Ed Nisley's Blog: Shop notes, electronics, firmware, machinery, 3D printing, laser cuttery, and curiosities. Contents: 100% human thinking, 0% AI slop.
The extension surfaces on the Sears sewing table in the Basement Sewing Room unfold from the top, leaving the hinges exposed:
Sears Sewing Table – hinge
Alas, quilts snag on the squared-off ends of the hinges, a situation that is not to be tolerated…
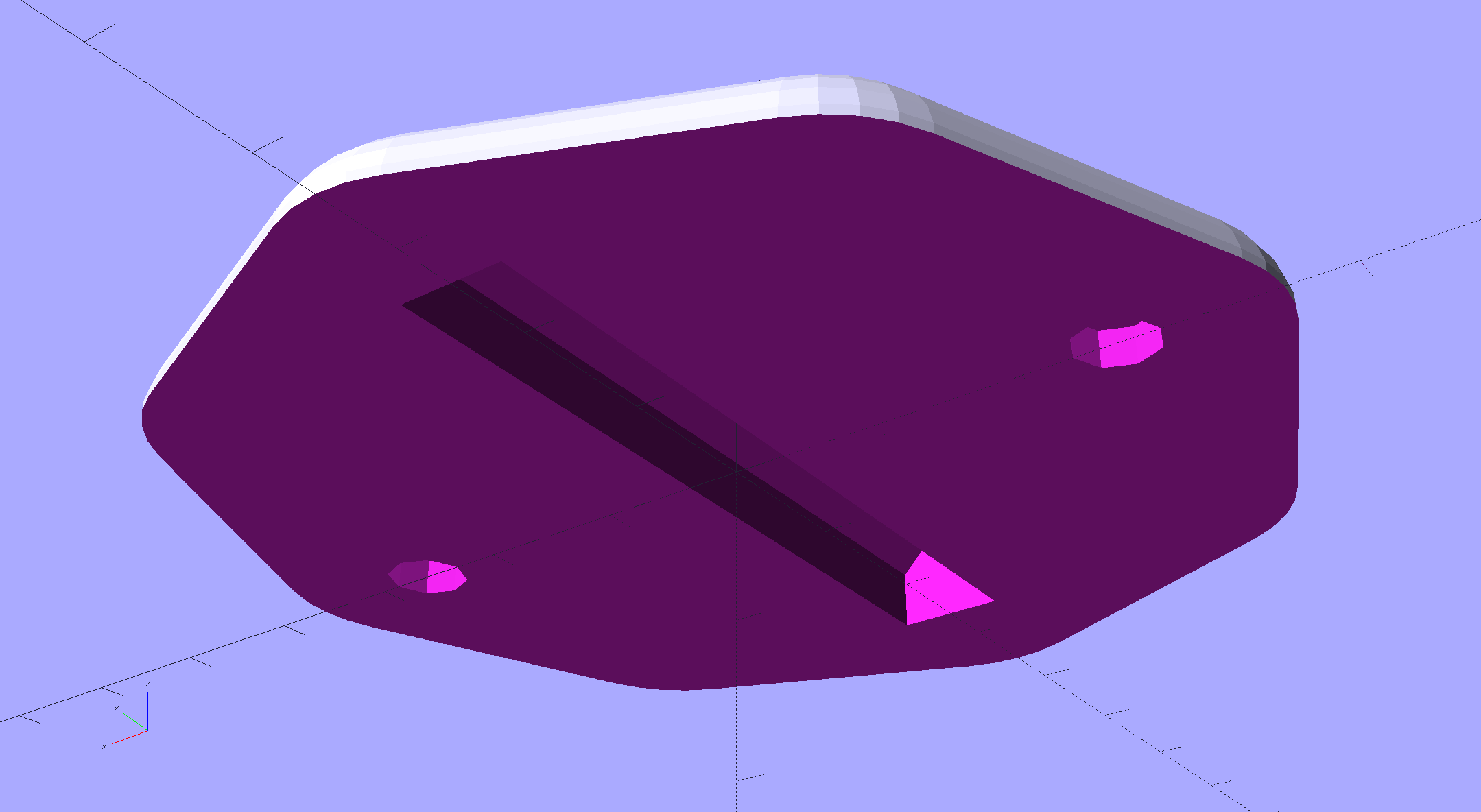
This protective cap isn’t as small as we’d like, but it must be that thick to cover the hinge, that long to cover the squared-off ends, and that wide for symmetry:
Sears Sewing Table Hinge Cover – solid model
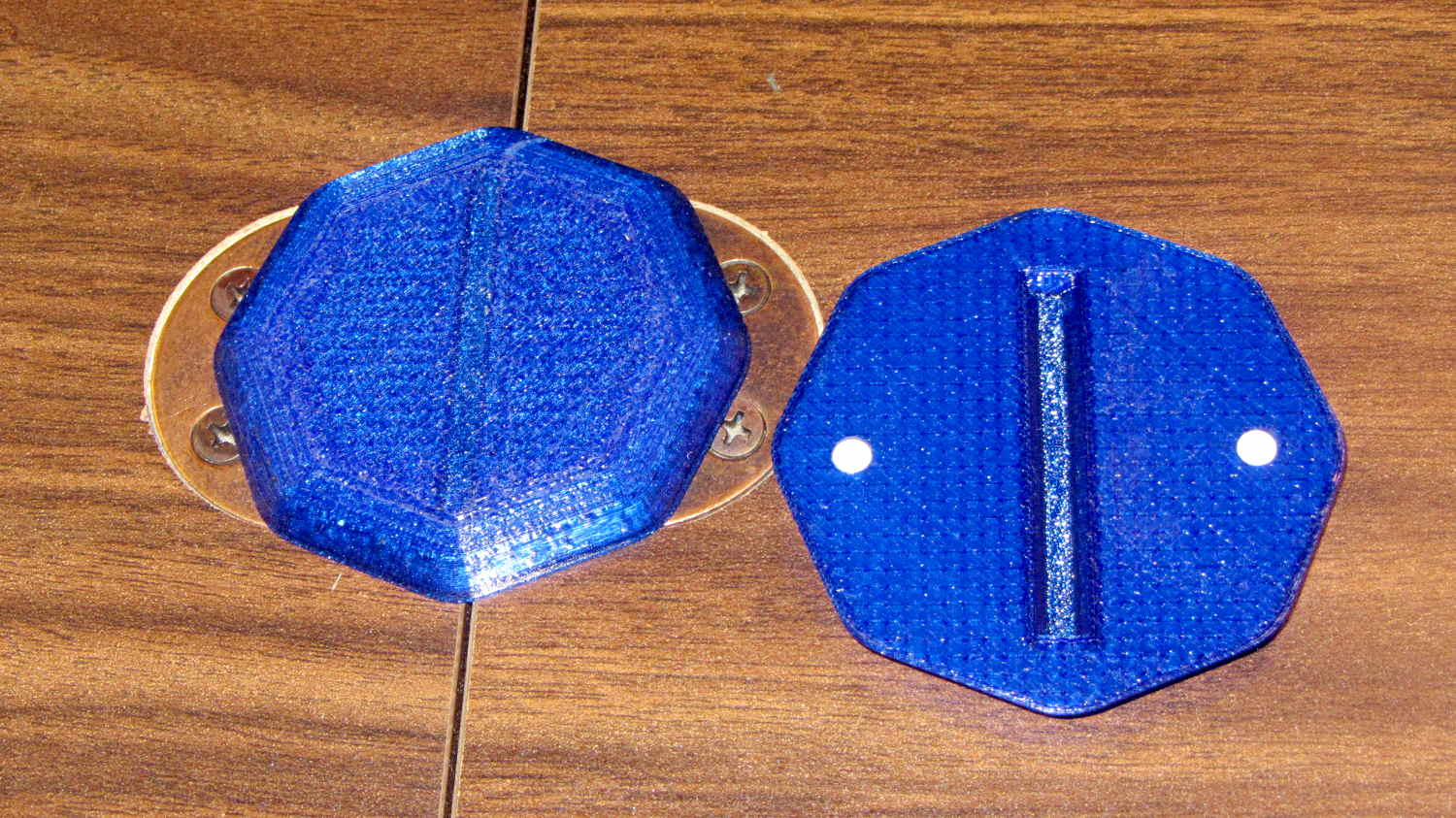
Two neodymium magnets fit in the holes and secure the cover to the all-steel “bronzed” hinges:
Sears Sewing Table – hinge covers
We’re not sure how well that will work in the long term, but early returns seem promising.
It could be slightly narrower left-to-right and maybe fewer vertices should be oriented differently.
This file contains hidden or bidirectional Unicode text that may be interpreted or compiled differently than what appears below. To review, open the file in an editor that reveals hidden Unicode characters.
Learn more about bidirectional Unicode characters
Mary wanted an opening in the front of the Darning Foot I didn’t modify the last time around, so I grabbed it in a machinist’s vise, grabbed that in the bench vise, and freehanded a Dremel slitting saw:
Darning Foot – saw-cut foot
A bit of file work and it looks pretty good, although neither of us like the blurred-from-the-factory red lines:
Darning Foot – opened foot
This one retains the pin that lifts it as the needle rises, so it’s a hopping foot.
At some point along the way, the bright yellow washer (they call it a “spacer”) on Mary’s 60 mm Olfa rotary cutter went missing. A casual search suggests that replacement washers come directly from Olfa after navigating their phone tree, but …
Judging from scuffs on the rear surface, the washer serves two purposes:
Hold the blade close to the handle against slightly misaligned cutting forces
Add more compression to the wave washer under the nut
This model is much more intricate than the stock washer:
Olfa Rotary Cutter – backing washer
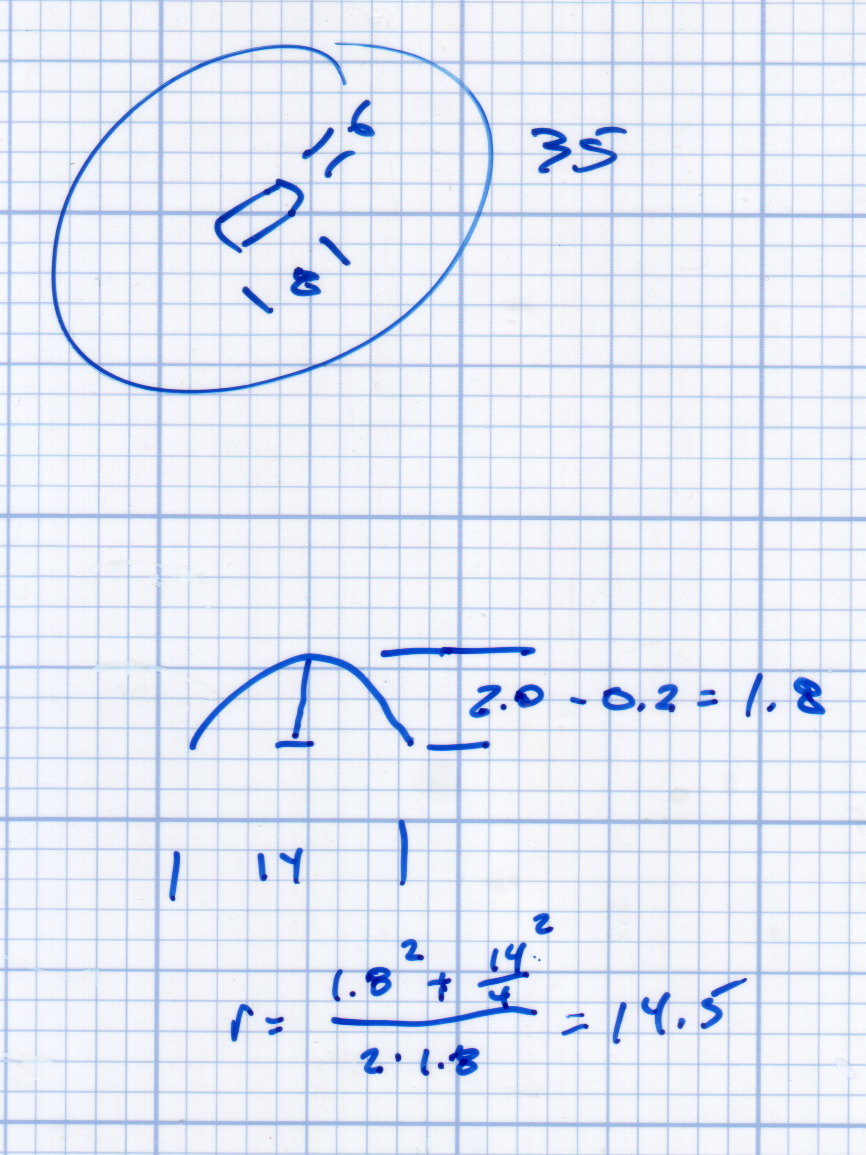
The trench across the middle of the thicker part allows a wider compression adjustment range for the wave washer and provides more thread engagement at the lightest setting for my liking. The shape comes from the chord equation based on measurements of the wave washer:
Olfa Rotary Cutter – washer doodles
The wave washer keys on the bolt flats: the whole affair rotates with the blade and gives the nut no inclination to unscrew. If you remove the trench, the remaining hole has the proper shape to key on the bolt and rotate with it; with the trench in place, the wave washer’s sides haul the plastic washer along with it.
The plain ring, just two threads thick, glues bottom-to-bottom on the thicker part to soak up the air gap and provide more blade stability. It’s not entirely clear that’s a win; it’s easy to omit.
It looks about like you’d expect:
Olfa Rotary Cutter – washer in place
The wave washer must go on the bolt with the smooth curve downward into the trench. That orientation that wasn’t enforced by the Official Olfa spacer washer’s smooth sides.
The nut sits upside-down to show the face that normally sits against the wave washer. I’d lay long odds that the recess around the threads originally held a conical compression spring with a penchant for joining the dust bunnies under the sewing table. You can insert the wave washer the wrong way, but it doesn’t store enough energy to go airborne unless you drop it, which did happen once with the expected result.
This file contains hidden or bidirectional Unicode text that may be interpreted or compiled differently than what appears below. To review, open the file in an editor that reveals hidden Unicode characters.
Learn more about bidirectional Unicode characters
Mary started doing “ruler quilting” that involves sewing seams aligned with templates, only to find that the thumbscrew holding the (modified) presser foot obscures the view to the left of the needle:
Kenmore Model 158 – OEM Presser Foot Screw
The screw looked to be 6-32 and I wanted to use a socket head cap screw, but thread turns out to be 6-40. Having previously bought the Brownell’s Fillister Head Screw Assortment specifically to solve that problem, all I had to do was cut the screw to length:
Kenmore Model 158 – Small Presser Foot Screw
The washer epoxied to the screw provides a bit more bearing surface.
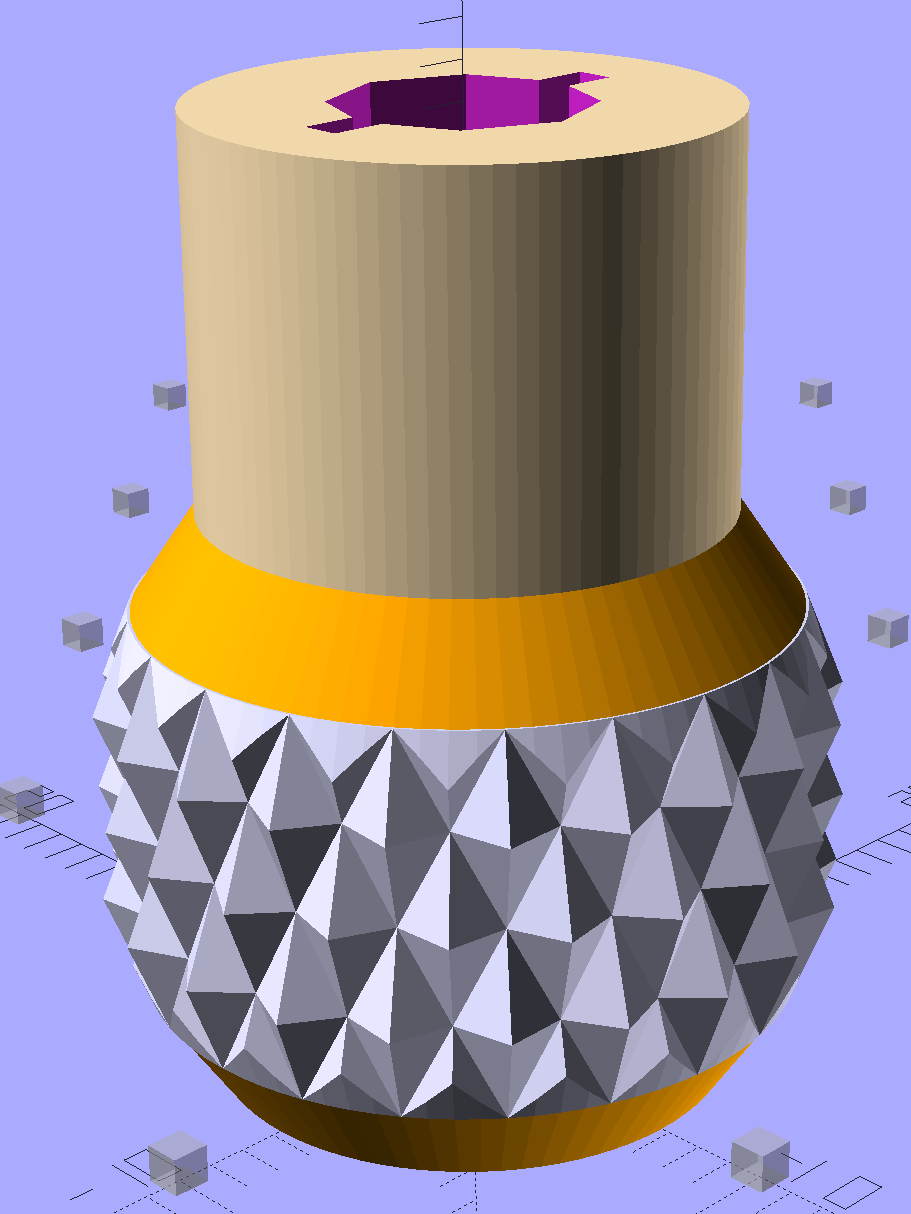
Rather than putz with a screwdriver, this handle locates itself around the screw head; turn until the blade clicks into the screw slot, then tighten or loosen as needed:
Kenmore Model 158 – Presser Foot – Driver and Screw
The slot holds a chunk of spring steel (barely visible in the driver’s snout in group photo above) that accounts for the fat shaft around the screw head:
Presser Foot Screw Driver – top – Slic3r
I think the shaft could be a few millimeters narrower, but a bit of meat around the ends of the blade will support it against the torque.
The screw head slot is about 1 mm and the blade is 0.75 mm. I chopped the blade to fit by whacking the spring with a poorly tempered cold chisel, then flexing across the impact line until it broke. That chisel needed sharpening anyhow.
A dab of epoxy along the slot edges holds the blade in place. I inserted it flush with the top of the socket, then lined up the screw and pushed, with the steel bottomed out in the screw head and riding down for a perfect fit.
Then it’s all good!
The OpenSCAD source code:
// Presser Foot Screw Driver for Kenmore Model 158
// Ed Nisley - KE4ZNU - December 2015
use <knurledFinishLib_v2.scad>
//- Extrusion parameters must match reality!
// Print with 2 shells and 3 solid layers
ThreadThick = 0.20;
ThreadWidth = 0.40;
HoleWindage = 0.3; // extra clearance to improve hex socket fit
Protrusion = 0.1; // make holes end cleanly
inch = 25.4;
//----------------------
// Dimensions
SocketDia = 5.75; // generous fit on 6-40 fillister screw head
SocketDepth = 3.2;
Blade = [9.0,1.0,ceil(SocketDepth + 5)]; // inserted metal driver blade
echo(str("Blade: ",Blade));
ShaftDia = 1.5*Blade[0]; // un-knurled section diameter
ShaftLength = 10.0; // ... length
KnurlLen = 10.0; // length of knurled section
KnurlDia = 18.0; // ... diameter at midline of knurl diamonds
KnurlDPNom = 30; // Nominal diametral pitch = (# diamonds) / (OD inches)
DiamondDepth = 1.0; // ... depth of diamonds
DiamondAspect = 2; // length to width ratio
KnurlID = KnurlDia - DiamondDepth; // dia at bottom of knurl
NumDiamonds = ceil(KnurlDPNom * KnurlID / inch);
echo(str("Num diamonds: ",NumDiamonds));
NumSides = 4*NumDiamonds; // 4 facets per diamond
KnurlDP = NumDiamonds / (KnurlID / inch); // actual DP
echo(str("DP Nom: ",KnurlDPNom," actual: ",KnurlDP));
DiamondWidth = (KnurlID * PI) / NumDiamonds;
DiamondLenNom = DiamondAspect * DiamondWidth; // nominal diamond length
DiamondLength = KnurlLen / round(KnurlLen/DiamondLenNom); // ... actual
TaperLength = 0.50*DiamondLength;
KnobOAL = 2*TaperLength + KnurlLen + ShaftLength;
//----------------------
// Useful routines
module PolyCyl(Dia,Height,ForceSides=0) { // based on nophead's polyholes
Sides = (ForceSides != 0) ? ForceSides : (ceil(Dia) + 2);
FixDia = Dia / cos(180/Sides);
cylinder(r=(FixDia + HoleWindage)/2,
h=Height,
$fn=Sides);
}
module ShowPegGrid(Space = 10.0,Size = 1.0) {
Range = floor(50 / Space);
for (x=[-Range:Range])
for (y=[-Range:Range])
translate([x*Space,y*Space,Size/2])
%cube(Size,center=true);
}
//- Build it
ShowPegGrid();
difference() {
union() {
render(convexity=10)
translate([0,0,TaperLength]) // knurled cylinder
knurl(k_cyl_hg=KnurlLen,
k_cyl_od=KnurlDia,
knurl_wd=DiamondWidth,
knurl_hg=DiamondLength,
knurl_dp=DiamondDepth,
e_smooth=DiamondLength/2);
color("Orange") // lower tapered cap
cylinder(r1=ShaftDia/2,
r2=(KnurlDia - DiamondDepth)/2,
h=(TaperLength + Protrusion),
$fn=NumSides);
color("Orange") // upper tapered cap
translate([0,0,(TaperLength + KnurlLen - Protrusion)])
cylinder(r2=ShaftDia/2,
r1=(KnurlDia - DiamondDepth)/2,
h=(TaperLength + Protrusion),
$fn=NumSides);
color("Moccasin") // cylindrical extension
translate([0,0,(2*TaperLength + KnurlLen - Protrusion)])
cylinder(r=ShaftDia/2,h=(ShaftLength + Protrusion),$fn=NumSides);
}
translate([0,0,(KnobOAL - SocketDepth + Protrusion)])
PolyCyl(SocketDia,(SocketDepth + Protrusion),8); // screw head socket
translate([0,0,KnobOAL - (Blade[2] - Protrusion)/2])
cube(Blade + [0,0,Protrusion],center=true);
}
I’d rounded the end of that steel rod, it stands behind the sewing machine, and blah blah blah. He was right: it needed a bead. That’s a fancy one pilfered from our Larval Engineer’s stash, held in place by a blob of fast-cure epoxy.
Selah.
The safety pin atop the bobbin on the left spool pin feeds the thread into the machine’s upper thread guide at the proper angle to make it all work; a direct line from the spool holder hook isn’t quite right.
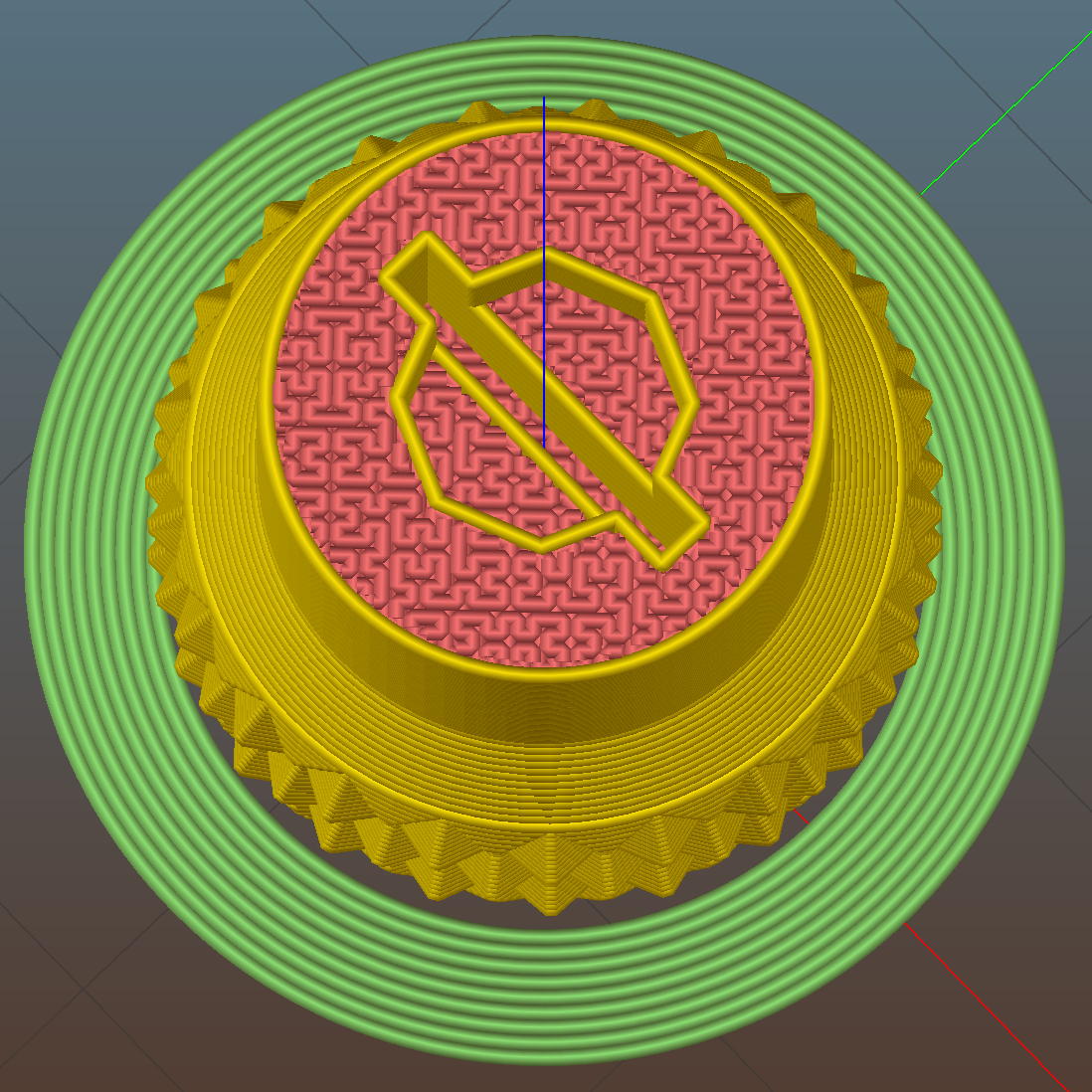
Large quilting projects require lots of thread, beyond the capacity of the previous spool adapter, so we came up with a different solution:
Large spool holder
These are cheap & readily available from the usual sources, but recent reviews indicate that the “metal” base has become plastic and the build quality isn’t anything to rejoice over. My feeling is that if it’s going to become a shop project anyway, I should just conjure something suitable from the heap.
The base is a random plastic project box that came with a flimsy sheet-steel top, which I replaced with a rectangle of 0.1 inch = 2.5 mm aluminum plate for more heft. The box is filled with 1.5 pounds of wheel weights, so it’s not going anywhere on its own. The silicone rubber feet probably don’t add much to the project, but why not use ’em?
The feed hook started life as copper-flashed welding filler rod, smooth to the thread and pleasant to the eye, sitting in a hole drilled into a stainless steel 10-32 screw. It’s long enough to feed the thread just above the Kenmore’s top surface. A hook works better than an eyelet: just pass the thread over the hook and you’re done.
The central shaft is a wood dowel, shaped & sanded on the (metal) lathe, held in place by another 10-32 screw. Inside the spool sits a length of “3/4 inch” CPVC pipe (ID = 0.7 inch, OD = 0.875 inch, gotta love those plumbing measurements) that’s a sloppy fit in the just-over 1 inch spool ID.
The smaller spools fit directly on the dowel, perhaps atop the CPVC sleeve.
This seems to work OK, but I’m going to trim the dowel down to just over the length of the spool, so the thread will feed without touching the wood. I thought stacking the smaller spools atop the CPVC sleeve made sense, but that turned out to not be the case.
Took about an hour to conjure with found materials and without a hint of 3D printing…
The user community asked for toned-down buttons, in place of my rather garish color scheme. A bit of twiddling with the Hue parameter produced these buttons:
Kenmore 158 UI – Pastel Buttons
Which look pretty good in context:
Kenmore 158 UI – Pastel buttons
The Bash script, which includes Unicode characters that may confuse your browser: