|
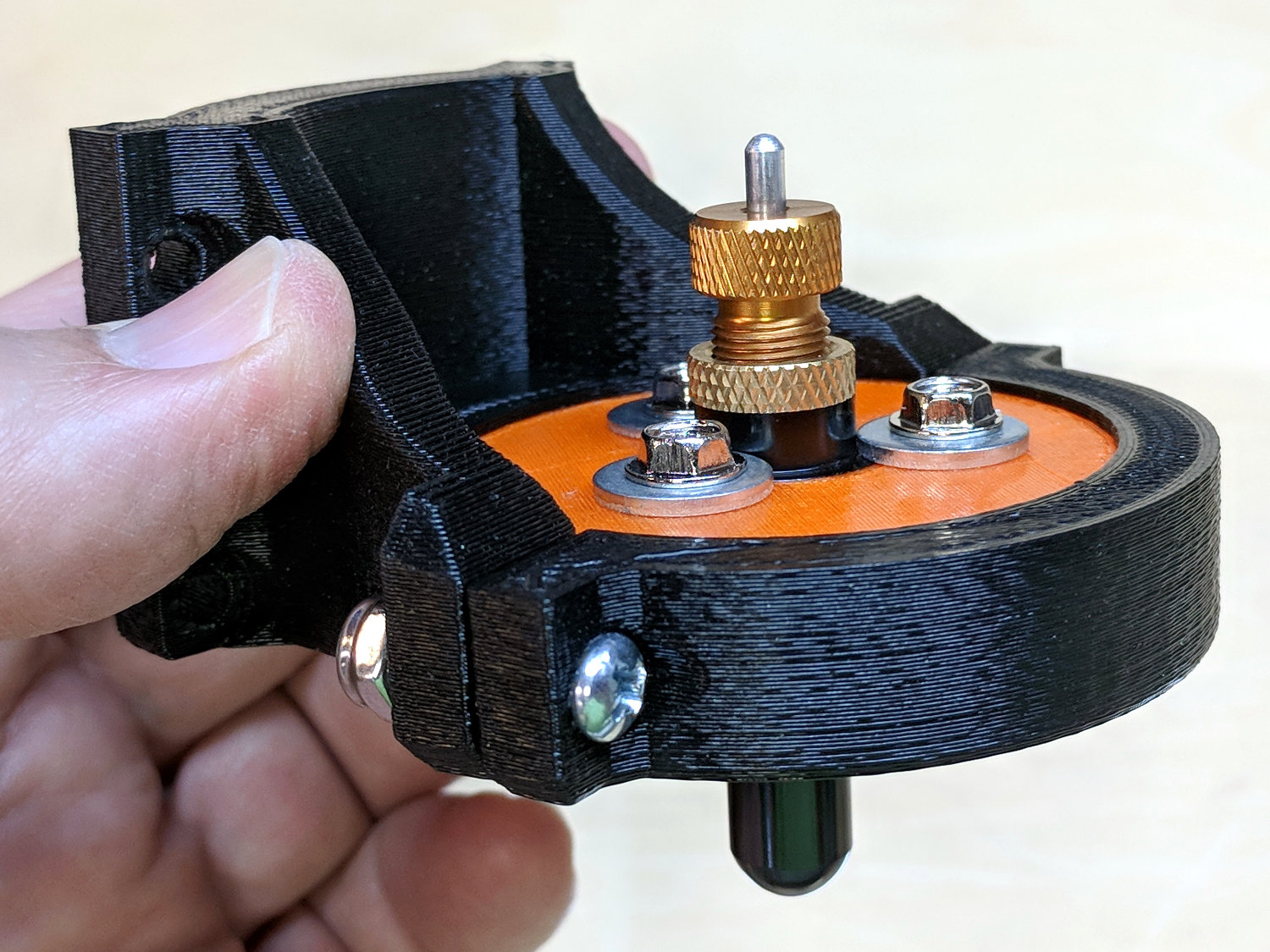
// Drag Knife Holder for DW660 Mount |
|
// Ed Nisley KE4ZNU – 2018-09-26 |
|
|
|
Layout = "Show"; // Build, Show, Puck, Mount, Plate |
|
|
|
/* [Extrusion] */ |
|
|
|
ThreadThick = 0.25; // [0.20, 0.25] |
|
ThreadWidth = 0.40; // [0.40] |
|
|
|
/* [Hidden] */ |
|
|
|
Protrusion = 0.1; // [0.01, 0.1] |
|
|
|
HoleWindage = 0.2; |
|
|
|
inch = 25.4; |
|
|
|
function IntegerMultiple(Size,Unit) = Unit * ceil(Size / Unit); |
|
|
|
ID = 0; |
|
OD = 1; |
|
LENGTH = 2; |
|
|
|
//- Adjust hole diameter to make the size come out right |
|
|
|
module PolyCyl(Dia,Height,ForceSides=0) { // based on nophead's polyholes |
|
Sides = (ForceSides != 0) ? ForceSides : (ceil(Dia) + 2); |
|
FixDia = Dia / cos(180/Sides); |
|
cylinder(r=(FixDia + HoleWindage)/2,h=Height,$fn=Sides); |
|
} |
|
|
|
//- Dimensions |
|
|
|
KnifeBody = [12.0,16.0,2.0]; // body flange — resembles HP plotter pen |
|
|
|
WallThick = 3.0; // minimum thickness / width |
|
|
|
Screw = [4.0,8.5,8.0]; // holding it all together, OD = washer |
|
|
|
Insert = [4.0,6.0,10.0]; // brass insert |
|
|
|
Plate = [KnifeBody[ID],KnifeBody[OD] + 3*Screw[OD],4.0]; // spring reaction plate |
|
PlateGuide = [4.0,4.8,Plate[LENGTH]]; // … guide tubes |
|
|
|
NumScrews = 3; |
|
|
|
ScrewBCD = 2*(KnifeBody[OD]/2 + Screw[OD]/2 + 0.5); |
|
|
|
NumSides = 9*4; // cylinder facets (multiple of 3 for lathe trimming) |
|
|
|
// Basic shape of DW660 snout fitting into the holder |
|
// Lip goes upward to lock into MPCNC mount |
|
|
|
Snout = [44.6,50.0,9.6]; // LENGTH = ID height |
|
Lip = 4.0; // height of lip at end of snout |
|
PuckOAL = Snout[LENGTH] + Lip; // total height |
|
|
|
Key = [Snout[ID],25.7,PuckOAL]; // rectangular key |
|
|
|
module DW660Puck() { |
|
|
|
translate([0,0,PuckOAL]) |
|
rotate([180,0,0]) { |
|
cylinder(d=Snout[OD],h=Lip/2,$fn=NumSides); |
|
translate([0,0,Lip/2]) |
|
cylinder(d1=Snout[OD],d2=Snout[ID],h=Lip/2,$fn=NumSides); |
|
cylinder(d=Snout[ID],h=PuckOAL,$fn=NumSides); |
|
intersection() { |
|
translate([0,0,0*Lip + Key.z/2]) |
|
cube(Key,center=true); |
|
cylinder(d=Snout[OD],h=Lip + Key.z,$fn=NumSides); |
|
} |
|
} |
|
} |
|
|
|
module MountBase() { |
|
|
|
difference() { |
|
DW660Puck(); |
|
|
|
translate([0,0,-Protrusion]) // knife holder body |
|
PolyCyl(KnifeBody[ID],2*PuckOAL,NumSides); |
|
|
|
translate([0,0,PuckOAL – KnifeBody[LENGTH]/2]) // … half of flange, loose fit |
|
PolyCyl(KnifeBody[OD] + 2*HoleWindage,KnifeBody[LENGTH],NumSides); |
|
|
|
for (i=[0:NumScrews – 1]) // clamp screws |
|
rotate(i*360/NumScrews) |
|
translate([ScrewBCD/2,0,-Protrusion]) |
|
rotate(180/8) |
|
PolyCyl(Insert[OD],2*PuckOAL,8); |
|
} |
|
} |
|
|
|
module SpringPlate() { |
|
difference() { |
|
cylinder(d=Plate[OD],h=Plate[LENGTH],$fn=NumSides); |
|
|
|
translate([0,0,-Protrusion]) // knife holder body |
|
PolyCyl(KnifeBody[ID],2*PuckOAL,NumSides); |
|
|
|
translate([0,0,Plate[LENGTH] – KnifeBody[LENGTH]/2]) // … half of flange, snug fit |
|
PolyCyl(KnifeBody[OD],KnifeBody[LENGTH],NumSides); |
|
|
|
for (i=[0:NumScrews – 1]) // clamp screws |
|
rotate(i*360/NumScrews) |
|
translate([ScrewBCD/2,0,-Protrusion]) |
|
rotate(180/8) |
|
PolyCyl(PlateGuide[OD],2*PuckOAL,8); |
|
} |
|
} |
|
|
|
//—– |
|
// Build it |
|
|
|
if (Layout == "Puck") |
|
DW660Puck(); |
|
|
|
if (Layout == "Plate") |
|
SpringPlate(); |
|
|
|
if (Layout == "Mount") |
|
MountBase(); |
|
|
|
if (Layout == "Show") { |
|
MountBase(); |
|
translate([0,0,2*PuckOAL]) |
|
rotate([180,0,0]) |
|
SpringPlate(); |
|
} |
|
|
|
if (Layout == "Build") { |
|
translate([0,Snout[OD]/2,0]) |
|
MountBase(); |
|
translate([0,-Snout[OD]/2,0]) |
|
SpringPlate(); |
|
} |