Something Went Wrong during the elaborate dance my M2 goes through to home all three axes, resulting in the platform heater connector whacking the nozzle from the rear, the nozzle dragging off the platform to the right, and then jamming on the edge of the too-high platform on the way back. As nearly as I can tell, the command to lower the platform before doing anything else didn’t happen, after which things slid rapidly downhill.
There are disadvantages to having powerful motors and rigid machinery, but in this case the advantages outweigh them. You should browse Youtube’s collection of CNC mishaps to see what a real machine tool crash looks like.
I think that’s the second time the thing has misbehaved, so it’s doing OK. I have seen a few instances where the firmware doesn’t obey the acceleration limits, but I don’t have any way to verify what happened. If the Z-axis motor stalled while lowering the platform, that would explain everything; that same G-Code has worked flawlessly for nearly a year.
After realigning the extruder motor and checking that the hot end hadn’t gotten dislodged, I ran off a thinwall open box that showed the extruder was about 0.1 mm lower than before. That called for a tweak to the G92 setting in the startup G-Code that defines the offset between the two.
After that, I figured it would be a Good Idea to check the platform leveling, so I arranged five boxes on the platform:
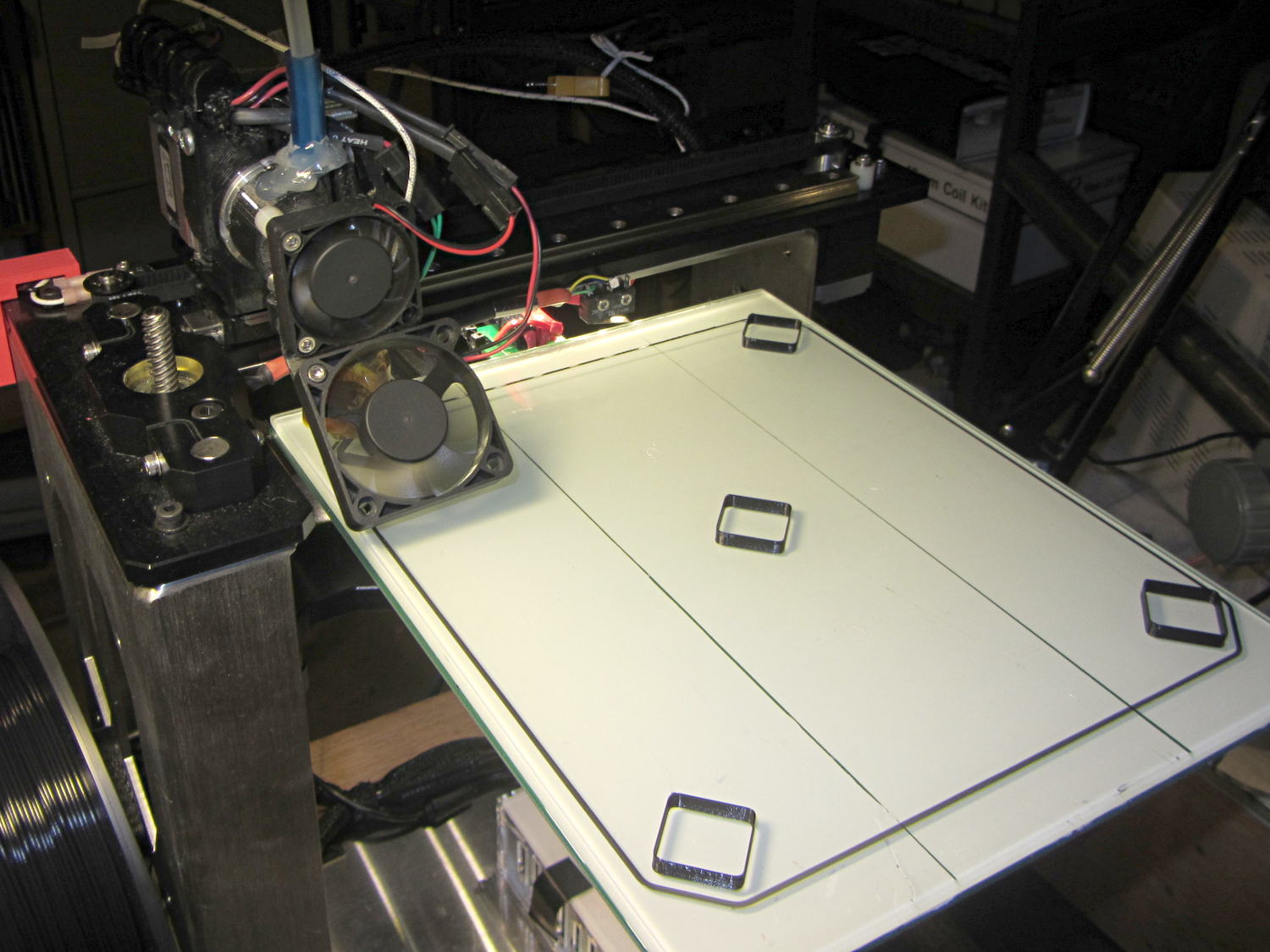
About 8 minutes later, I had the five values at the top of this scratch paper:
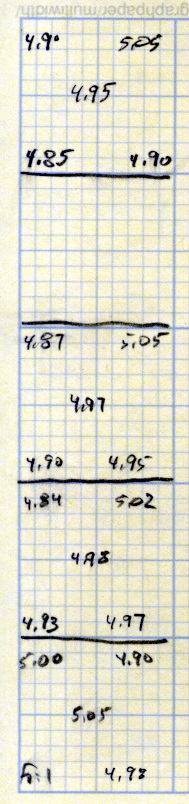
Tweaking the three leveling screws under the platform and iterating with more boxes eventually got the platform aligned to about ±0.07 mm across the 200×250 mm platform diagonal; supper got in the way of repeating the last test. The bird’s nest failure of the left-front box in that test looked like an adhesion problem; in the heat of it all, I built four sets of thinwall boxes on exactly the same spots without renewing the hairspray coating.
Measuring the skirt and box heights suggested a bit of adjustment to the initial Z offset. A static measurement comes pretty close, but the actual results are what matters.
I’ll recheck the alignment at some point, but for now it’s back in operation…
Bonus: more tchotchkes to hand out at the next OpenSCAD class!

The current startup G-Code from Slic3r’s configuration:
;-- Slic3r Start G-Code for M2 starts -- ; Ed Nisley KE4NZU - 15 Nov 2013 ; 28 Feb 2014 tweak Z offset ; Z-min switch at platform, must move nozzle to X=130 to clear M140 S[first_layer_bed_temperature] ; start bed heating G90 ; absolute coordinates G21 ; millimeters M83 ; relative extrusion distance G92 Z0 ; set Z to zero, wherever it might be now G1 Z10 F1000 ; move platform downward to clear nozzle; may crash at bottom G28 Y0 ; home Y to be sure of clearing probe point G92 Y-127 ; set origin so 0 = center of plate G28 X0 ; home X G92 X-95 ; set origin so 0 = center of plate G1 X130 Y0 F30000 ; move off platform to right side, center Y G28 Z0 ; home Z with switch near center of platform G92 Z-4.40 ; set origin to measured z offset G0 Z2.0 ; get air under switch G0 Y-127 F10000 ; set up for priming, zig around corner G0 X0 ; center X M109 S[first_layer_temperature] ; set extruder temperature and wait M190 S[first_layer_bed_temperature] ; wait for bed to finish heating G1 Z0.0 F500 ; plug extruder on plate G1 E25 F300 ; prime to get pressure, generate blob G1 Z5 F2000 ; rise above blob G1 X15 Y-125 F30000 ; jerk away from blob, move over surface G1 Z0.0 F1000 ; dab nozzle to attach outer snot to platform G4 P1 ; pause to attach G1 X35 F500 ; slowly smear snot to clear nozzle G1 Z1.0 F2000 ; clear bed for travel ;-- Slic3r Start G-Code ends --

Comments
2 responses to “Makergear M2: Extruder Crash”
Do nozzles get damaged in these cases or just damaged build plates?
All of the above; one aluminum plate for the TOM has a nasty gouge and the old 0.4 mm nozzle got pretty well scuffed up, although the orifice was still OK. Most of the nozzle damage accumulated from whacking gadgetry above the platform surface, so the PTFE coating took a real beating:
The dinky little orifice probably can’t withstand a direct hit from the side, but it slid across the glass plate without deforming and dropped over the edge. Then the glass platform took a broadside hit from the wrench flats on the nozzle, which is pretty much blunt force trauma. Not a good story, but a reasonably happy ending…