Despite successfully drilling holes in a few plastic balls, I wanted a somewhat less terrifying setup than this:

The stiffness of the bike helmet mirror mount suggested a similar clamp would have enough griptivity to immobilize the ball while cutting it in the lathe:
Building the clamp around the lathe’s three-jaw lathe chuck eliminates the need for screws / washers / inserts:
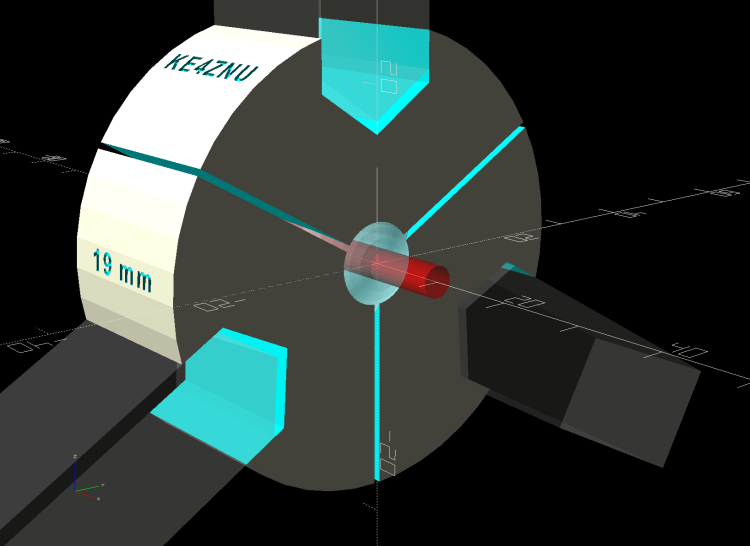
The Ah-ha! moment came when I realized the fixture can expose half of the ball’s diameter for drilling while clamping 87% of its diameter, because 0.5 = sin 30° and 0.87 = cos 30°:
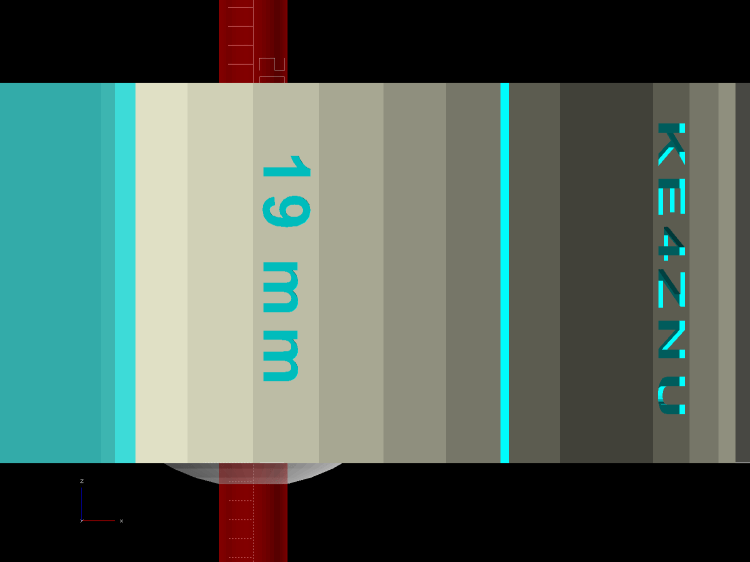
That’s an orthogonal view showing 13% of the ball radius sticking out of the fixture; it’s 6% of the diameter.
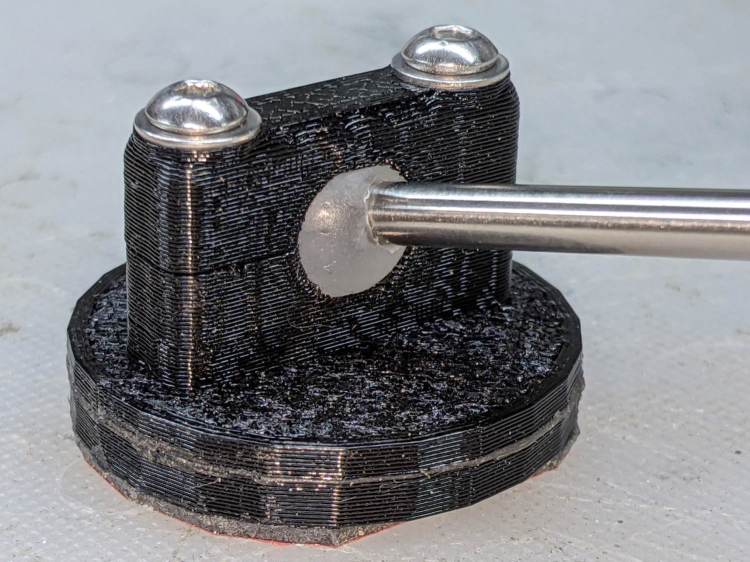
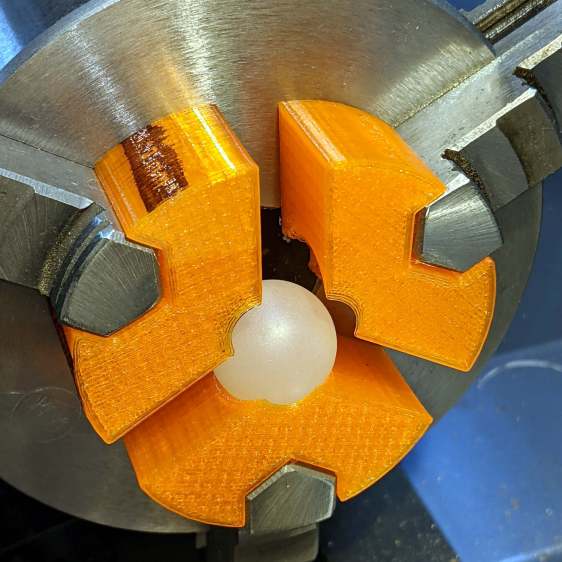
Which looks like this in real life:

The socket is offset toward the tailstock end of the clamp (on the right in the picture) to expose half its diameter flush with the surface perpendicular to the lathe axis. The other side necks down into a cylinder of the same diameter to clear the drill bit.
This works nicely until the ball diameter equals the chuck jaw’s 20 mm length, whereupon larger balls protrude into the chuck body’s spindle opening. Although I haven’t yet built one, the 25 mm balls in my Box o’ Bearings should fit, with exceedingly sissy cuts required for large holes.
The fixture doesn’t require support material, because the axial holes eliminate the worst of the overhang. Putting the tailstock side flat on the platform gives it the best-looking surface:
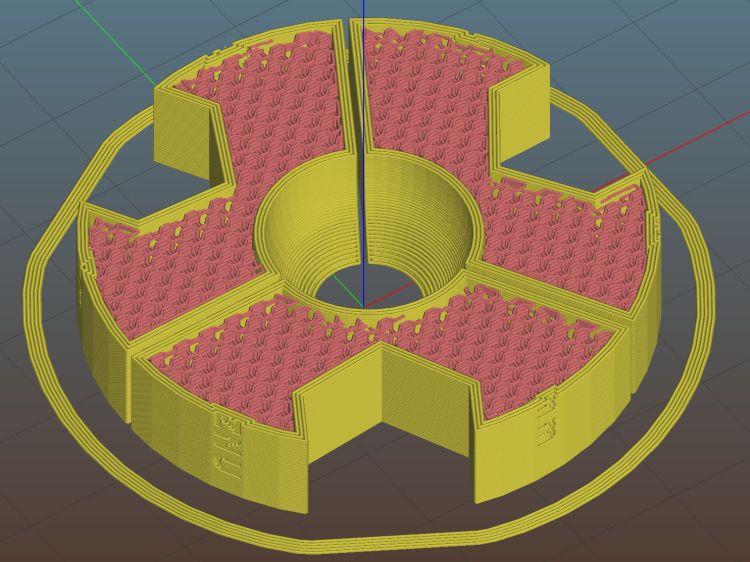
The kerf between the segments ensures the jaws can apply pressure to the ball, whereupon the usual crappy serrated 3D printed surface firmly grabs it.
The fixture is a slip fit on the chuck jaws:
Tightening the jaws shoves them all the way into the fixture’s slots and clamps the ball:
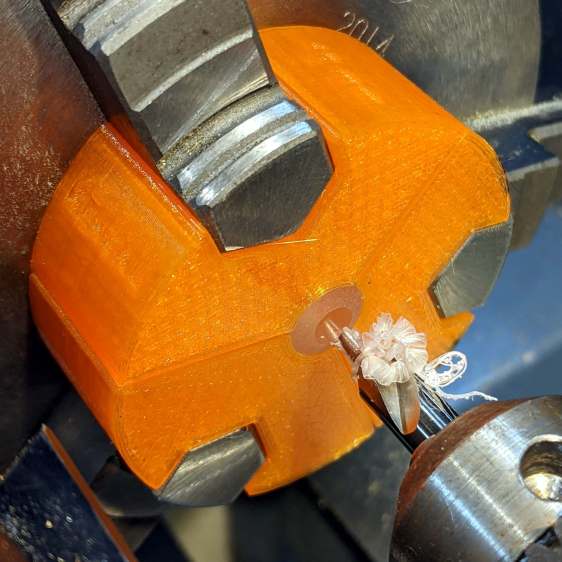
Overtightening the chuck will (probably) compress the ball around the drill, which will (best case) give you slightly oversize holes or (worst case) cause the ball to seize / melt around the drill bit, so sleaze up to the correct hole diameter maybe half a millimeter at a time:

That fixture exposes 9.5 mm = 19/2 of the ball. The drill makes a 6 mm hole to fit the telescoping shaft seen above.
Obviously, you must build a custom fixture for every ball diameter in your inventory, which is no big deal when you have a hands-off manufacturing process. Embossing the diameter into the fixture helps match them, although the scribbled Sharpie isn’t particularly elegant.
The OpenSCAD source code as a GitHub Gist:
| // Lathe Ball Drilling Fixture | |
| // Ed Nisley KE4ZNU 2020-11 | |
| /* [Layout options] */ | |
| Layout = "Build"; // [Build, Show, Body, Jaws] | |
| BallDia = 10.0; // [5.0:0.5:25.0] | |
| /* [Extrusion parameters] */ | |
| /* [Hidden] */ | |
| ThreadThick = 0.25; | |
| ThreadWidth = 0.40; | |
| HoleWindage = 0.2; | |
| function IntegerMultiple(Size,Unit) = Unit * ceil(Size / Unit); | |
| function IntegerLessMultiple(Size,Unit) = Unit * floor(Size / Unit); | |
| Protrusion = 0.1; // make holes end cleanly | |
| inch = 25.4; | |
| ID = 0; | |
| OD = 1; | |
| LENGTH = 2; | |
| //* [Basic dimensions] */ | |
| Chuck = [21.0,100.0,20.0]; // chuck bore, OD, jaw length | |
| Jaw = [Chuck[LENGTH],15.0,12.0]; // jaw free length, base width, first step radius | |
| JawInclAngle = 112; // < 120 degrees for clearance! | |
| JawAngle = JawInclAngle/2; // angle from radius | |
| WallThick = 5.0; // min wall thickness | |
| Kerf = 0.75; // space between clamp blocks | |
| ClampSides = 8*(2*3); | |
| ClampBore = BallDia/2; // clear bore through clamp | |
| ClampAngle = asin(ClampBore/BallDia); // angle from lathe axis to clamp front | |
| Plate = [ClampBore, | |
| BallDia + 2*WallThick + 2*Jaw.z, | |
| Jaw.x]; | |
| LegendDepth = 1*ThreadWidth; | |
| ShaftOD = 3.6; // sample shaft | |
| ShowGap = 1.5; | |
| //———————- | |
| // Chuck jaws | |
| // Real jaws have a concave radiused tip we simply ignore | |
| module ChuckJaws(l=Jaw.x,r=10) { | |
| for (a=[0:120:240]) | |
| rotate(a) | |
| linear_extrude(height=l) | |
| translate([r,0]) | |
| difference() { | |
| translate([Chuck[OD]/4,0]) | |
| square([Chuck[OD]/2,Jaw.y],center=true); | |
| for (i=[-1,1]) | |
| rotate(i*(90 – JawAngle)) | |
| translate([-Jaw.z/2,0]) | |
| square([Jaw.z,2*Jaw.y],center=true); | |
| } | |
| } | |
| //———————- | |
| // Clamp body | |
| module ClampBlocks() { | |
| difference() { | |
| cylinder(d=Plate[OD],h=Plate[LENGTH],$fn=ClampSides); // main disk | |
| translate([0,0,-Protrusion]) // central bore | |
| cylinder(d=ClampBore,h=2*Plate[LENGTH],$fn=ClampSides); | |
| for (a=[0:120:240]) // kerf slits | |
| rotate(60 + a) | |
| translate([Plate[OD]/2,0,Protrusion]) | |
| cube([Plate[OD],Kerf,2*Plate[LENGTH]],center=true); | |
| translate([0,0,BallDia/2 * cos(ClampAngle)]) // ball socket | |
| sphere(d=BallDia,$fn=ClampSides); | |
| for (a=[0:120:240]) { // legend | |
| rotate(4.5*360/ClampSides + a) | |
| translate([Plate[OD]/2 – LegendDepth,0,Plate[LENGTH]/2]) | |
| rotate([0,90,0]) | |
| linear_extrude(height=LegendDepth + Protrusion,convexity=10) | |
| mirror([0,0,0]) | |
| text(text=str(BallDia," mm"),size=2.5,spacing=1.20,font="Arial:style:Bold",halign="center",valign="center"); | |
| rotate(-4.5*360/ClampSides + a) | |
| translate([Plate[OD]/2 – LegendDepth,0,Plate[LENGTH]/2]) | |
| rotate([0,90,0]) | |
| linear_extrude(height=LegendDepth + Protrusion,convexity=10) | |
| mirror([0,0,0]) | |
| text(text="KE4ZNU",size=2.5,spacing=1.20,font="Arial:style:Bold",halign="center",valign="center"); | |
| } | |
| } | |
| } | |
| //———————- | |
| // Clamp with jaw cutouts | |
| module ClampBody() { | |
| difference() { | |
| ClampBlocks(); | |
| translate([0,0,-Protrusion]) | |
| ChuckJaws(l=Jaw.x + 2*Protrusion,r=BallDia/2 + WallThick); | |
| } | |
| } | |
| //———————- | |
| // Lash it together | |
| if (Layout == "Body") { | |
| ClampBlocks(); | |
| } | |
| if (Layout == "Jaws") { | |
| ChuckJaws(); | |
| } | |
| if (Layout == "Build") { | |
| ClampBody(); | |
| } | |
| if (Layout == "Show") { | |
| ClampBody(); | |
| color("ivory",0.2) | |
| ChuckJaws(r=BallDia/2 + WallThick + ShowGap); // move out for E-Z viewing | |
| color("red",0.4) | |
| translate([0,0,-Jaw.x/2]) | |
| cylinder(d=ShaftOD,h=2*Jaw.x,$fn=ClampSides,center=false); | |
| color("white",0.5) | |
| translate([0,0,BallDia/2 * cos(ClampAngle)]) // ball socket | |
| sphere(d=BallDia,$fn=ClampSides); | |
| } | |
The dimension doodles, including some notions that didn’t work:


Comments
5 responses to “Mini-Lathe Ball Drilling Fixture”
Nice.
Thanks … [grin]
3D printers to the rescue again. They are coming in pretty handy for so many things. Funny that so many people say things like, “I don’t know what I would do with one”, and others only print trinkets and toys from Thingiverse not realizing the creative power they have at their disposal.
The gotcha: learning enough about solid modeling to solve my problem, not recycle somebody else’s solution. It’s a hard problem!
Verily, a wonderful tool …
Are you sure they don’t mean something like “I don’t know that I’d use it more than once every few months and $500 + the space it’d take up seems a bit expensive for that”? :)