Ed Nisley's Blog: Shop notes, electronics, firmware, machinery, 3D printing, laser cuttery, and curiosities. Contents: 100% human thinking, 0% AI slop.
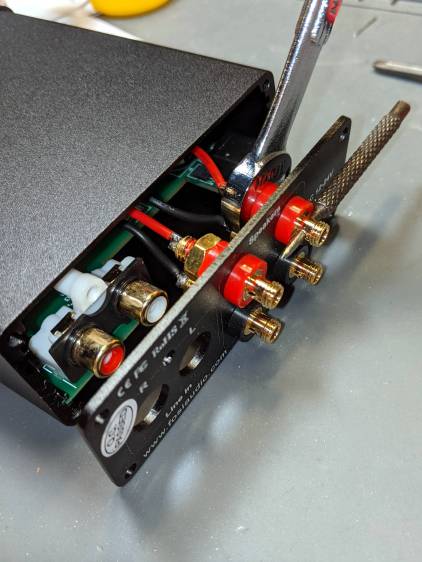
A low-end audio power amp destined for a pair of ancient-yet-still-serviceable speakers arrived, but attempting to poke wires through the side holes of the banana jacks showed they were oriented in random directions. Back in the day, banana jacks had D-shaped shafts fitted into D-shaped panel holes, but those days are gone.
A few minutes with screwdriver, wrench, and (tiny) punch sufficed to line up the holes for E-Z poking:
Fosi audio amp – jack alignment
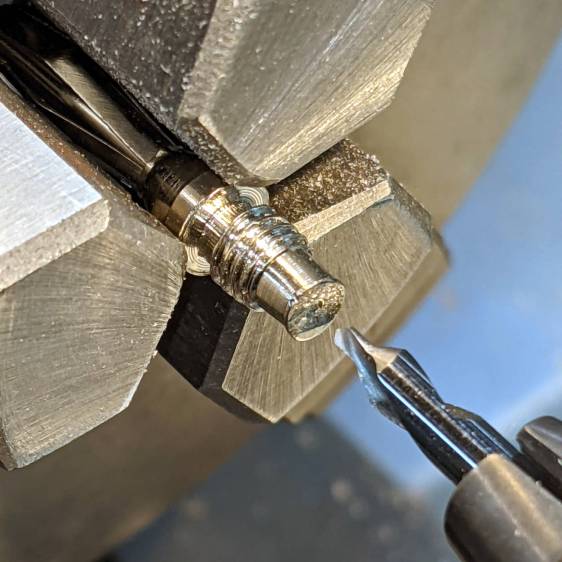
Despite the new convenience, I decided to solder banana plugs to the speaker wires, leading to the discovery my few remaining plugs came from the very bottom of the usability barrel:
Cheap banana plug – solder side
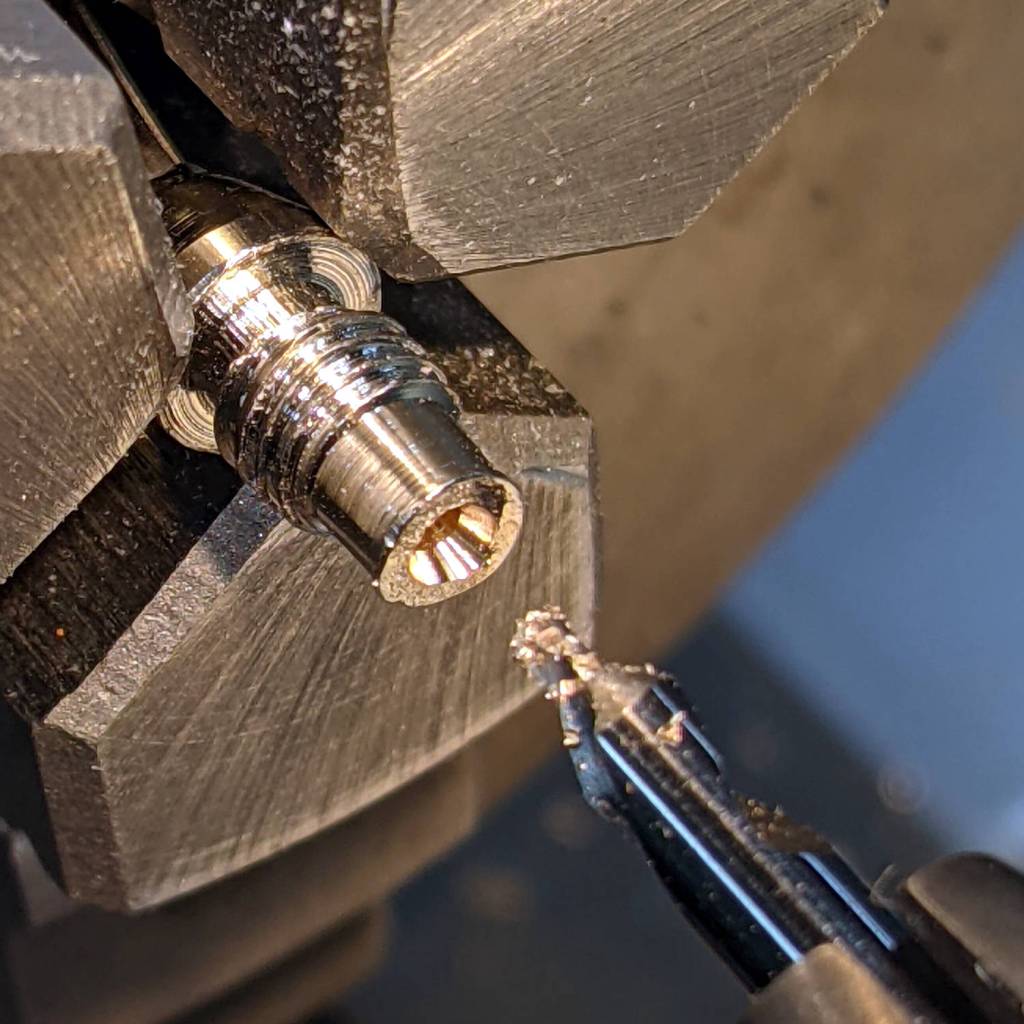
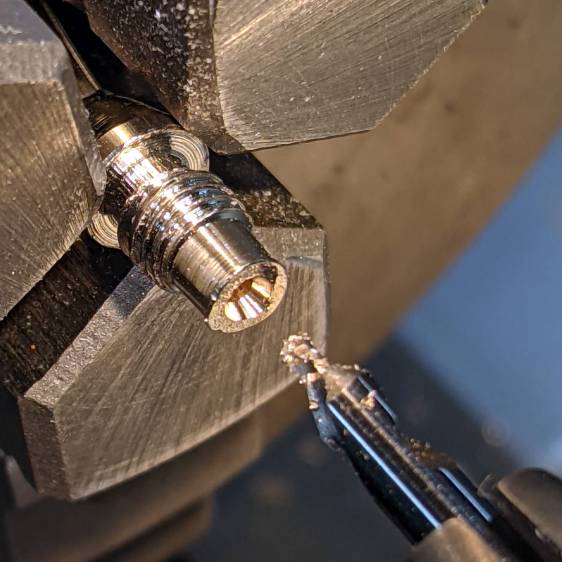
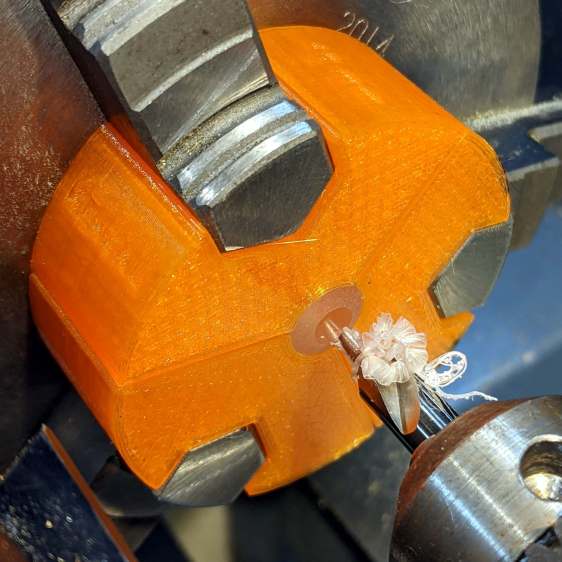
I have no idea how one might affix a wire to that blank stub, but poking a small center drill into the brass lump produces an easily solderable recess:
Cheap banana plug – center drilled
Dab with flux, tin, insert wire, add solder, repeat with all four plugs, and I’m set with a boomin’ system.
Because I live in the future and had solved this problem in the past, eight hours of print time produced a second shade:
Torchiere Lamp Shade 2 – on platform
I sliced the same STL file with PrusaSlicer to get G-Code incorporating whatever configuration changes I’ve made to the M2 over the years and include any slicing algorithm improvements; the OpenSCAD code remains unchanged.
The as-printed shade had pretty much the same crystalline aspect as the first one:
Torchiere Lamp Shade 2 – no epoxy
Smoothing a layer of white-tinted epoxy over the interior while spinning it slowly in the mini-lathe calmed it down enough for our simple needs, although the picture I tried to take didn’t show much difference.
While pondering a project requiring a slitting saw, I discovered the clamp on the dial test indicator magnetic mount I’d picked up a while ago didn’t quite fit the 5/32 inch = 4 mm stem on the indicator. The clamp ring is obviously punched from sheet, then formed into its final shape, as the holes are somewhat un-round. Running the proper drill through the holes removed a minute sliver of steel:
Dial test indicator mount – redrilling
And then it fit just fine:
Dial test indicator mount – in use
Although it looks like I’m in the process of sawing the ball off the indicator, I’m really measuring the runout, which turned out to be maybe 5 mils = 0.13 mm. The blade is likely too small for what I’m thinking of using it for, so the pondering continues.
The two bigger holes in the clamp fit the equally standard 3/8 inch = 9.5 mm stems just fine, so it’s just another one of those tools where I get to finish the last few percent of their manufacturing.
It stands slightly proud of the surface plate so I can extract it without dismantling the whole keyboard again:
Atreus keyboard – LED diffuser installed
I’ll eventually make a better-looking diffuser from a recently arrived translucent acrylic rod, but this will reduce the accumulation of fuzz inside the keyboard until the matching Round Tuit arrives.
That’s the V4 R3 version, although I bought it from Makergear rather than fight with all the support required to get a proper bearing opening.
The long M4 screw and spring apply a constant force to the filament against the drive gear, rather than the constant position from the default (and much shorter) stock screw. The lever arm does have some springiness, but not much travel, so IMO the spring works better with the fine teeth in the drive gear.
This drive has a 5 mm hole at the top for the stock PTFE guide tube, which I long ago replaced with ¼ inch OD HDPE tubing to reduce the friction required to get the filament off the spool and into the hot end. The rather hideous hot-melt glue blob holding a ¼ inch ID tube onto the previous drive never failed enough to bother me, but a little lathe action produced a much better adapter:
Makergear M2 filament drive R3 – guide adapter
It’s a chunk of ⅜ inch = 9.5 mm Delrin rod with a 2.4 mm hole through that 5 mm spigot for easy extraction of a gear-mashed 1.75 mm filament. The other end has a 6.5 mm hole drilled 20 mm deep to hold the guide tube.
That’s the 5 mm punch, where being (at least) half a millimeter off-center matters more than it would in the 32 mm punch.
Unscrewing the painfully awkward screw in the side releases the pilot:
Neiko hole punch – punch tip debris
The debris on the back end of the pilot is a harbinger of things to come:
Neiko hole punch – damaged spring debris
Looks like whoever was on spring-cutting duty nicked the next coil with the cutoff wheel. I have no idea where the steel curl came from, as it arrived loose inside the spring.
Although it doesn’t appear here, I replaced that huge screw with a nice stainless steel grub screw that doesn’t stick out at all.
Chucking the pilot in the lathe suggested it was horribly out of true, but cleaning the burrs off the outside diameter and chamfering the edges with a file improved it mightily. Filing doesn’t remove much material, so apparently the pilot is supposed to have half a millimeter of free play in the handle:
Neiko hole punch – undersized pilot
That’s looking down at the handle, without a punch screwed onto the threads surrounding the pilot.
Wrapping a rectangle of 2 mil brass shimstock into a cylinder around the pilot removed the slop:
Neiko hole punch – cleaned tip brass shim
But chucking the handle in the lathe showed the pilot was still grossly off-center, so I set it up for boring:
Neiko hole punch – boring setup
The entry of the hole was comfortingly on-axis, but the far end was way off-center. I would expect it to be drilled on a lathe and, with a hole that size, it ought to go right down the middle. I’ve drilled a few drunken holes, though.
Truing the hole enlarged it enough to require a 0.5 mm shimstock wrap, but the pilot is now pretty much dead on:
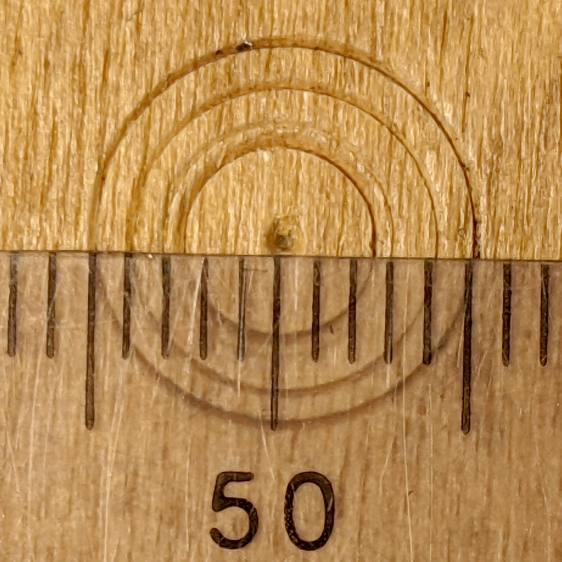
Neiko hole punch – accurized results
Those are 5, 6, 8, and 10 mm punches whacked into a plywood scrap; looks well under a quarter millimeter to me and plenty good enough for what I need.
The stiffness of the bike helmet mirror mount suggested a similar clamp would have enough griptivity to immobilize the ball while cutting it in the lathe:
Helmet Mirror Mount – 10 mm ball
Building the clamp around the lathe’s three-jaw lathe chuck eliminates the need for screws / washers / inserts:
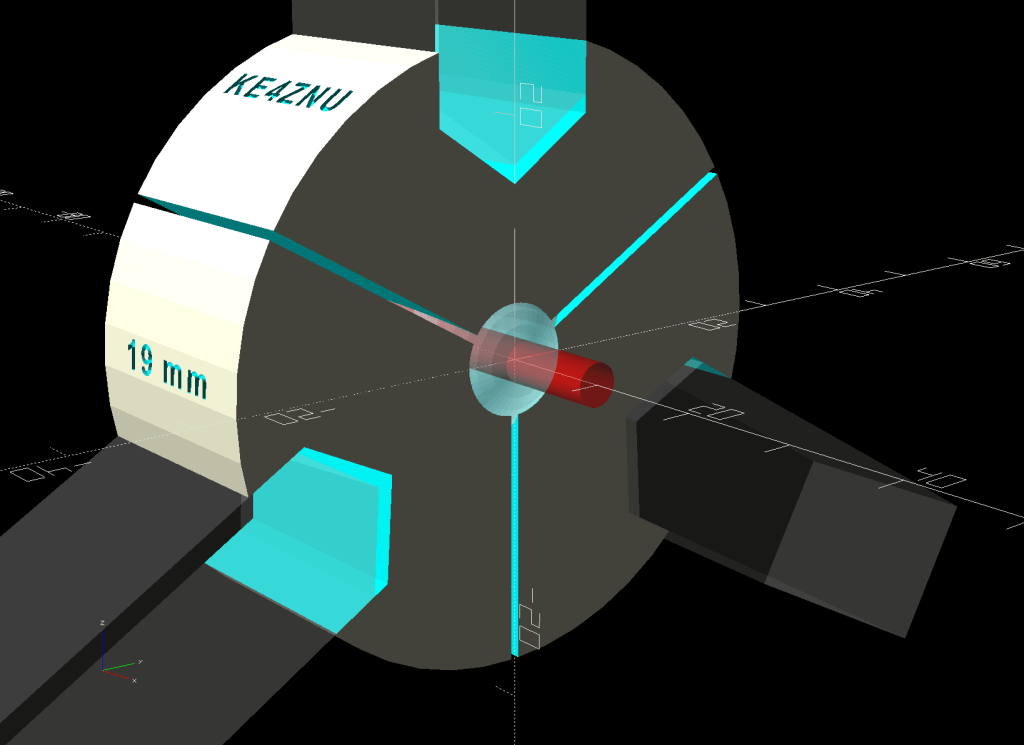
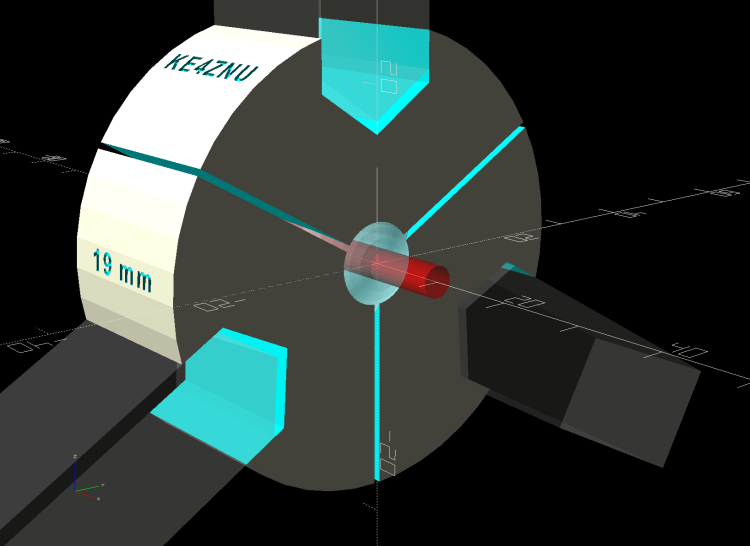
Lathe Ball Fixture – 19 mm – Show
The Ah-ha! moment came when I realized the fixture can expose half of the ball’s diameter for drilling while clamping 87% of its diameter, because 0.5 = sin 30° and 0.87 = cos 30°:
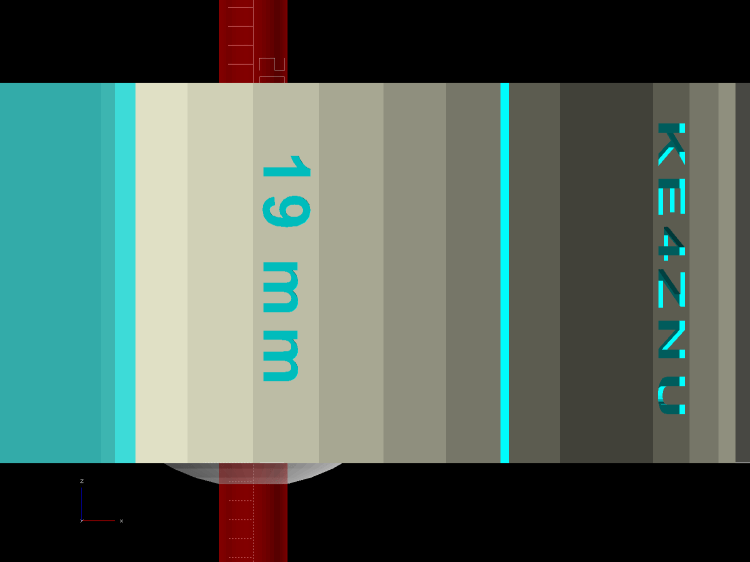
Lathe Ball Fixture – 19 mm – Show – front orthogonal
That’s an orthogonal view showing 13% of the ball radius sticking out of the fixture; it’s 6% of the diameter.
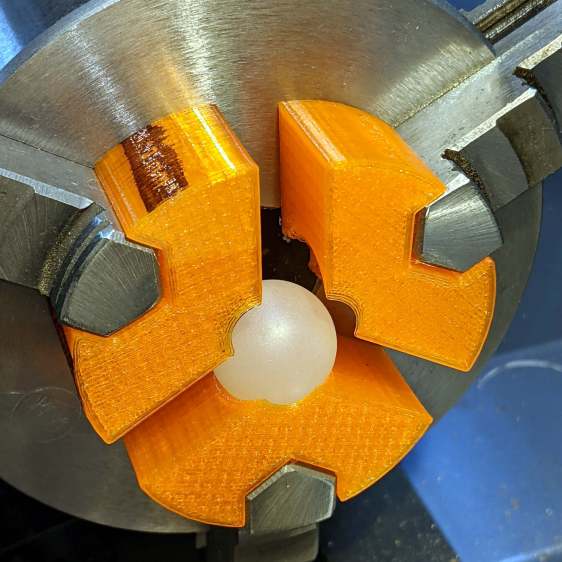
Which looks like this in real life:
Lathe Ball Fixture – 19 mm – sections with ball
The socket is offset toward the tailstock end of the clamp (on the right in the picture) to expose half its diameter flush with the surface perpendicular to the lathe axis. The other side necks down into a cylinder of the same diameter to clear the drill bit.
This works nicely until the ball diameter equals the chuck jaw’s 20 mm length, whereupon larger balls protrude into the chuck body’s spindle opening. Although I haven’t yet built one, the 25 mm balls in my Box o’ Bearings should fit, with exceedingly sissy cuts required for large holes.
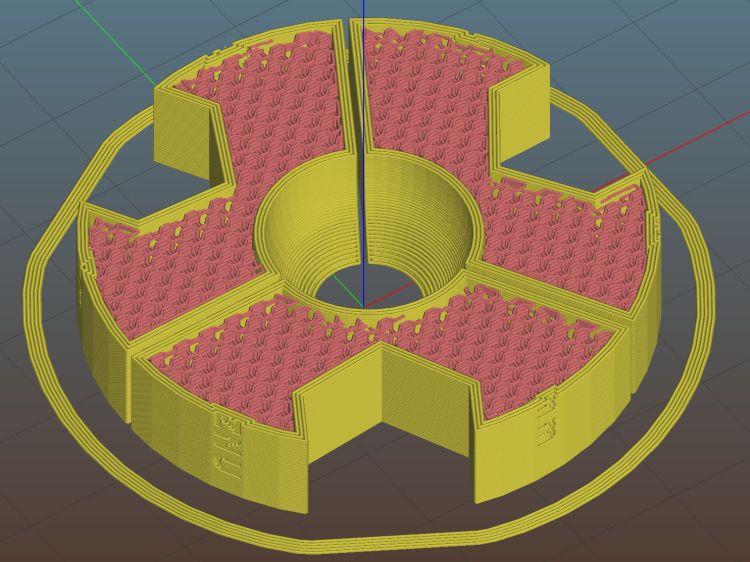
The fixture doesn’t require support material, because the axial holes eliminate the worst of the overhang. Putting the tailstock side flat on the platform gives it the best-looking surface:
Lathe Ball Fixture – 19 mm – Slic3r – equator
The kerf between the segments ensures the jaws can apply pressure to the ball, whereupon the usual crappy serrated 3D printed surface firmly grabs it.
The fixture is a slip fit on the chuck jaws:
Lathe Ball Fixture – 19 mm – installed
Tightening the jaws shoves them all the way into the fixture’s slots and clamps the ball:
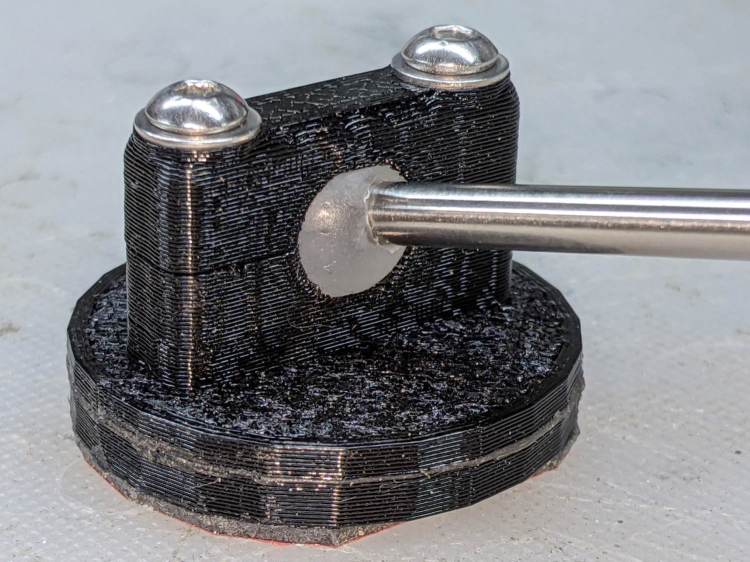
Lathe Ball Fixture – 19 mm – center drill
Overtightening the chuck will (probably) compress the ball around the drill, which will (best case) give you slightly oversize holes or (worst case) cause the ball to seize / melt around the drill bit, so sleaze up to the correct hole diameter maybe half a millimeter at a time:
Lathe Ball Fixture – 19 mm – 6 mm drill
That fixture exposes 9.5 mm = 19/2 of the ball. The drill makes a 6 mm hole to fit the telescoping shaft seen above.
Obviously, you must build a custom fixture for every ball diameter in your inventory, which is no big deal when you have a hands-off manufacturing process. Embossing the diameter into the fixture helps match them, although the scribbled Sharpie isn’t particularly elegant.
This file contains hidden or bidirectional Unicode text that may be interpreted or compiled differently than what appears below. To review, open the file in an editor that reveals hidden Unicode characters.
Learn more about bidirectional Unicode characters