The test pieces for the Mesh Screen Frame came out a bit short:
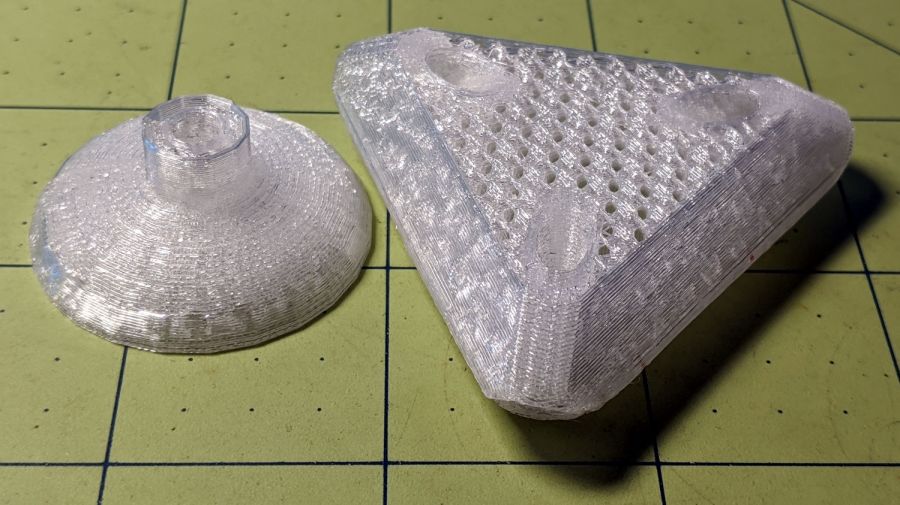
Which turned out to be the M2’s first extruder clog in a long, long time. The printer shut down normally, with no error messages, and the objects look fine as far as they go, making the diagnosis fairly simple.
Just to be sure, I verified:
- The filament fed neatly off the spool, without the sidewall
- The filament wasn’t over (or under!) size
- Both the motor shaft and the extruder drive gear turned normally
- The filament still didn’t feed with the drive gear turning
It’s worth noting I use only PETG plastic from a single supplier, so Slic3r uses set-and-forget temperature and speed values, and I manually change colors only on those rare occasions when color matters. Most clogs occur after switching from a higher- to a lower-temperature plastic (PETG to PLA), where a chunk of soft-but-not-molten plastic jams in the nozzle; not the situation here.
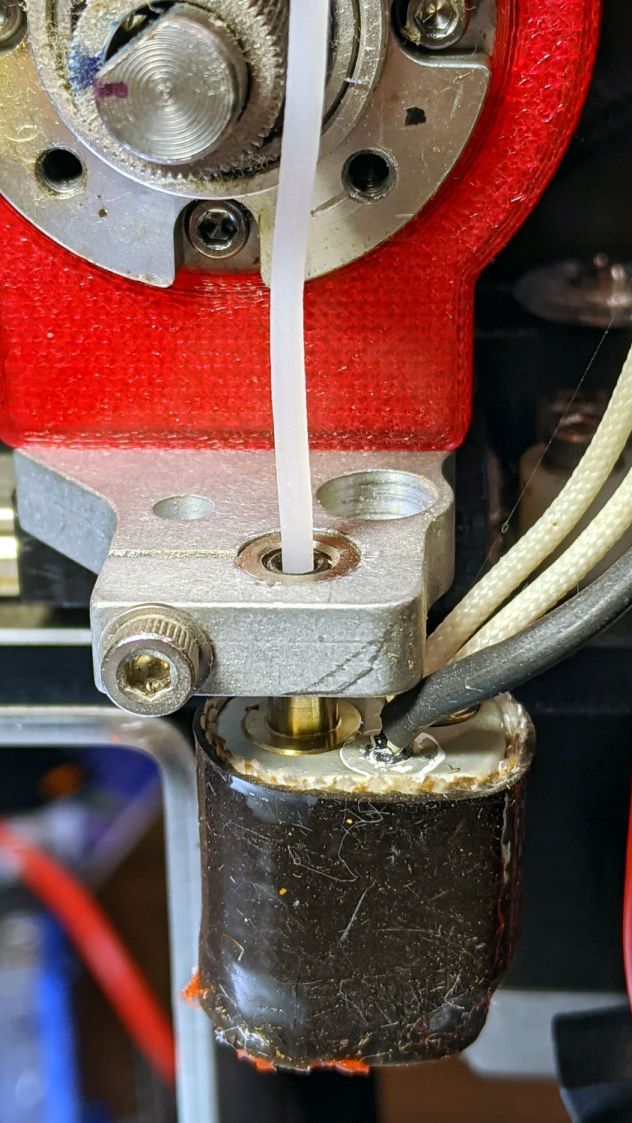
Unscrew the clamp screw enough to release the spring pressure on the idler bearing:

Undo the various screws holding the block to the drive gear housing and pull it off. The drive block looked fine, with a clear round hole along the entire filament path, so that’s not the problem.
The filament snippet sticking up out of the hot end also looked fine, apart from the expected drive gear gouge, with nice serrations below that point into the hot end. It’s the third filament from the top in this group photo:
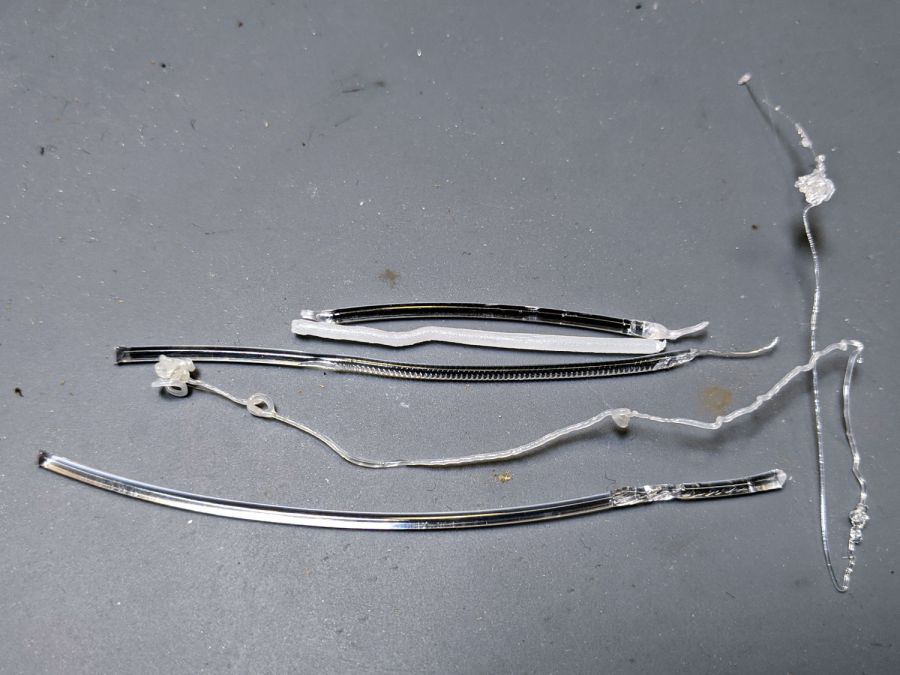
Although it’s called a “cold pull“, you can’t yank a solid hunk of plastic out of the hot end. Warming the PETG to around 200 °C and pulling the snippet out produced the long tapered end shown above.
I rammed another snippet into the hot end to bond with whatever was inside:

Which produced the top snippet above, with no particular trouble found.
Repeating the process with some nylon (?) cleaning filament:
In need of more traction, I sank a #60 twist drill into the molten plastic:

Let things cool a bit, haul it out (it’s halfway in the picture above), and we’re making progress:

I warmed the PETG-encrusted bit over a butane flame, wiped it on a shop rag to get most of the plastic off, then drilled a few holes in a hardwood block.
Note that a #60 drill (40 mil = 1 mm) is much much much larger than the nozzle hole:

The vertiginous view looks downward into a small hand-held mirror.
Although some folks swear by 0.3 mm carbide drills for nozzle cleaning, I doubt I could avoid wrecking that nice round 0.35 mm hole. The new red silicone coat has chipped from around the nozzle over the last few sessions, so it’s no longer wiping the top layer.
During all this flailing, something that might have been a glass fiber emerged from the nozzle while shoving one of those PETG snippets into the hot end. Of course, when I pried it out of the goo with tweezers, it snapped away into the clutter, never to be seen again. Despite being covered in PETG, it was a rigid sliver, rather than the gooey extruded thread. Perhaps the whisker extending from the PETG surrounding the drill bit was a similar fiber, but I didn’t notice it at the time.
One of the PETG cold warm pulls contained two brownish lumps:

This chunk doesn’t appear in the group portrait. It’s obviously been melted, measures a bit under 1.75 mm diameter, and the drive gear tooth marks show it passed through the filament drive block under motor control, most likely retraction.
Passing the Xacto Knife of Inquiry through the leftmost lump split it neatly in two. The left section:

And the right section:

In person, the sections look like granular / burned residue surrounded by clear PETG. I’d expect anything burned to come from inside the hot end, but I don’t know how those lumps would get surrounded by nice, clear PETG inside a reasonably cylindrical section with drive gear notches.
Anyhow, the clog has now Gone Away™ and the M2 extrudes just fine. I’ll declare victory and move on …
