So, while printing the first pass of the halogen lamp base, this happened:
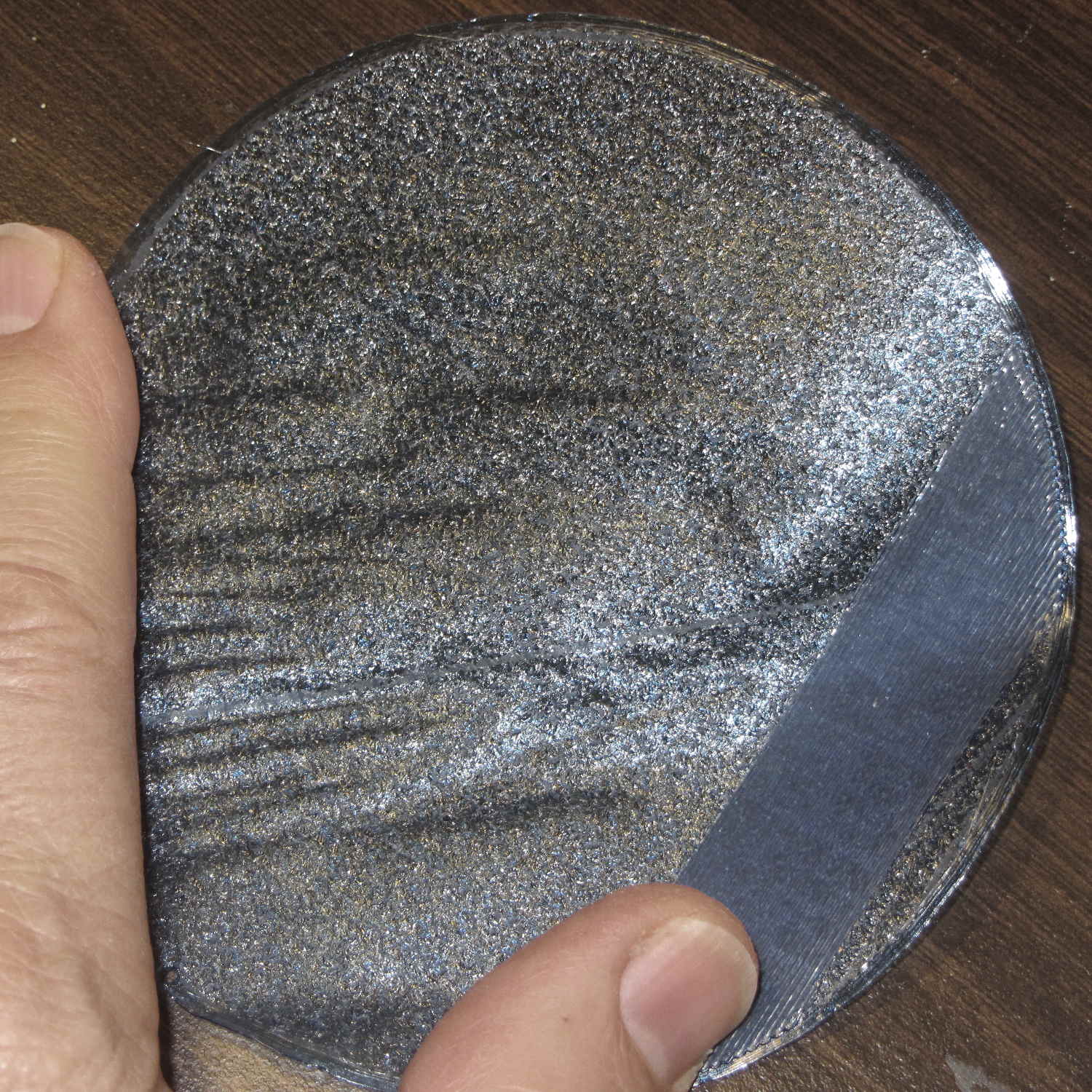
The first layer went down fine, but the filament stopped feeding after laying down the small linear patch along the right side. The wrinkles come from me peeling it off the platform while it was still hot and flexy.
Although feeding PETG at 75 mm/s for infill worked so far (I mean, sheesh, look at all the stuff I’ve made in the last year), this involved a fairly large expanse of filament and maybe, just maybe, the high flow rate cooled the nozzle enough to increase the extrusion pressure and eventually strip the filament.
I shoved the filament hard enough to get it feeding again, bumped the extrusion temperature to 260 °C and started another print, whereupon things went swimmingly for the first 12.2 mm. Alas, the filament jammed again, just below the top of the hole for the USB adapter, where you see the odd line in the middle of the finished base:
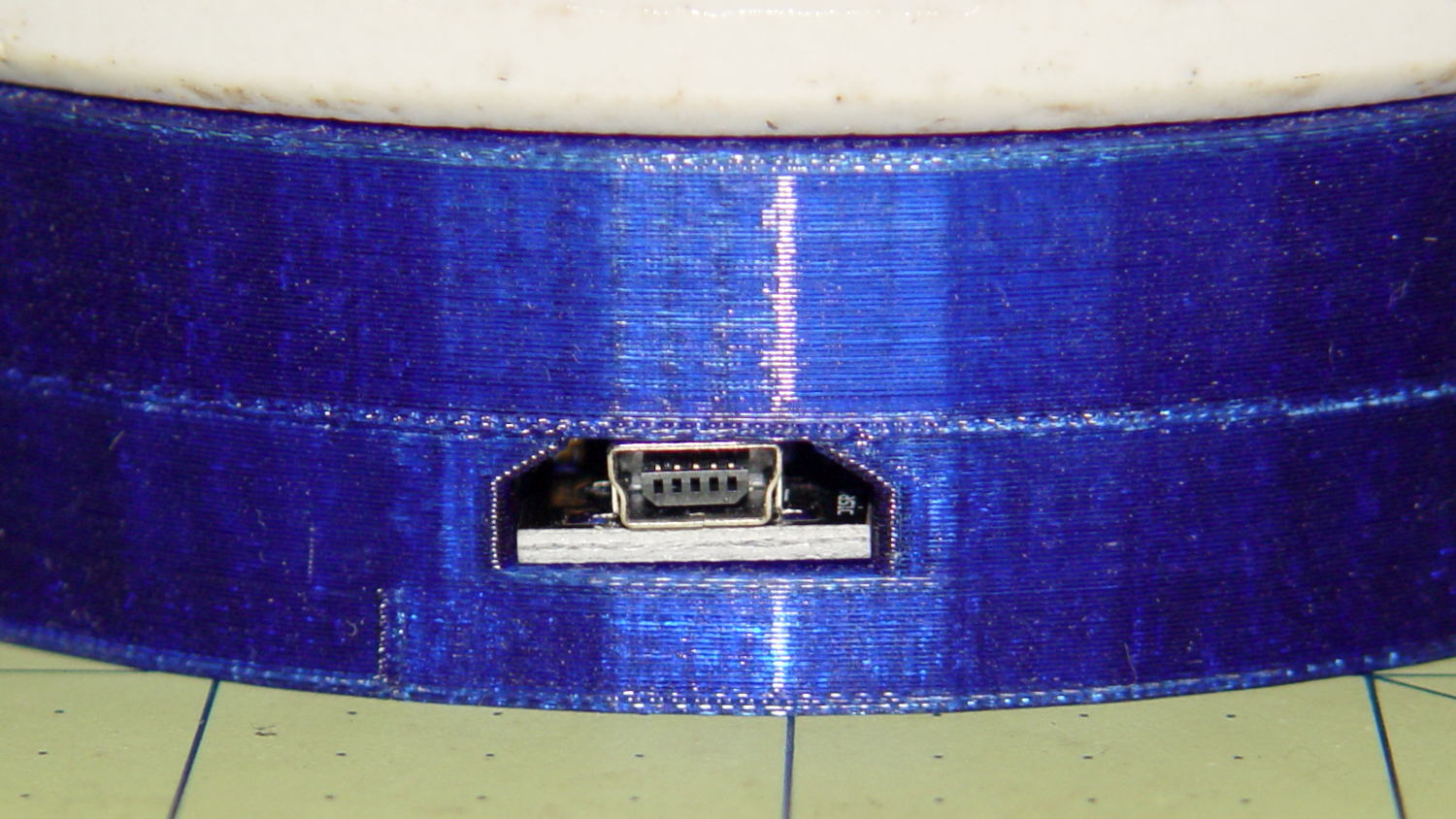
Because it’s now printing a relatively thin cylinder at relatively slow speeds (less infill per perimeter), the “feeding too fast” argument falls flat on its face: obviously, something else is wrong.
Removing the fans showed a bit of plastic on the drive gear teeth, but nothing too terrible:
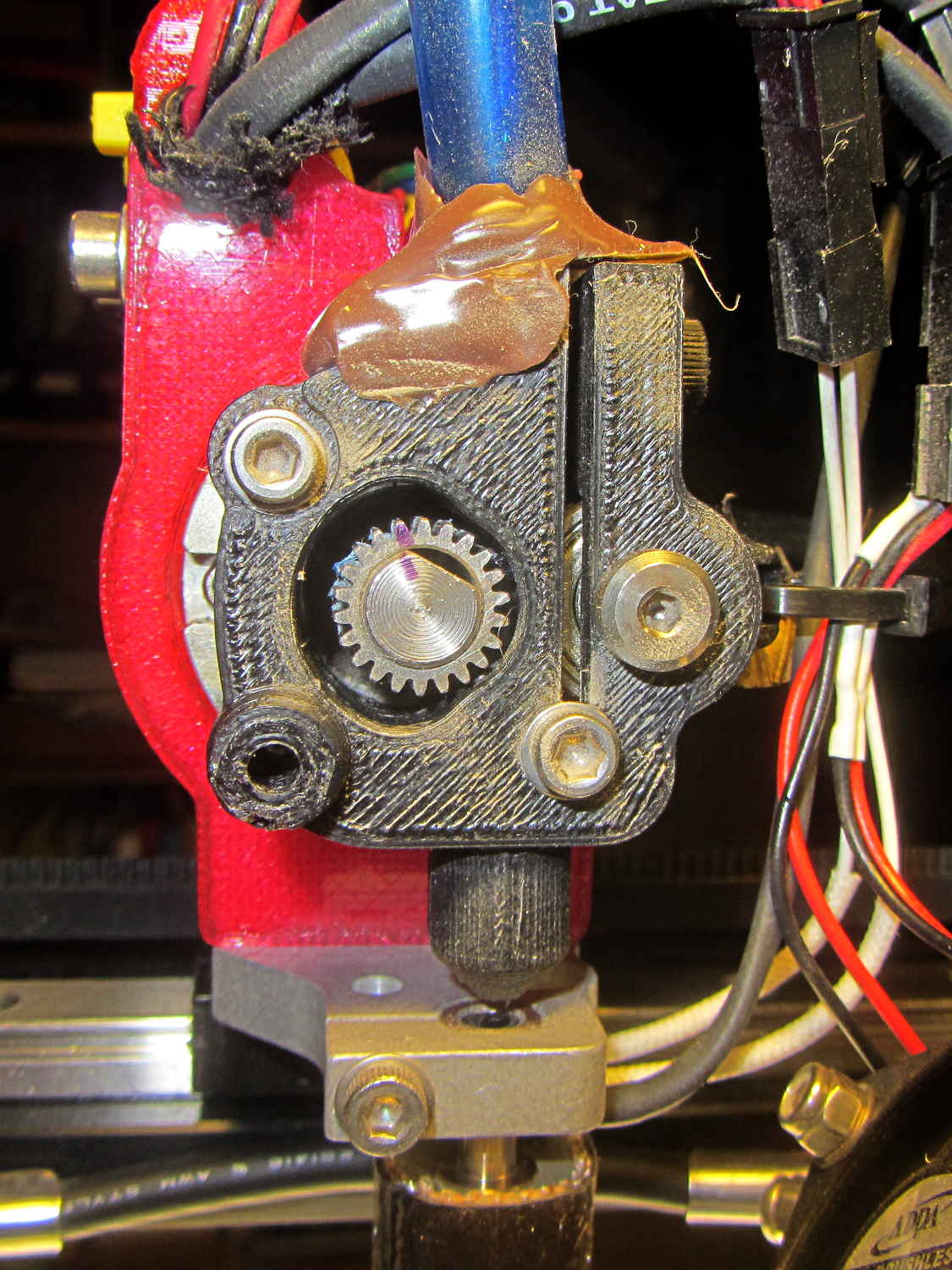
The witness mark on the planetary gearbox output shaft still lines up with the mark on the gear, so the tiny grub screw hasn’t come loose. Note the slight misalignment between the bottom of the filament drive and the hot end inlet; I’ve already snipped the filament and done some retraction.
A small struggle involving needle nose pliers dragged this classic gouged filament from the drive:

This spool of PETG filament started out at 1.70 mm, but this section measures 1.80 mm. That’s at the high end of the ±0.05 mm tolerance around the nominal 1.75 mm, but, frankly, I don’t take the tolerance too seriously.
Undamaged filament from the spool didn’t push smoothly through the drive, so I reamed out the entire path with a 2 mm drill (actually, a #46 drill = 2.05 mm). I don’t recall if I did that before mounting the drive, but even if I did, I’d expect some crud and distortion to accumulate after a while; it’s been running without much attention since last March.
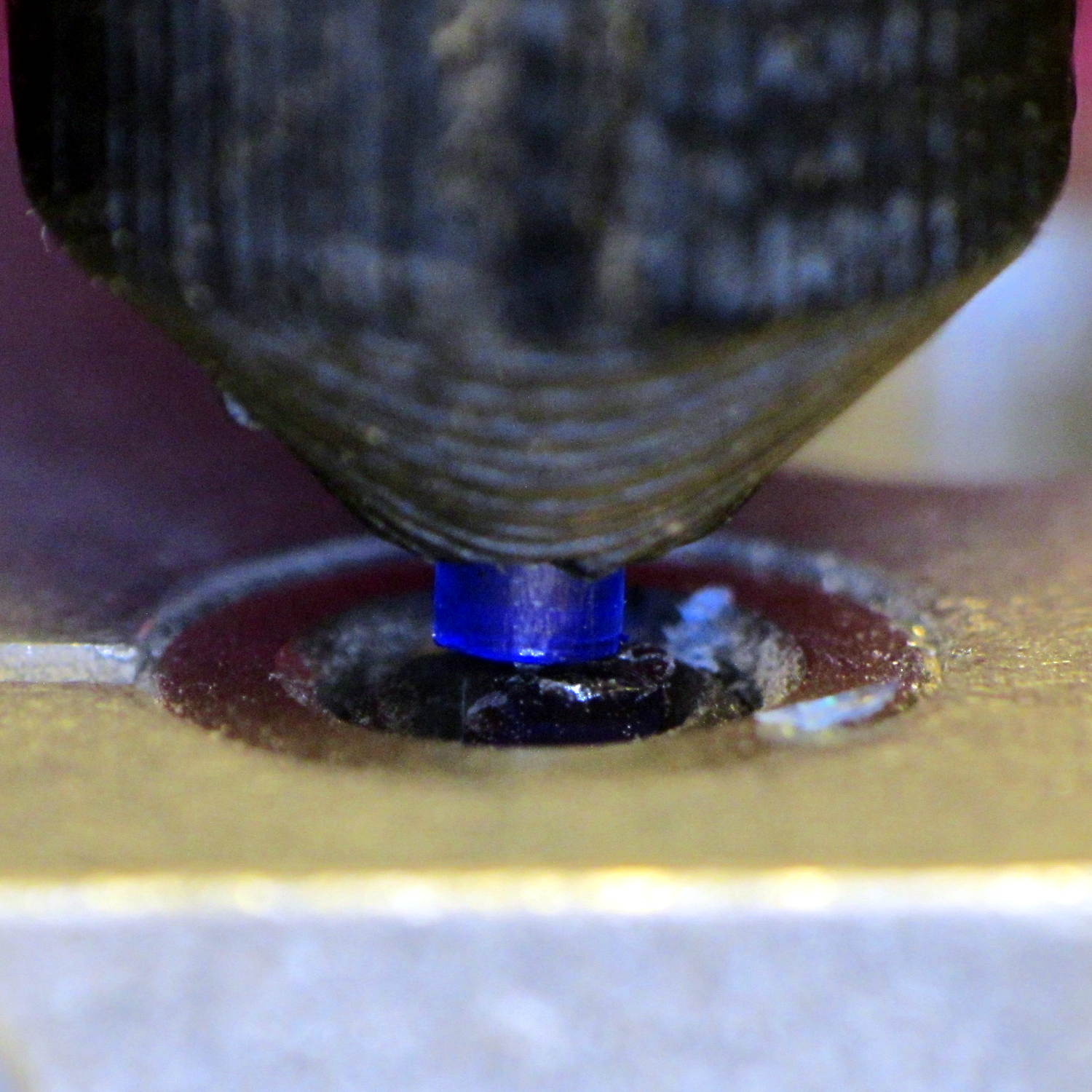
Reassembling the drive and feeding the filament to just above the hot end showed a slight misalignment:
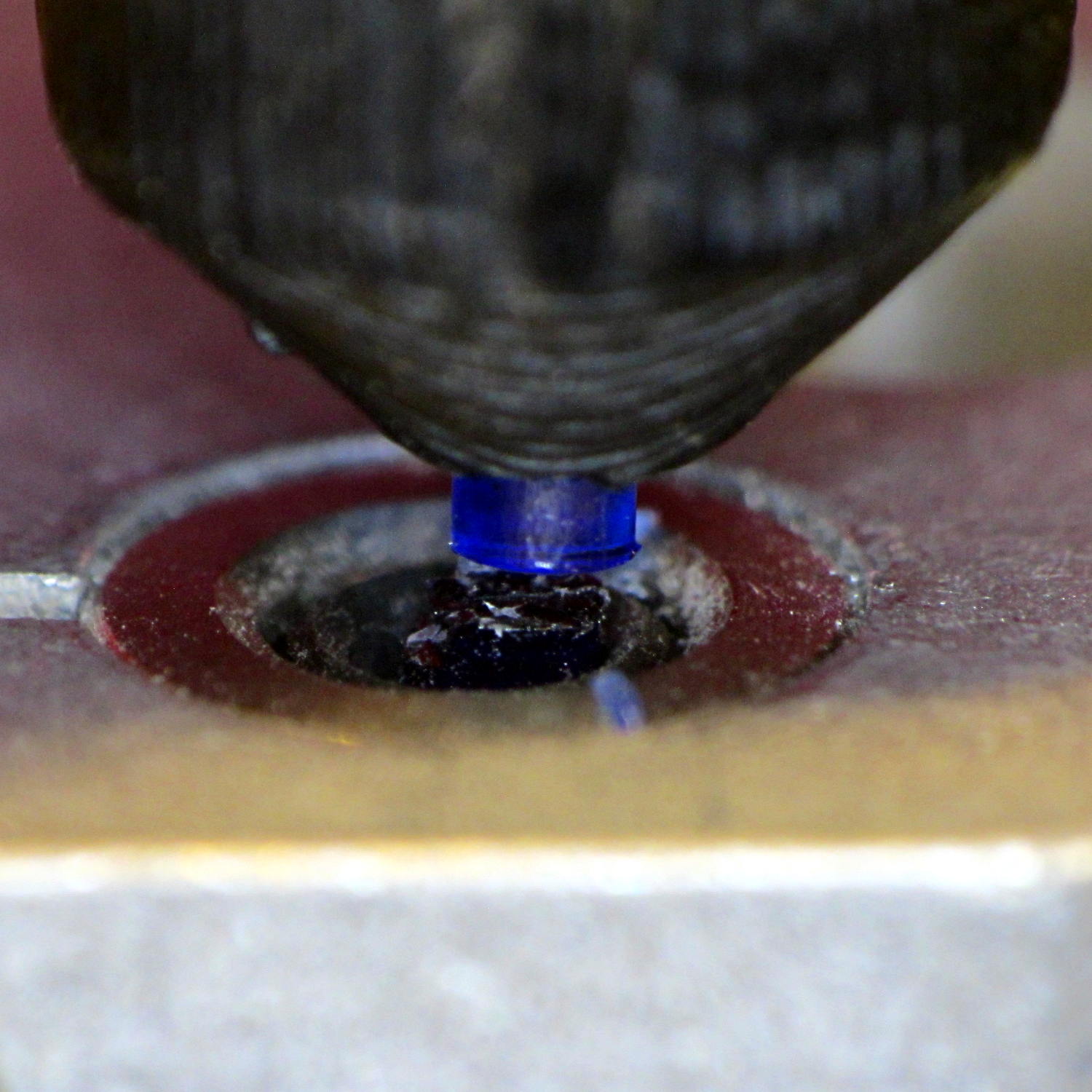
I cured that by loosening the screws and rotating the whole drive slightly clockwise:
Viewed from the side, the drive positions the filament slightly too far to the rear:
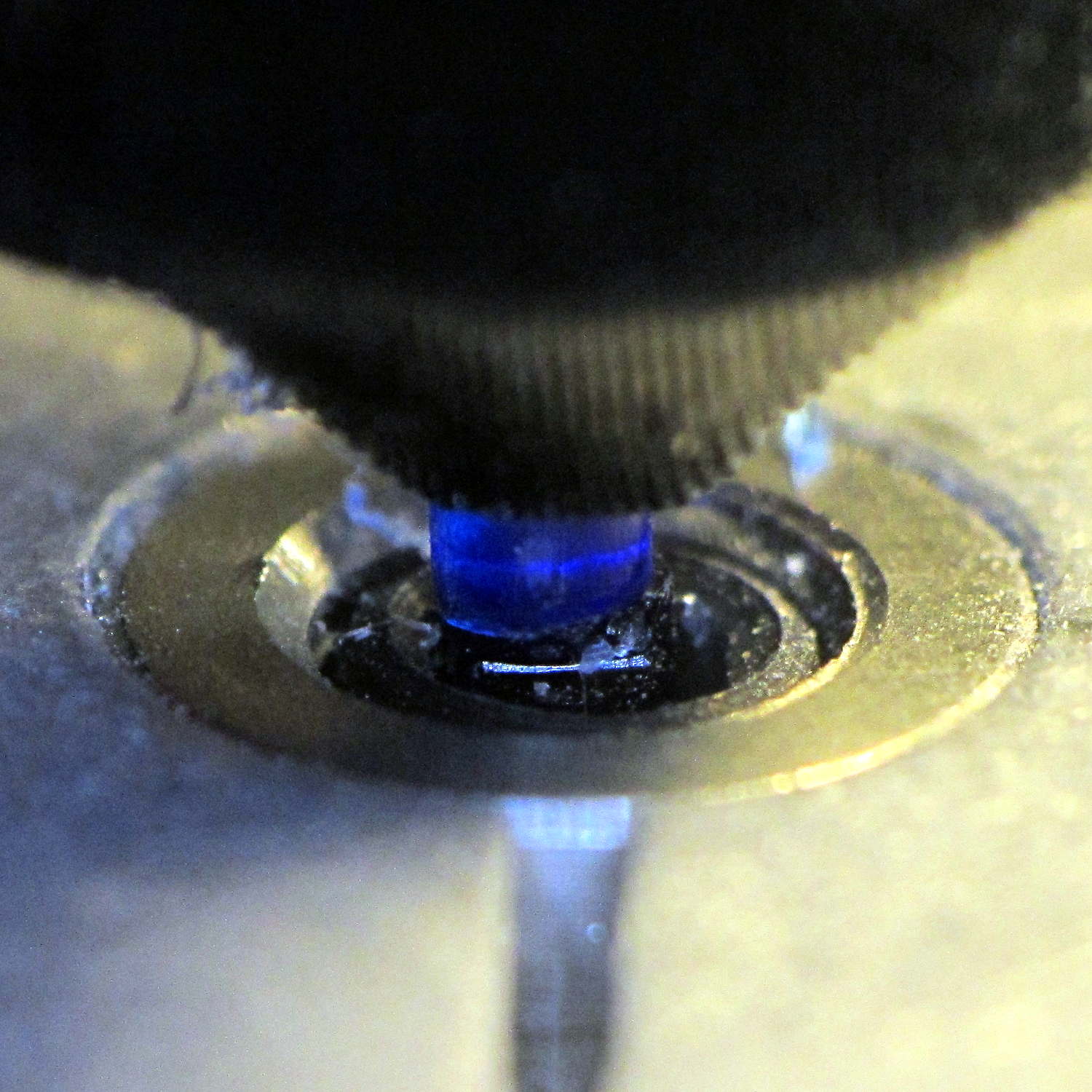
I didn’t (think to) check if the hole in the snout has become bellmouthed, but it wouldn’t take much. In any event, the filament fed into the hot end without incident, so maybe there’s enough slop to cover that misalignment. Maybe I should add a small shim behind the drive?
With the filament drive working again, I had Slic3r chop the bottom off the solid model of the lamp base and create the G-Code for just the top section, which printed without any problem at all.
I drilled eight holes in the bottom surface of the new ring, slobbered epoxy around the ring and tucked it into the holes, used a pair of brass rods to align the two parts, and clamped them together while the epoxy cured:
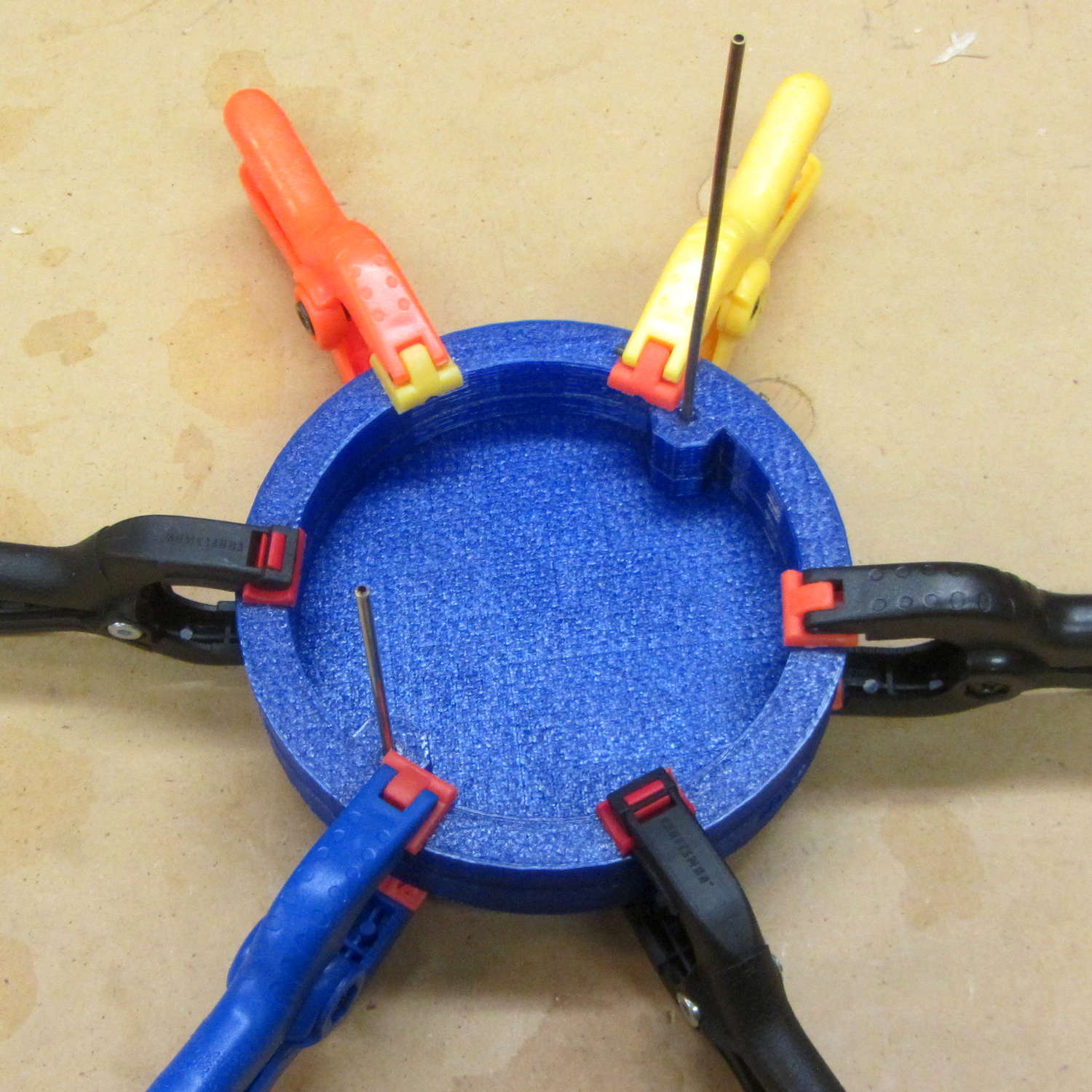
I should be using black PETG anyway, so we’ll call this one a prototype and move on.
So that’s where the line came from…

Comments
3 responses to “Filament Drive Jam”
I’ve had many mysterious feeder jams early on when first trying to print ABS. Usually filament would deform between drive gear and bowden tube inlet even when I shortened that path to only a few milimeters, As it deformed into a pretzel it usually made a mess of destroyed filament requiring to disassemble the whole feeder. This mostly happened with ABS which back then I printed too cold.
Culprit turned out to be feeder stepper motor with directly mounted drive gear. As the whole thing was thermally coupled, gear heated up during use and softened the filament just enough to cause a lot of cursing on my part.
Fix was simple, add the first fan from the box-of-shitty-fans over the drive gear, and then everything just worked.
These days I’m using the H3 feeder (http://www.thingiverse.com/thing:27626) which decouples drive gear from motor heat so the fan is back in the box. H3 works great and my customized version uses only off the shelf parts, but it makes a whole lot more noise then my old ungeared feeder made from wood – especially while retracting. I intend to return to ungeared design at some point alas day only has so many hours.
On the (mostly) unrelated topic… first silicone shoe is ready for testing. It cured about 4 days in the mold, and then two more weeks after demolding so any acetoxy from the RTV silicone should be gone by now. That’s important (I’m told) because acetic acid forms from acetoxy during the curing process and will happily react with copper in the wires, and aluminum in the heater block. I’ll post results with pictures if the testing goes well :)
Ah, yes, the good old “hot stepper” gotcha! Makerbot pioneered that problem… [grin]
[…] setting in Slic3r every now & again as the printer gradually works through the spool, but, with one exception, this cyan PETG has been quite consistent and my tweaks didn’t really amount to […]