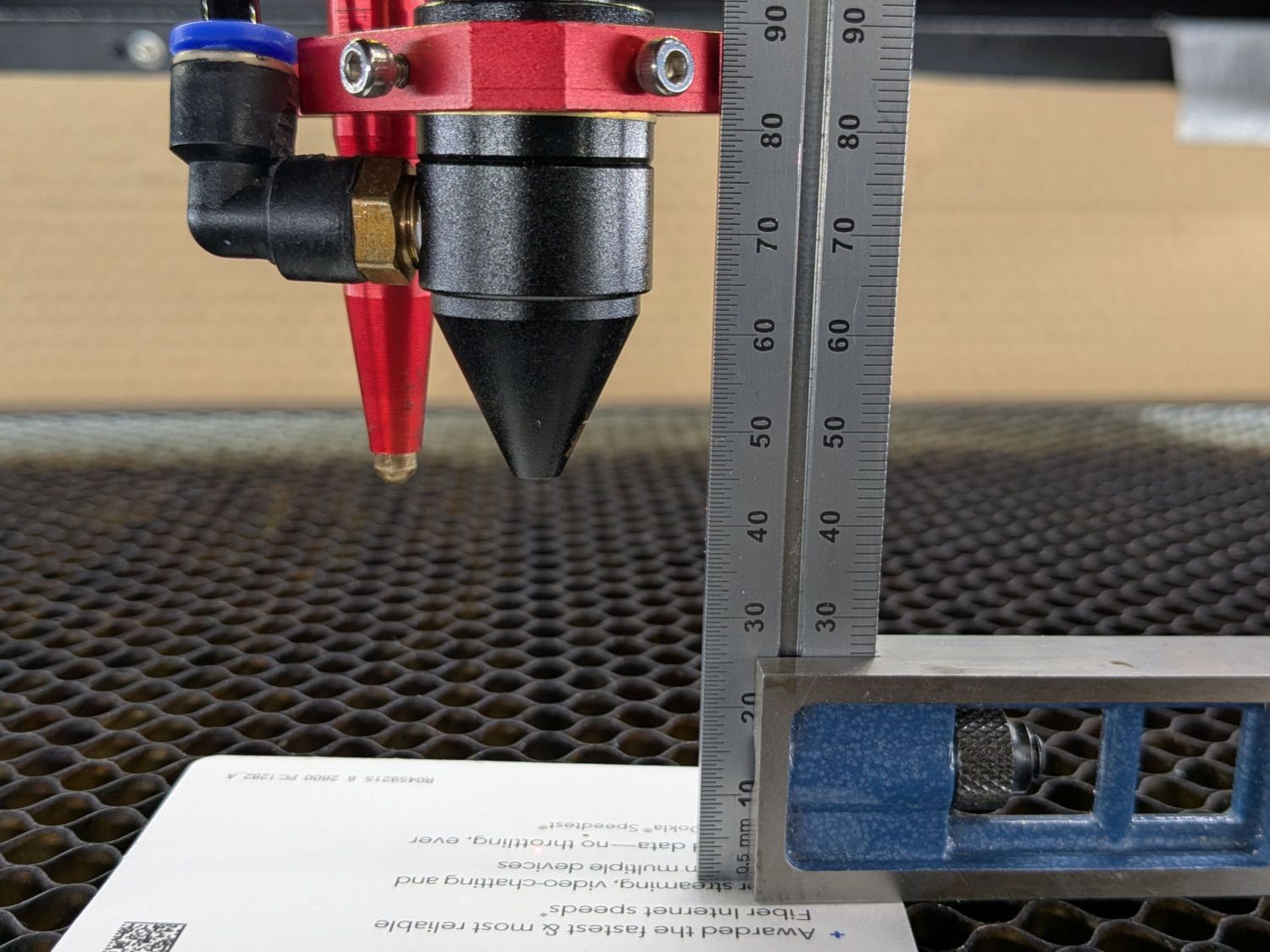
The bottom of the lens (its planar surface) sits inside the nozzle at (about) the same level as the joint just above the assist air fitting:
OMTech laser – 3 inch lens focus distance
That’s the proper focus distance for the 3 inch lens, with the lens 3 inch = 3 × 25.4 = 76.2 mm above the platform. There’s obviously some room for quibbling about the optical center of the lens vs. the lower surface and so forth and so on, but a ramp test shows it’s Close Enough™:
Ramp Test – 3inch lens – 2025-12-29
Which adds an inch of clearance, enough to prevent obvious collisions:
Ortur Chuck Rotary – 3 inch focus lens
Changing the lens requires removing the air fitting, during which operation I also moved the clamp holding the focus pen. Because that changed where the switch trips, the Focus Distance also changed:
2 inch lens = 12.7 mm
3 inch lens = 12.7 + 25.4 = 38.1 mm
The clearance under the nozzle depends only on the lens:
2 inch lens = 18.5 mm
3 inch lens = 18.5 + 25.4 = 43.9
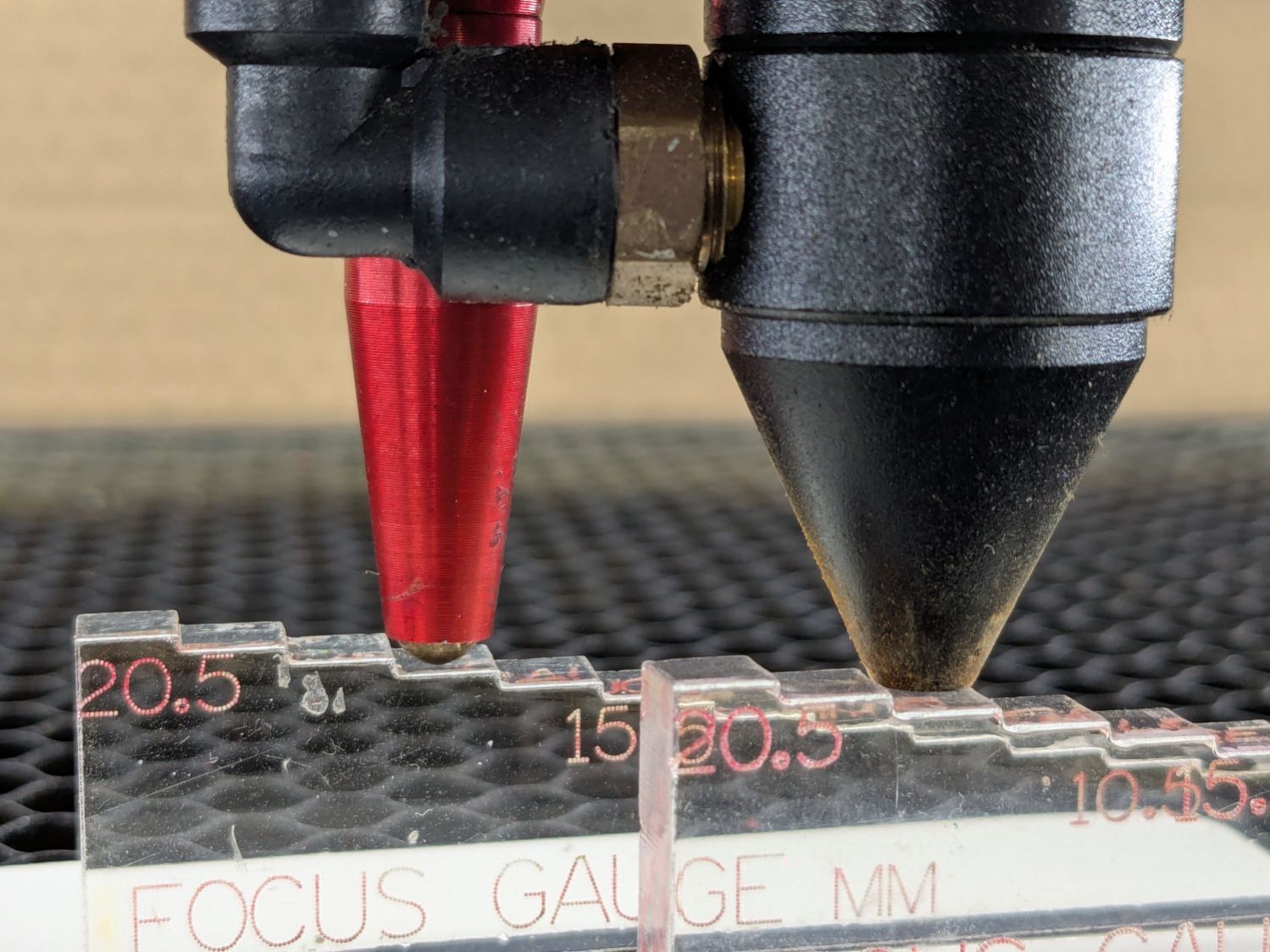
I’ve been using step gauges for manual focusing with the 2 inch lens:
OMTech focus pen – tripped vs nozzle
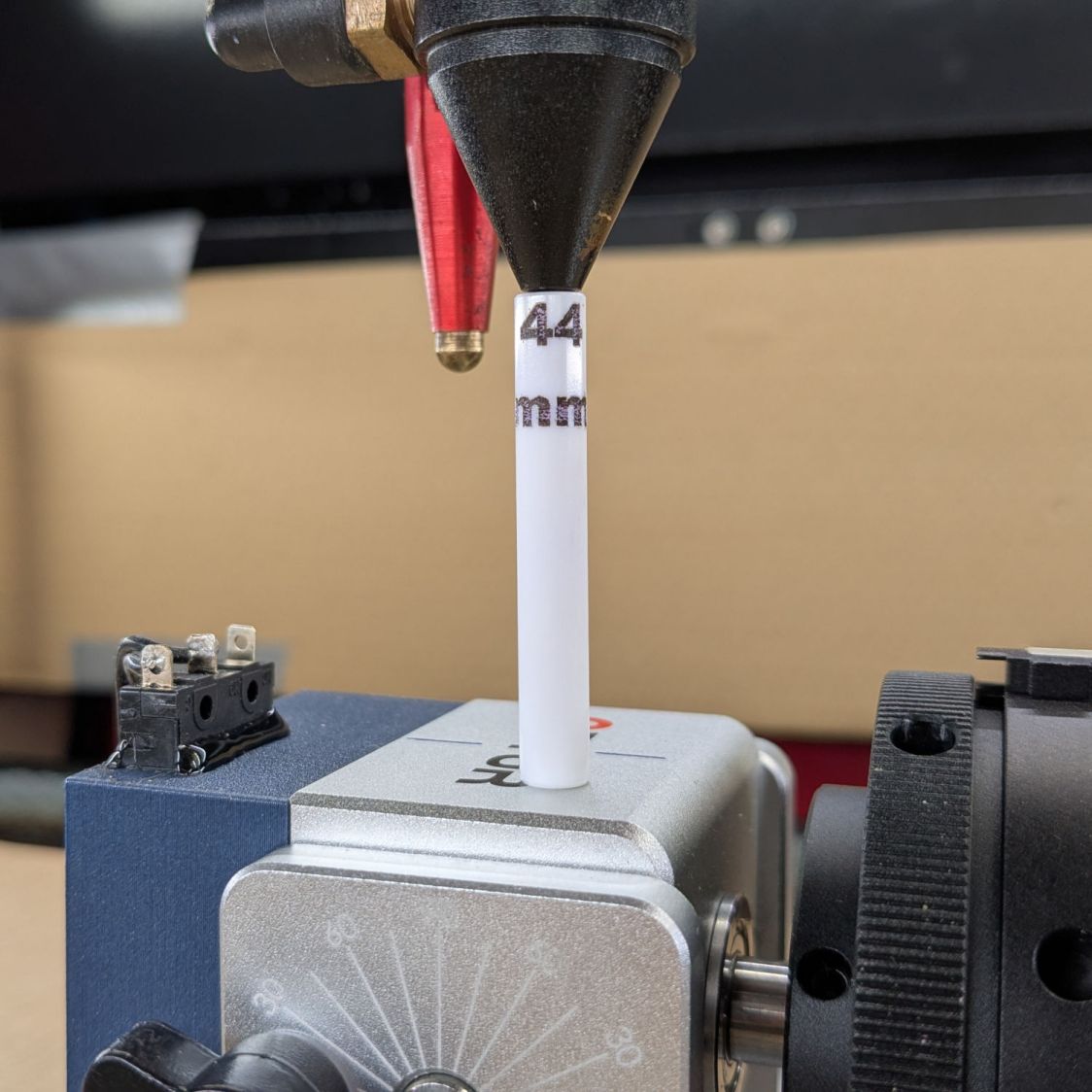
I figured a rod would be more appropriate for the 3 inch lens and, hey, now that I have a rotary, I can engrave it:
OMTech laser – 3 inch lens focus stick
Through no fault of mine at the lathe, that stick is exactly 43.9 mm long, but “44 mm” fit better.
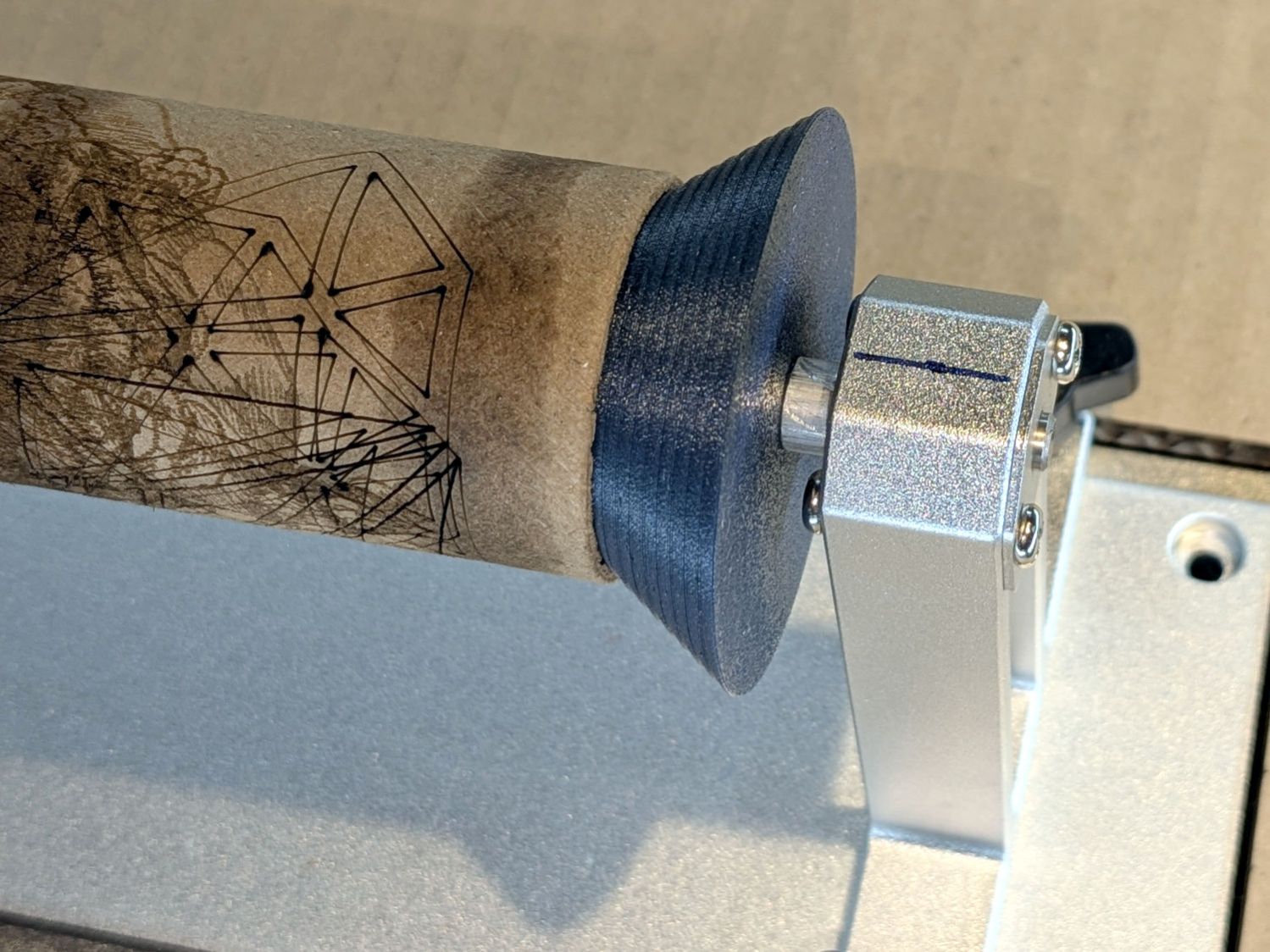
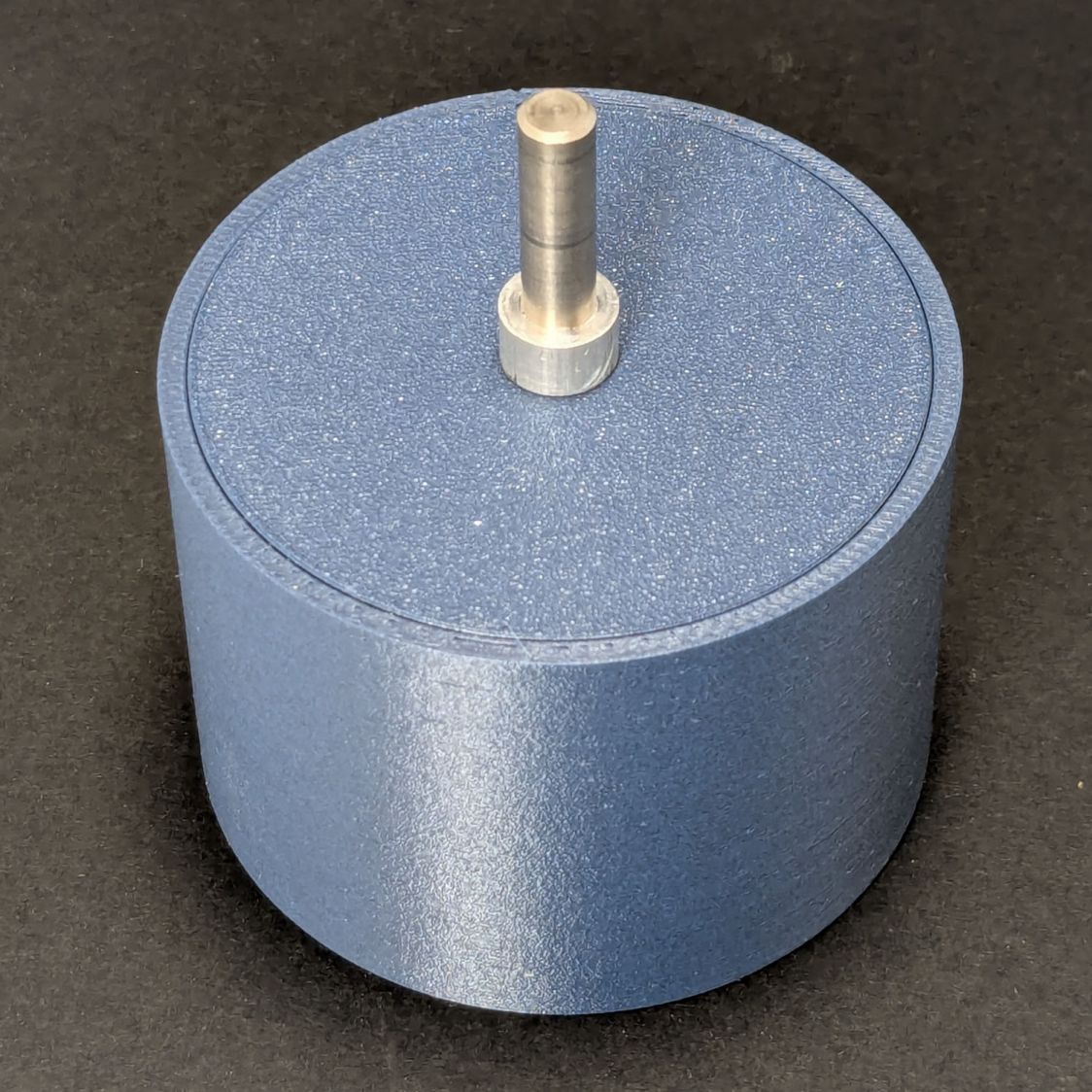
A conical (a.k.a. bullnose) center in the tailstock simplifies supporting cylindrical objects:
Ortur Chuck Rotary conical center – installed
The spring-loaded tailstock bearing has a 5 mm bore. The bullnose rests against a small spacer on its 5 mm shaft to hold it away from the bearing’s mounting screws with some bearing spring compression. I turned the spacer from aluminum rod because lathe work is satisfying, but a printed spacer would work fine.
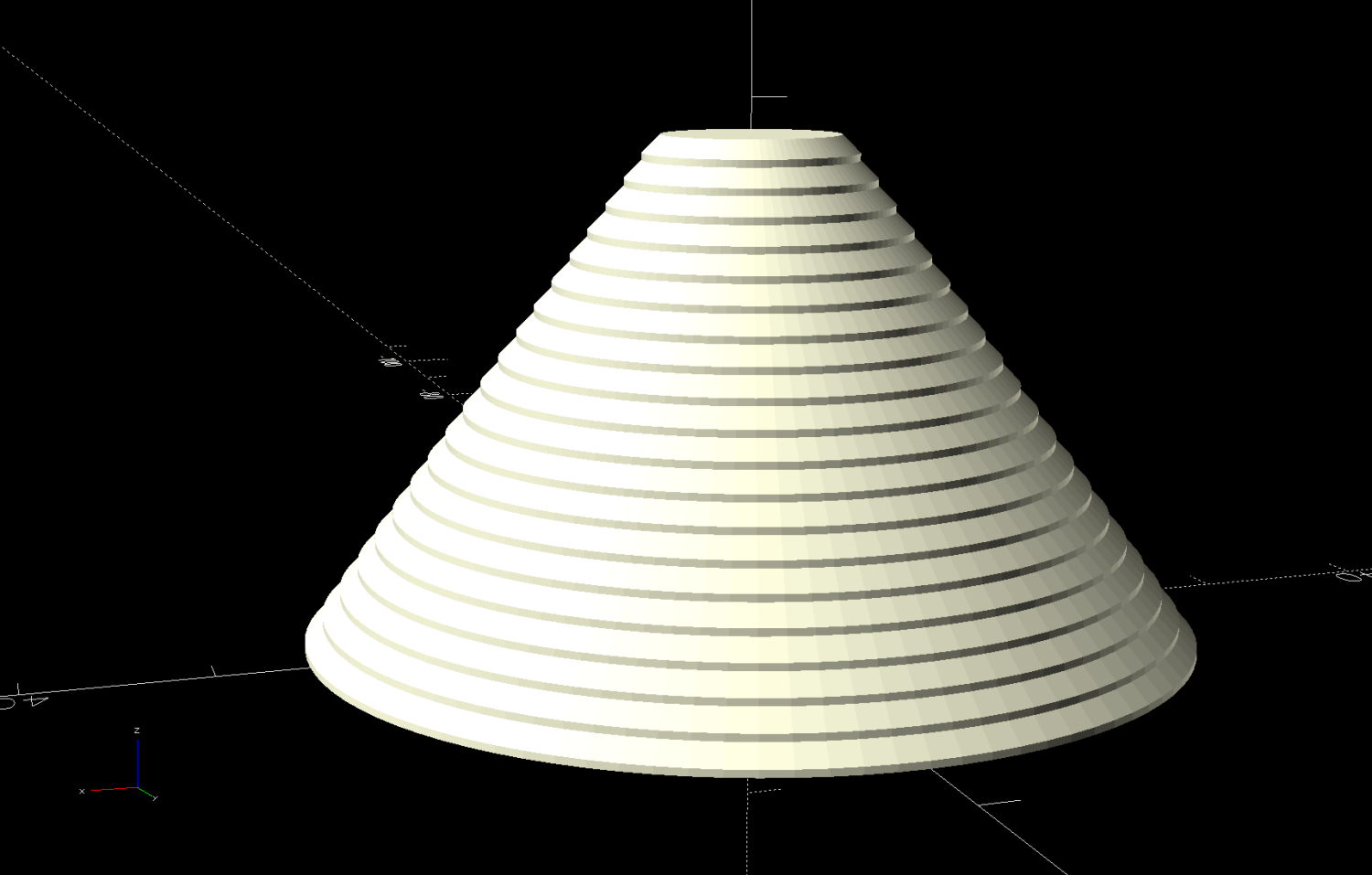
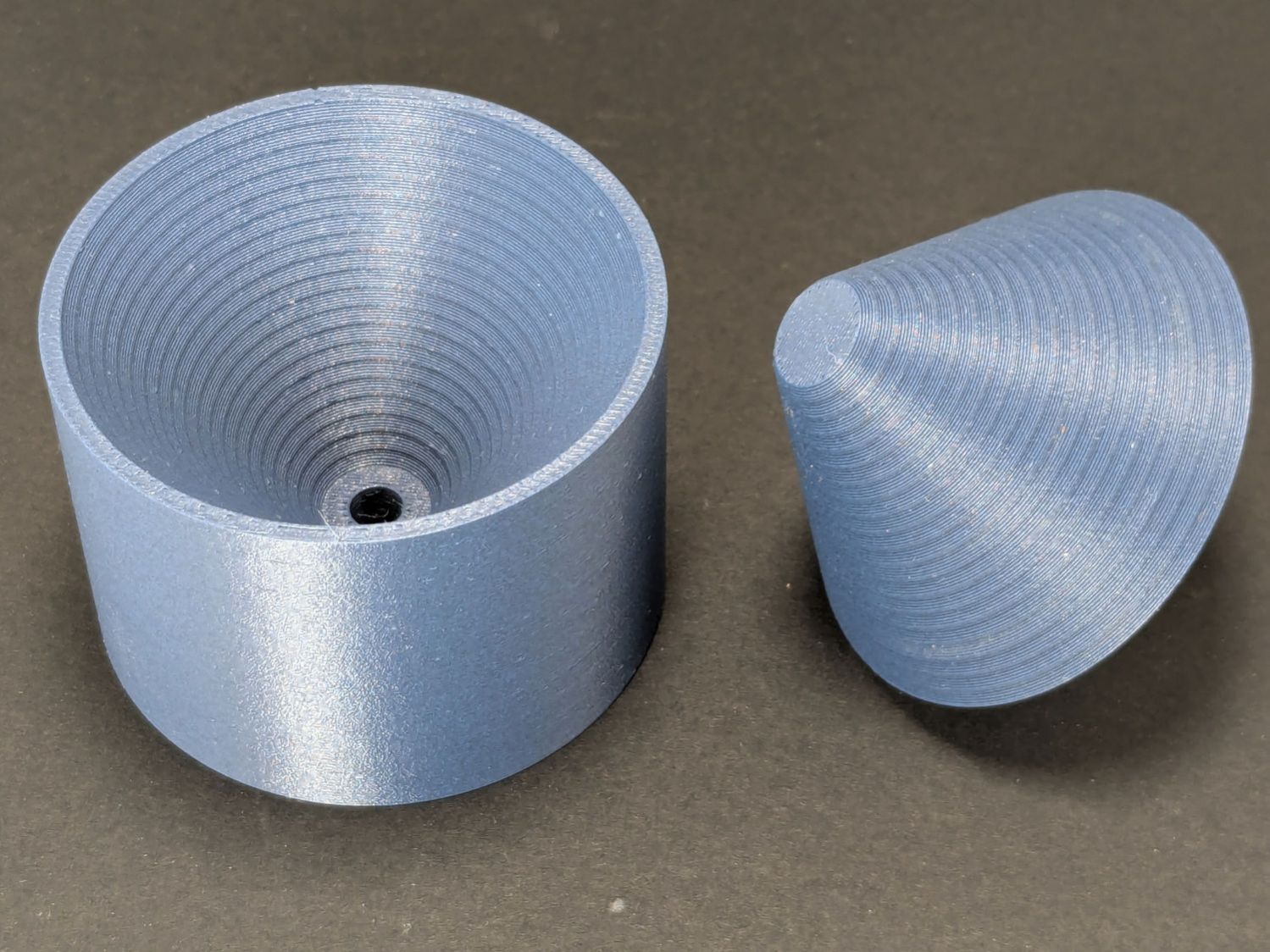
The bullnose is a cone with steps encouraging the cylinder to sit properly:
Ortur Rotary Conical Center – 10-50mm
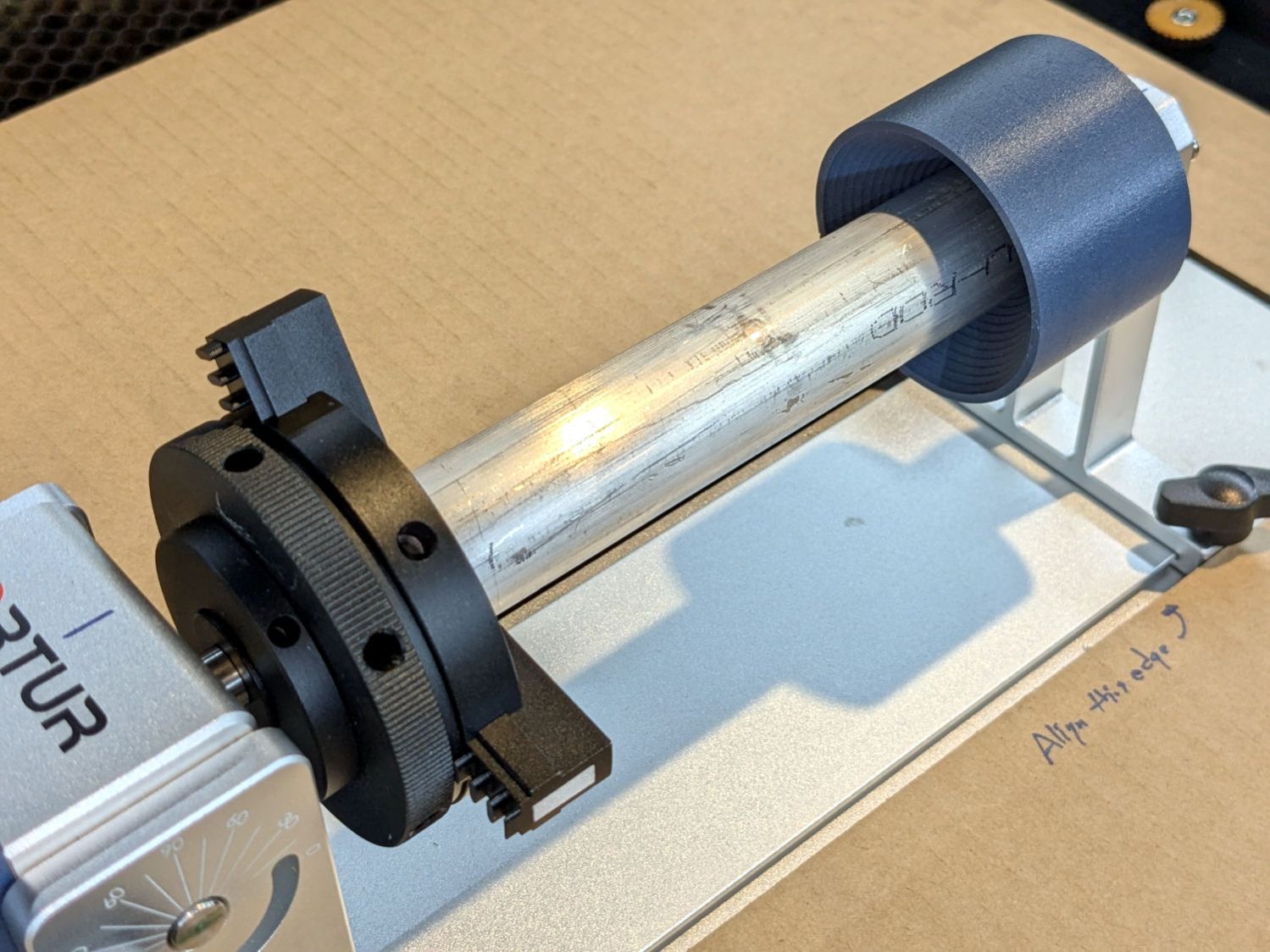
With both ends centered, the cylinder sits concentric with the chuck axis:
Ortur Chuck Rotary home switch – jaw position
The chuck grabs the OD and the bullnose supports the ID, so removing crud from both ends is in order.
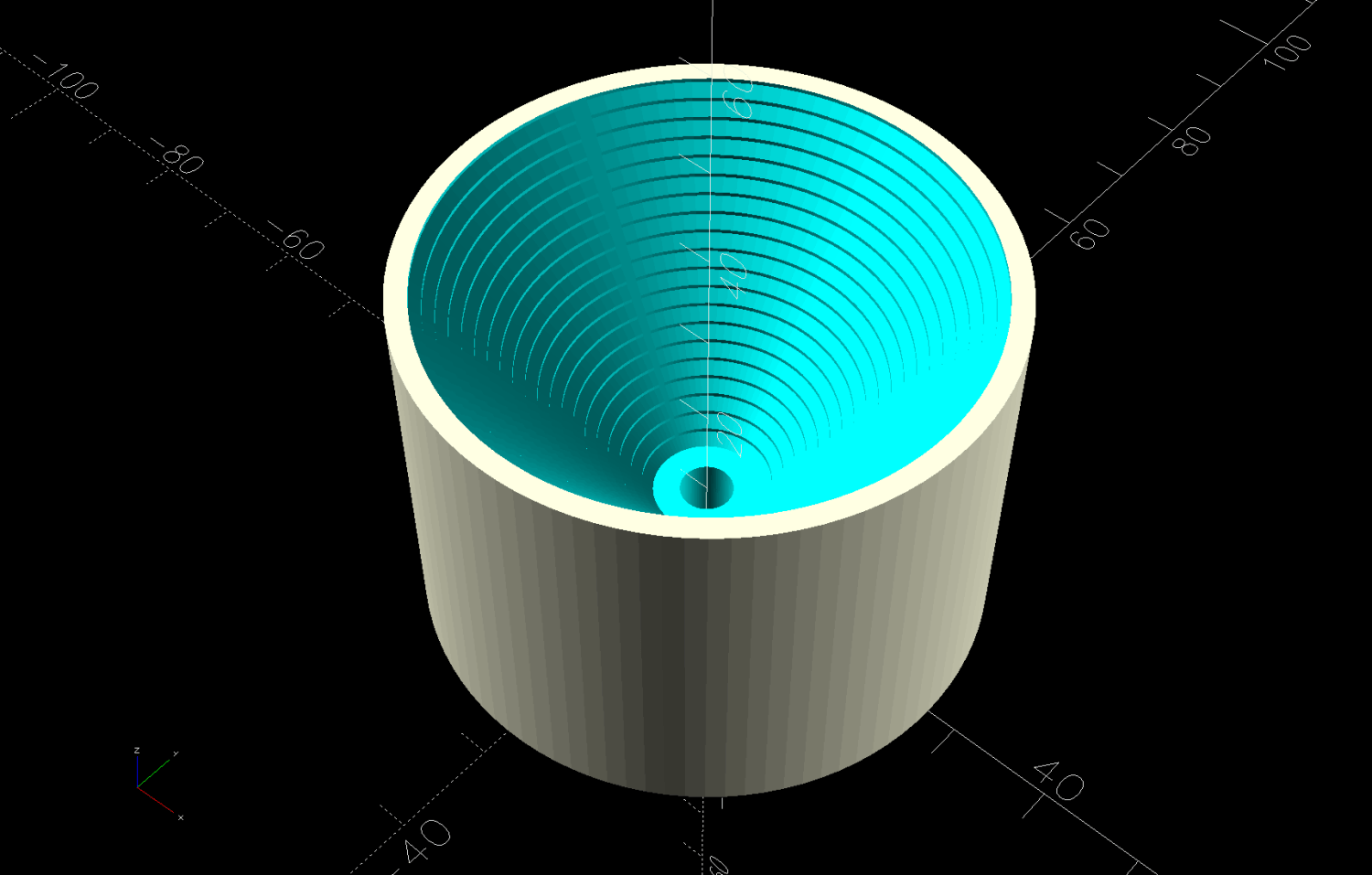
The bullnose won’t work for a solid rod, so a negative cone = cup center may come in handy:
Ortur Chuck Rotary cup center – installed
Stipulated: A CO₂ laser will bounce right off a solid aluminum rod. Imagine I chucked up a wood dowel, OK?
A cup center is what remains afteryoinking a bullnose out of a cylinder:
Ortur Rotary Conical Centers – cup
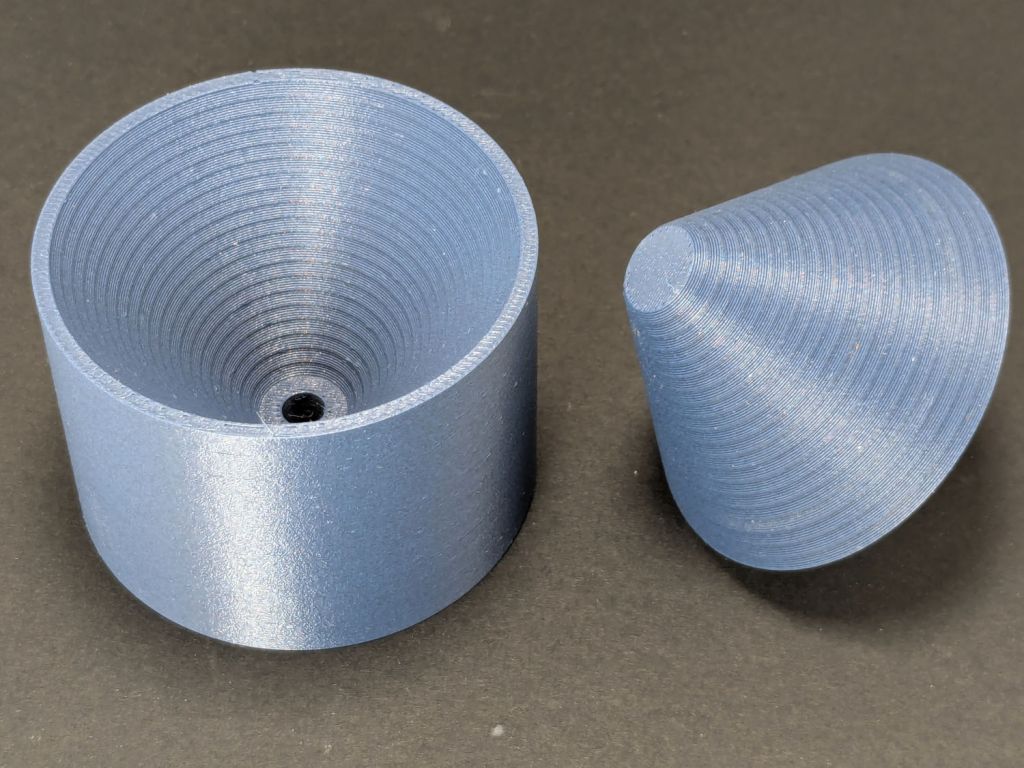
Looks like I did exactly that:
Ortur Chuck Rotary conical centers
Somewhat surprisingly, the two parts nest perfectly:
Ortur Chuck Rotary conical centers – nested
That’s without the shaft installed on the cup, so they won’t sit quite so neatly on the shelf.
Aligning the rotary axis along the laser’s X axis and setting the focus requires attention to detail, but a decent tailstock center makes that effort meaningful.
This file contains hidden or bidirectional Unicode text that may be interpreted or compiled differently than what appears below. To review, open the file in an editor that reveals hidden Unicode characters.
Learn more about bidirectional Unicode characters
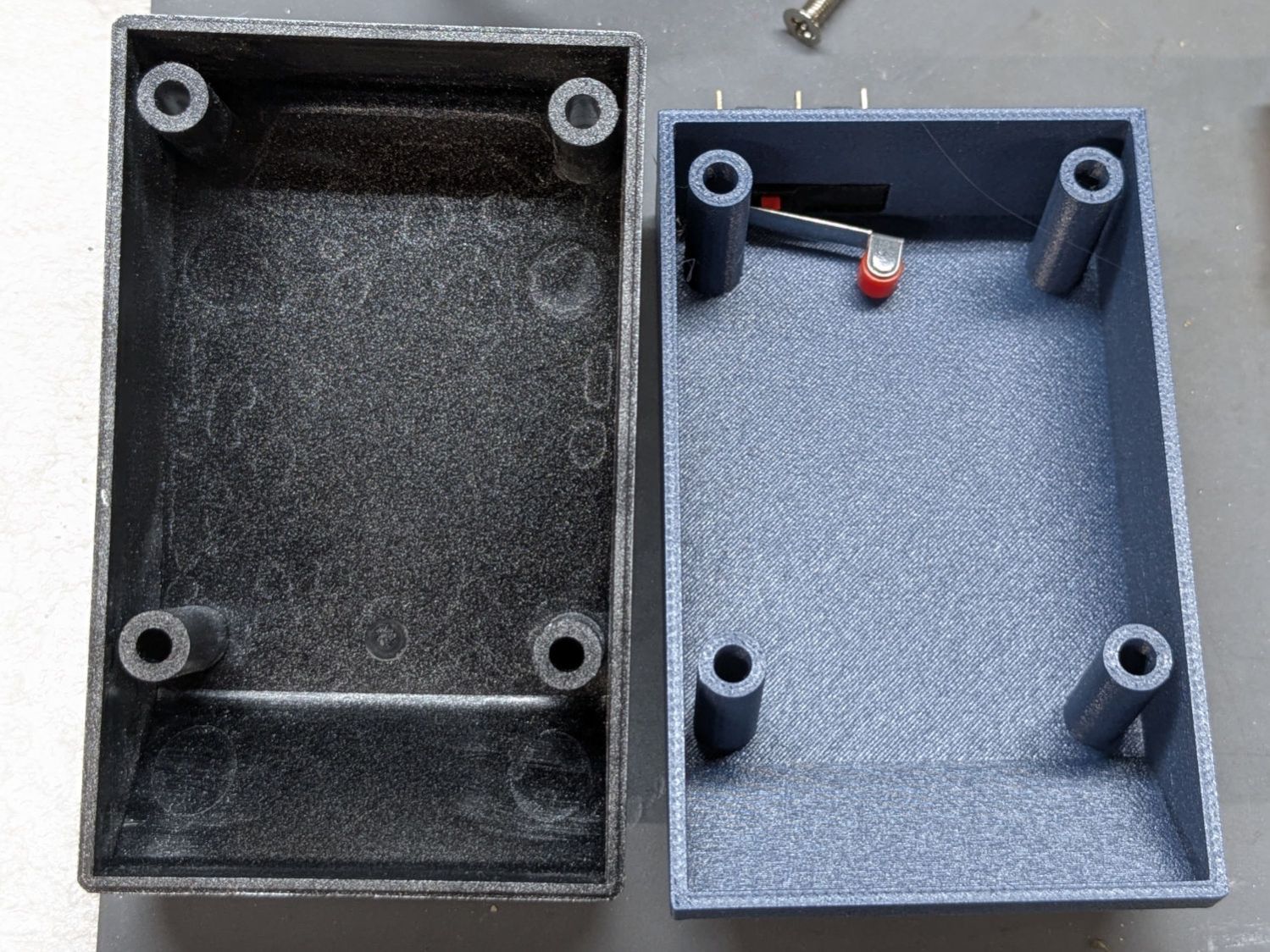
Two beads of hot melt glue hold the switch flush along the cover’s inside surface:
Ortur Chuck Rotary home switch – case exterior
One might argue for a tidy cover over those terminals.
While contemplating the layout by holding the switch here & there, seeing the switch roller neatly centered on the pulley hub told me the Lords of Cosmic Jest favored this plan:
Ortur Chuck Rotary home switch – case interior
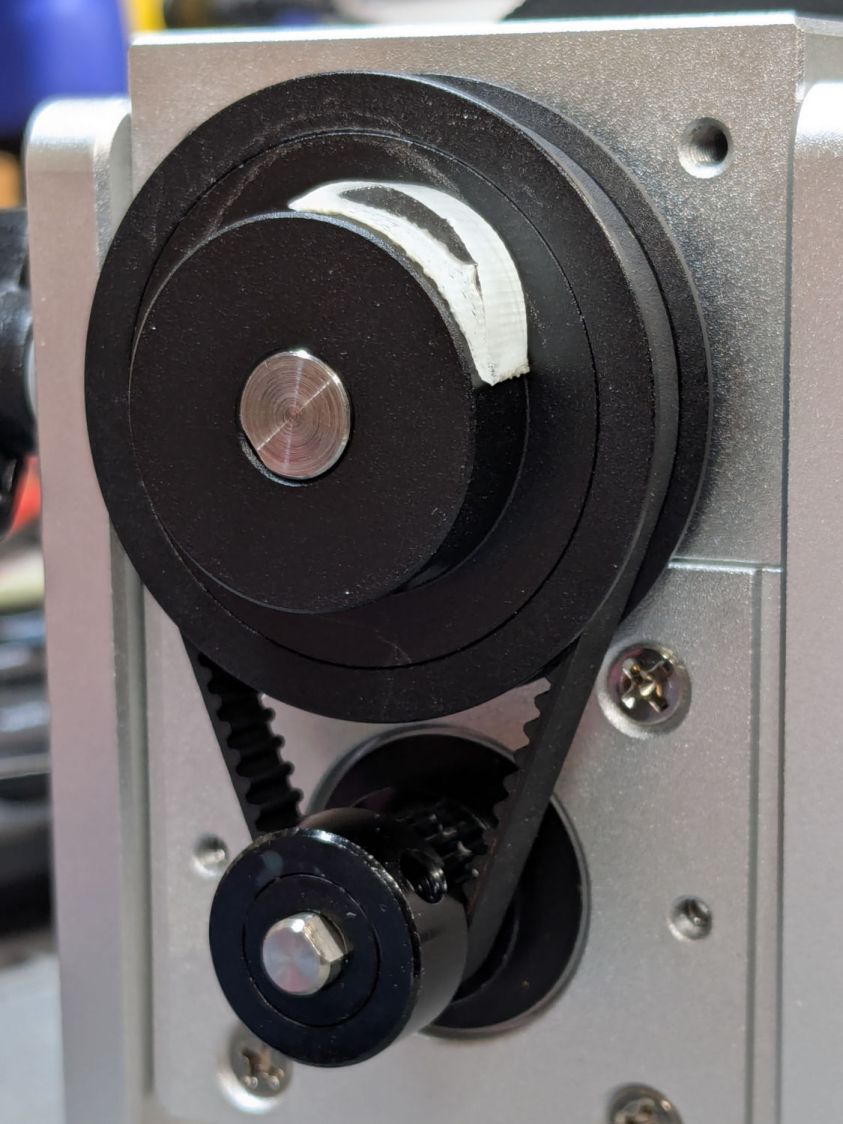
A simple cam lifts the roller:
Ortur Chuck Rotary home switch – pulley cam
That’s obviously laser-cut acrylic sitting on double-sided tape.
Edit: The pulley ratio is 1:3, so the step/rev value is three times the DIP switch setting on the stepper driver.
Some finicky repositioning put the #1 chuck jaw on top after homing:
Ortur Chuck Rotary home switch – jaw position
A more permanent adhesive under the cam may be in order.
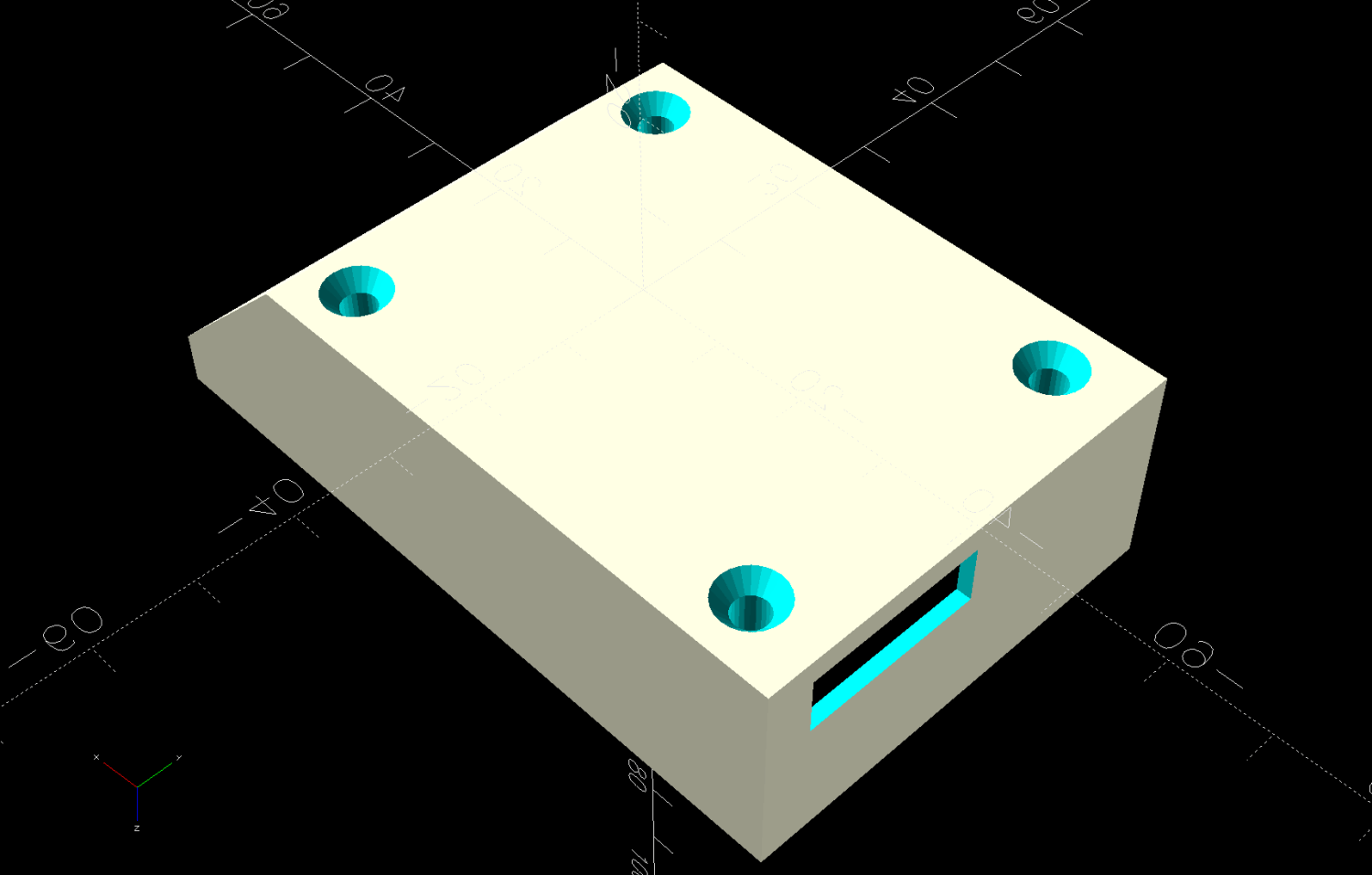
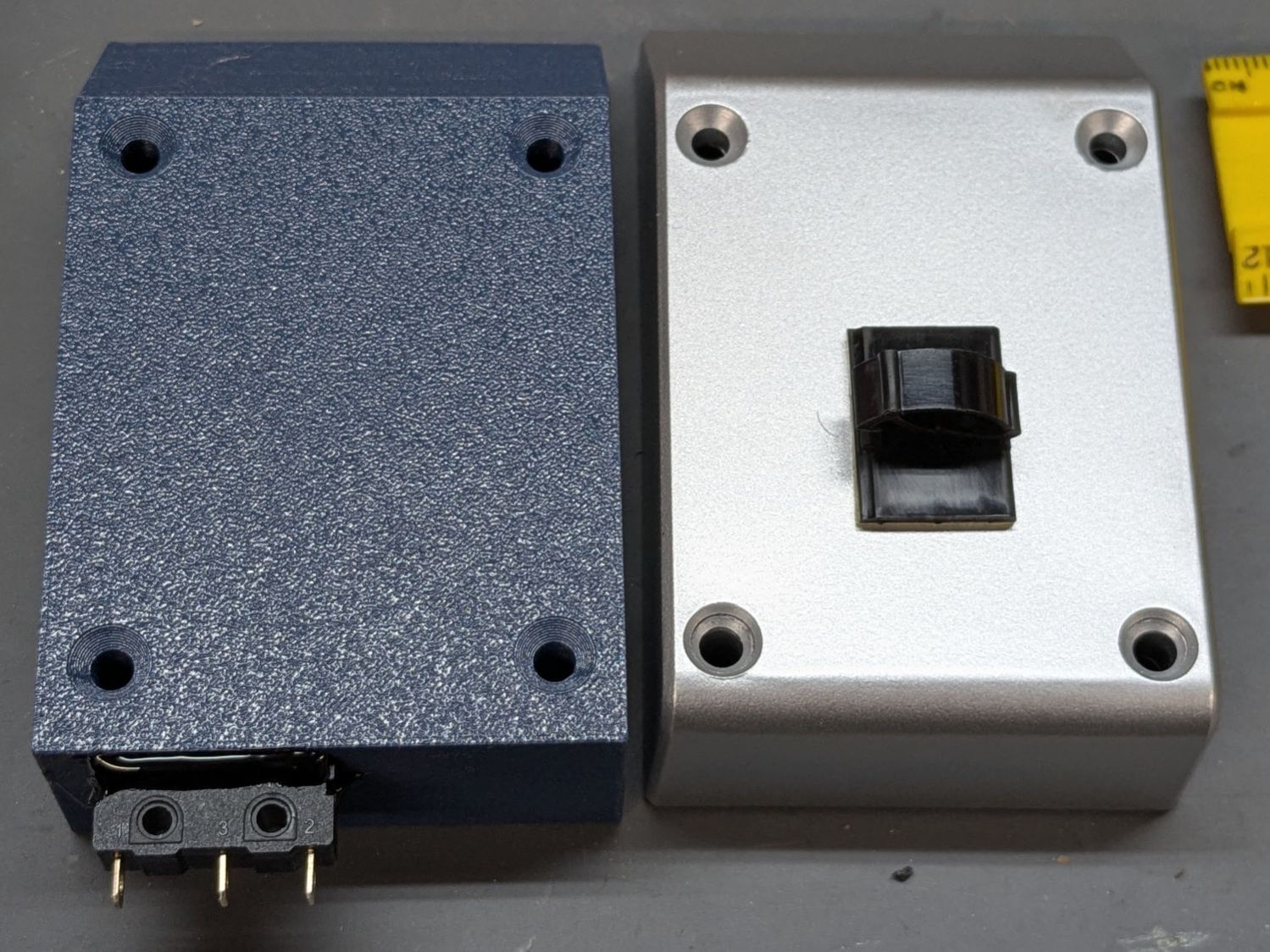
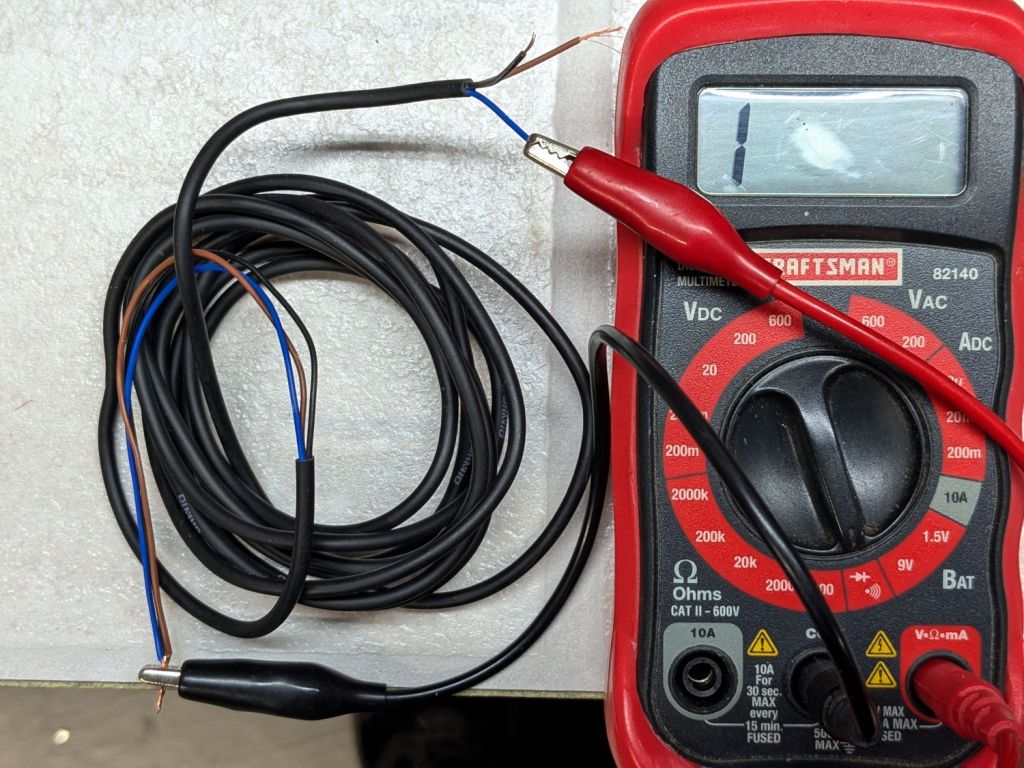
Wiring the normally open switch contacts in parallel with the existing Y axis home switch lets both the gantry and the rotary trigger the controller. The front-panel switch ensures only one of those two can move:
Laser Rotary – control switch
With all that in place and the switch flipped, the chuck rotates happily and homes properly with the controller in normal linear mode.
Spoiler: A Ruida-ish KT332N controller ignores the Y-axis Home enable setting with Rotary mode enabled, because everybody knows a rotary has no need for a home switch.
This file contains hidden or bidirectional Unicode text that may be interpreted or compiled differently than what appears below. To review, open the file in an editor that reveals hidden Unicode characters.
Learn more about bidirectional Unicode characters
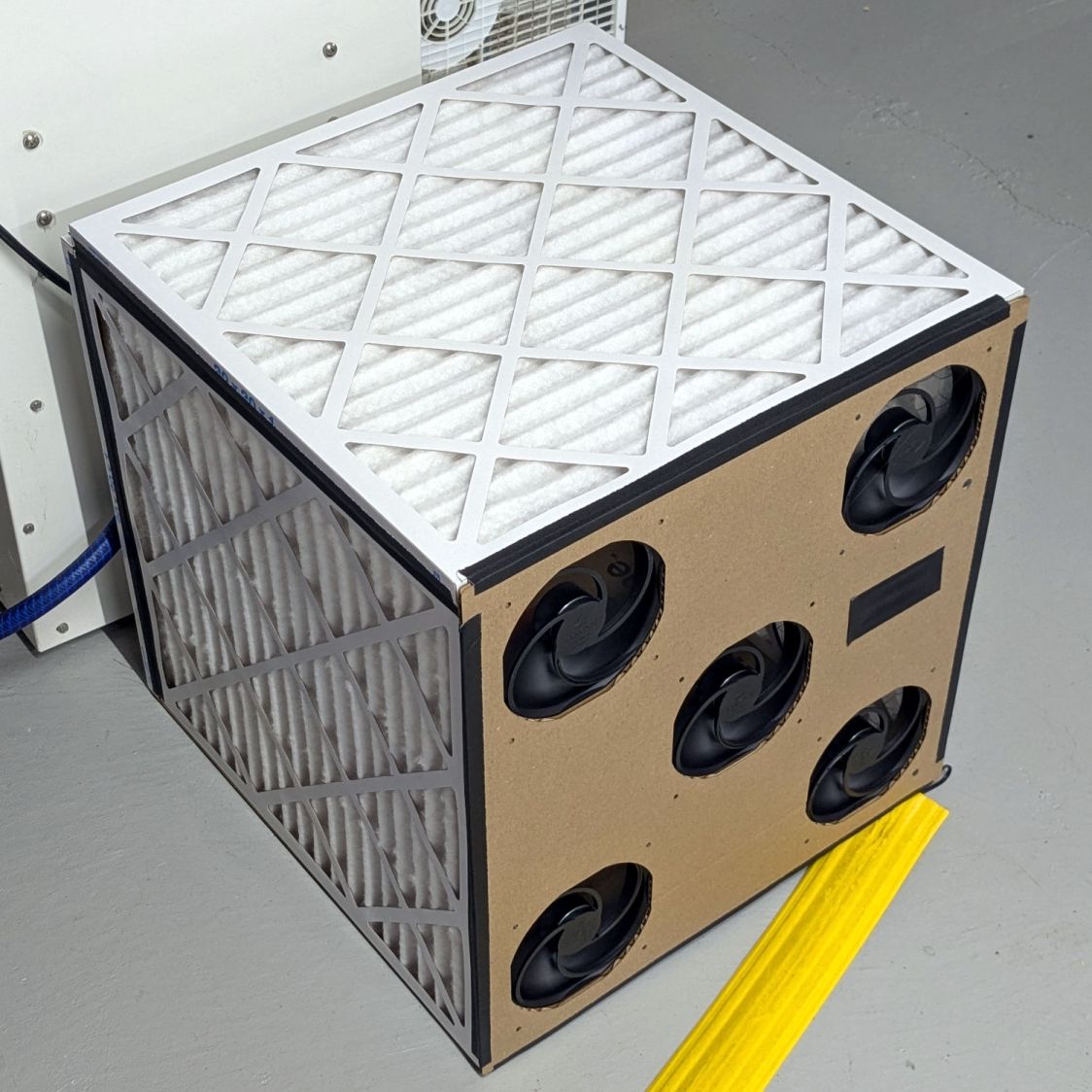
A box of air filters that Came With The House™ (and fit nothing therein) surfaced during a recent heap probe and prompted a quick-n-dirty project:
Basement Air Filter Box – installed
It replaces a tired box fan (barely visible at the top) that’s been shoving air around the basement to equalize the humidity.
The quintet of 140 mm fans seems quieter, although they don’t move quite as much air. Given that I have no way to know how much air circulation is enough, it’s likely sufficient.
The strip of black tape covers a hole for the knob on the fan power / speed control, although I cranked it up to full throttle and expect to leave it there:
The 3D printed holder came with the controller. I cannot imagine how they have enough time to print a holder for each controller; maybe it’s a QC check for a 3D printer manufacturer.
I intended the controller to sit on the other side of the middle fan, but realized I had to cut the opening after mounting the fans and got the chirality wrong; the wiring in there layout leaves something to be desired.
The fans mount on a sheet of cardboard cut from one side of a Home Depot Extra Large Box and the bottom of the filter box comes from the other side. Because I don’t have a deep emotional attachment to the filters, they’re attached to each other (and the bottom sheet) with hot melt glue. I do have a slight attachment to the fans, but four dabs of glue hold each one in place. More gaffer tape holds the fan sheet to the front of the assembled box, in the unlikely event I must get in there again.
Hey, it’s Christmas: good things come in boxes, right?